Изобретение относится к деревообрабатывающей промышленности и может быть использовано для обработки щитовых деталей.
Известен многооперационный станок для обработки щитовых деталей мебели, включающий станину, многошпиндельные верхнюю и боковую каретки, выполненные в виде поворотных призм установленных в направляющих, и привод 1.
Недостатком конструкции станка является невозможность од 1овременной обработки верхней и боковой поверхностей щитовых деталей.
Известна также конструкция многооперациоиного станка для обработки щитовых деталей мебели, позволяющая производить одновременную обработку верхней и боковой поверхностей деталей, включающая станину, привод, стол, многошпиндельную поворотную вокруг продольной оси верхнюю и боковые инструментальные призмы, установленные в направляющих, толкатели, один из которых несет на своем верхнем конце шарнирно закрепленную и подпружиненную собачку, взаимодействующую с пальпами диска, жестко закрепленного на валу верхней гфизмь и осуществляющую поворот последней
на очередную позицию при перемещении толкателей, шатуны, щарнирно связанные с толкателями и ползунами боковьг ; призм, собачки, осуществляюил{е поворот призм на очередну.ю позицию и фиксаторы 2.
.Недостатком конструкции станка является повыщенньй расход мощности на перемещение верхней 1шструментальной призмы и большое время на переналадку станка, т.к. при каждом обороте распределительного кулачкового вала, толкатели поднимают и опускают всю верхнюю инструментальную призму весом более 600 кг вмест-е с электродвигателями, сверлильными цшинделями, фрезерными головками и т.п. над обрабатываемой щитовой деталью.
Кроме того, при переналадке станка на обработку щитовых деталей другого типоразмера (т.е. при смене программ) приходится на станке производить демонтаж прежних инструментов, а затем монтаж и -выставление по шаблону инструментов, входящих в наладки.
Цель изобретения - снижение расхода мощности на перемещение верхней ннструмента.чьной
призмы н сокращешш времени на перенагшдку станка.
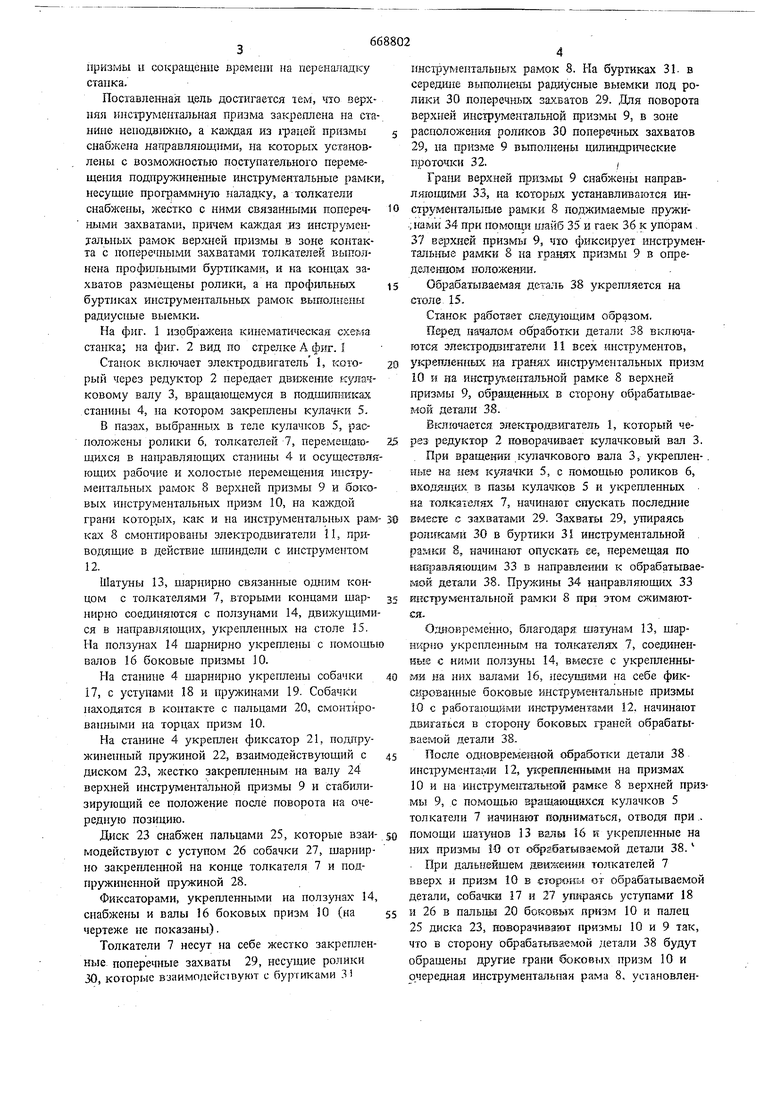
Поставленная цель достигается тем, что верхняя инсхруменхальная призма закреплена на станине ненодвижно, а каждая из i-paneft призмы снабжена направляющими, на которых установлены с возмохсностью поступательного перемещения нодпружиненные инструментальные рамки несущие программную наладку, а толкатели снабжены, жестко с ними связанными поперечными захватами, npwieM каждая из инсгрумеиуапьньтх рамок верхней призмы в зоне контакта с поперечными захватами толкателей выполнена прафш1ьными буртиками, и на концах захватов размещены ролики, а на профильных буртиках инструментальных рамок выполнены радиус п ю выемки.
На фиг. 1 изрбралсена кинематическая схема станка; на фиг. 2 вид по стрелке А фиг. I
Стагюк включает электродвигатель 1, которып через редуктор 2 передает движение к /лачковому валу 3, вращающемуся в подшигпшках станины 4, на котором закрегшены кулачки 5.
В пазах, выбранных в теле кулачков 5, расположены ролики б, толкателей 7, перемещающкхся в направляющих станины 4 и осуществляющих рабочие и холостые перемещения инструментальных рамок 8 верхней призмы 9 и боковых инструментальных призм 10, на каждой грани которых, как и на инструментальных рам ках 8 смонтированы злектродвигатели П, приводащие в действие шпиндели с инструментом 12.
Шатуны 13, шарнирно связанные одним концом с толкателями 7, вторыми концами шарнирно соединяются с ползунами 14, движущимися в направля ощих, укрепленных на столе 15. На ползунах 14 щарнирно укреплены с помощь В11ПОВ 16 боковые призмы 10.
На станине 4 шарнирно укреплены собачки 17, с 18 и пружинами 19. Собачки нахощгтся в контакте с пальцами 20, смонтированными на торцах призм 10.
На станине 4 укреплен фиксатор 21, подпружиненный пружиной 22, взаимодействующий с диском 23, жестко закрепленным на валу 24 верхней инструментальной призмы 9 и стабилизирующий ее положение после поворота на очеред 1ую позицию.
Диск 23 снабжен пальцами 25, которые взаимодействуют с уступом 26 собачки 27, щарнирно закреш1е1шой на конце толкателя 7 и подпружиненной пружиной 28.
Фиксаторами, укрепленными на ползунах 14, снабжены и валы 16 боковых призм 10 (на чертеже не показаны).
Толкатели 7 несут на себе жестко закрепленные поперечные захваты 29, несущие ролики 30, KOTOpbse взаимодейсчвунп- с буртиками 31
инструменталыштх рамок 8. На буртиках 31. в середине выполнещ. радлусные выемки под ролики 30 поперечных захватов 29. .Пдя поворота верхней инструментальной призмы 9, в зоне расположения роликов 30 поперечных захватов 29, ца призме 9 выполнены цилиндршгеские гфоточки 32.,
Гра1Ш верхней призмы 9 снабжены направляющими 33, на которых устанавливаются инструменталыЕые рамки 8 поджимаемые пружи.;юми 34 при помощи шайб 35 и гаек 36 к упорам . 37 верхней призмы 9, что фиксирует инструмента;1ьные рамки 8 на гранях призмы 9 в определешюм йоложеиии.
Обрабатываемая деталь 38 укрепляется на столе, 15.
Станок работает следующим образом.
Перед началом обработки детали 38 включаются электродвигатели И всех инструментов, укрепленных на гранях инструментальных призм Ш н 0а инстр ь{ентальной рамке 8 верхней призмы 9, обращенных в сторону обрабатьшае лой детали 38.
Включается злектродаигатель 1, который через редуктор 2 поворачивает кулачковый вал 3.
При вращении к ттачкового вала 3, укрепленные на «ем кулачки 5, с помоо-1ью роликов 6, вкодяицгх в пазь кулачков 5 и укрепленных . на толкателях 7, начинают спускать последние вместе с захватами 29. Захваты 29, упираясь роликак й 30 в буртики 31 инструментальной . рамки 8, начинают опускать ее, перемещая по 1Еа 1равляющим 33 в направлении к обрабатываемой детали 38. Пружины 34 направляющих 33 ш струм1ентальной рамки 8 при этом сжимаютсяОдаовременно, благодаря шагунам 13, щарнкрко укрепленным на толкателях 7, соединенные с ними ползуны 14, вместе с укрепленными на них валами 16, несущтвли на себе фиксированные боковые HHCtpyivieHTanbHbse призмы 10 с работающими инструментами 12, начинают двигаться в сторону боковых граней обрабатываемой детали 38.
После одновремегаюй обработки детали 38 инструментами 12, утсрепяенными на призмах 10 и на инструментальной рамке 8 верхней призмы 9, с помощью вращающихся кулачков 5 толкатели 7 начинают подаиматься, отводя при.. помощи шатунов 13 валы 16 и укрепленные на ifflx призмы 10 от обргбатываемой детали 38. . При дальнейшем движении толкателей 7 вверх и призм 10 в стороны от обрабатываемой детали, собачки 17 н 27 упираясь уступами 18 и 26 в пальцы 20 боковых призм 10 и палец 25 диска 23, иоворачивают призмы 10 и 9 так, что в сторону обрабатьгааемой детали 38 будут обращены другие грани боковых призм 10 и очередная инструментальная рама 8, установленйая на другой грани верхней призмы 9, на которых укреплены другие инструменты, предусмотренные технологическим циклом. При этом фиксаторы 21 афикс1-фуют валы 16 и 24 в новых положениях. В момент, когда с помощью кулачков 5 толкатели 7 вместе с захватами 29 начнут опускать ся, перемещая в сторону обрабатываемой детали 38 новые инстрз енты 12, включаются элек. тро двигатели 11. При перемещении боковых призм 10 в направлении к детали 38 и опускания толкателей, пальщз 20 призм 10 и пальцы 25 диска 23, благодаря скосам, выполненным на уступах 18 и 26 собачек 17 и 27 приподнимают собачки, вращая их в местах шарнирного закрепления. Таким образом, уступы 18 и 26 проскакивают пальЩ) 20 и 25, не производя поворота призм на очередную позицию. Благодаря пружинам 19 и 28, собачки постоянно прижимаются к пальцам 20 призм 10 и пальцам 25 диска 23. После того, как все грани призм 10 и все инструментальные рамки 8 призмы 9 поочередно обработают своими инструментами соответствующие грани детали 38, станок останавливается, готовая деталь 38 снимается со стола 15, на ее месте укрепляется новая заготовка детали и цикл работы станка повторяется. При переналадке станка отвинчиваются гайки 36, размыкаются электрические разъемы и инструментальные рамки 8 целиком со всей инструментальной наладкой, снимаются с направ ляющих верхней инструментальной призмы 9. Производится установка новых, настроенных вне станка даютрументальных рамок, включаются электрические разъемы, устанавливаются пру жины 34, шайбы 35 и завиьииваются гайки 36. Для ускорения переналадки боковых инструментальных призм их грани могут нести направ ляющие щтифты с гайками, на которью также могут устанавливаться заранее настроенные ин. струментальные рамки. При этом они могут жестко крепиться на гранях боковых призм 10 Формула изобретения 1.Многооперационный станок для обработки щитовых деталей мебели, включающий сташшу, привод, стол, многощпиндельные поворотные вокруг продольной оси и боковые инструментальные призмы, установленные в направляющих, толкатели, один из которых несет на своем верхнем конце щарнкрно закрепленную и подпружиненную собачку, взаимодействующую с пальцами диска, жестко закрепленного на валу верхней призмыи осуществляющую поворот последней на очередную позицию при перемещении толкателей, щатуны, щарнирно связанные с толкателями и ползунами боковых призм, подпружиненные собачки, осуществляющие поворот призм на очередную позицию и фиксаторы, отличающийся тем, что, с целью сокращения времени на переналадку станка и снижения расхода мощности на перемещение верхней инструментальной призмы, последняя закреплена на станине неподвижно, а каждая из граней призмы снабжена направляющими, на которых установлены с возможностью, поступательного перемещения подпружиненные инструментальные рамки, несущие программн то инструментальную наладку, а толкатели снабжены, жестко с ними связанными, поперечными захватами. 2.Станок по п. 1, отличающийс я тем, что каждая из инструментальных рамок верхней призмы в зоне контакта с поперечными захватами толкателей вьигалнена с iTpoфильными буртиками. 3.Станок по пп. 1 и 2 отличающийся тем, AIO на концах захватов размещены ролики, а на профильных буртиках инструментальных paNfOK, выполнены радиусные выемки. Источники 5шформации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 426816, кл. В 27 С 3/04, 1975. 2.Авторское сввдетельство СССР № 504642, кл. В 27 С 9/04.

| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок для обработки щитовых деталей мебели | 1980 |
|
SU889430A1 |
| Станок для сверления отверстий в щитовых деталях | 1976 |
|
SU644619A1 |
| Многооперационный станок для обработки щитовых деталей мебели | 1974 |
|
SU504642A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПЛАВАЮЩИХ РАМОК | 1968 |
|
SU218404A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРЯМОЙ И ПРОФИЛЬНОЙ ОТРЕЗКИ МЕРНЫХ ТРУБ ДВУМЯ РЕЗАКАМИ | 1970 |
|
SU271285A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |

