Изобретение относится к машиностроению, к станкостроению, к станкам токарной группы и предназначено для механической обработки уплотнительных поверхностей в затворах корпусов и на запорных элементах (клиньях, дисках, золотниках) фланцевых задвижек и вентилей, преимущественно в период их ремонта.
Известны универсальные токарные и карусельные станки, с помощью которых осуществляют механическую обработку плоских уплотнительных поверхностей в затворах корпусов и на запорных элементах трубопроводной арматуры (см. кн. С. Ю. Михаэль, Л. А. Бенин "Технология арматуростроения", м-л, 1966, стр. 70-71).
В корпусах клиновых задвижек производят подрезание наклонных уплотнительных поверхностей, сопрягаемых с клиновым затвором, а также выполнение кольцевых канавок на торцах для наплавки твердосплавным материалом и последующей механической обработки уплотнительных поверхностей на станках токарной группы. Деталь (корпус) устанавливают и закрепляют в двухпозиционном приспособлении и обрабатывают с одного установа. Основания приспособления - верхней подвижной и нижней неподвижной частей - имеют скошенные к оси вращения стола станка плоскости, соприкасающиеся друг с другом. Поворотом одной части приспособления относительно другой поочередно в каждой из позиций достигаются совмещения обрабатываемых поверхностей с горизонтальной плоскостью. С использованием двухпозиционного приспособления осуществляют обработку и клиновых затворов для задвижек.
Недостаток универсальных токарных станков (токарной группы) заключается в их значительной стоимости, которая, в основном, зависит от габаритов и массы станка, а последние напрямую связаны с универсальностью станков, с широким диапазоном обрабатываемых деталей и технологических операций, выполняемых на этих станках. Значительные габариты оборудования, кроме того, требуют для его размещения больших производственных площадей и более значительных расходов на транспортировку оборудования от изготовителя к потребителю.
Известен переносной станок для растачивания цилиндров поршневых механизмов (см. кн. М.Н. Крыница "Механизация слесарно- монтажных работ на судах", Л., 1976, Судостроение, стр. 258-260). Станок содержит пустотелую борштангу, установленную в разнесенных подшипниках скольжения с возможностью вращения. На борштанге установлена двухрезцовая головка с возможностью принудительного осевого перемещения под действием ходового винта и механизма подачи. Привод вращения борштанги осуществляется от электродвигателя через клиноременную передачу и червячный редуктор. Наличие сменных шкивов клиноременной передачи обеспечивает шесть ступеней частоты вращения борштанги.
Недостаток переносного станка заключается в том, что его нельзя эффективно использовать для обработки уплотнительных поверхностей в корпусах и на запорных элементах клиновых задвижек со средним диаметром прохода DN 200-400 (мм) из-за малой массы и габаритов основных деталей, подлежащих обработке, и значительных габаритов и массы переносного станка. Перечисленные выше недостатки способствуют высокой погрешности базирования станка, не позволяют производить обработку корпуса с одной установки и не обеспечивают необходимого соответствия угловых параметров запорных элементов и уплотнительных поверхностей в корпусах клиновых задвижек.
Известно устройство для токарной обработки фасонных поверхностей (см. СССР, а. с. N 1646680, М. кл. 6 B 23 B 1/00, 1989 г.), содержащее коаксиально пустотелые основной и дополнительный шпиндели, каждый из которых снабжен автономным приводом. Движения от приводов суммируются на оправке, вызывая ее вращение и радиальное перемещение, пропорционально разности вращений шпинделей.
Недостаток устройства заключается в том, что его конструкция не предусматривает размещение устройства в глубоких полостях с ограниченным поперечным сечением, чем характеризуются задвижки с DN 200-400 мм. Кроме того, в заявленном устройстве не предусмотрены элементы точного базирования устройства относительно обрабатываемых поверхностей, нет возможности обработки корпуса клиновой задвижки с одной установки.
Известен также торцевально-расточной станок (См. СССР, а. с. N 344 934, М. кл. B 23 B 41/00, 1969 г.), содержащий планшайбу с ползунами, полую борштангу, полый шпиндель. Шпиндель для своего вращения снабжен автономным приводом с электродвигателем 10, а для осевого перемещения снабжен другим автономным приводом с электродвигателем 11. Для перемещения ползунов с режущими инструментами на планшайбе в конструкции станка предусмотрен третий привод с электродвигателем 15.
Недостаток станка заключается в сложности его конструкции, которая обусловлена наличием множества приводов, усложняющих его кинематическую схему.
Из перечисленных выше металлорежущих станков наиболее близким к заявленному объекту по своей технической сущности и выполняемой функции является станок по а. с. N 344 934.
Задачей изобретения является упрощение конструкции привода станка, создание привода, в котором вращение борштанги и радиальное перемещение резца осуществлялось бы от одного электродвигателя.
Другой задачей является создание многоцелевого малогабаритного, менее материалоемкого и, следовательно, более дешевого станка.
Поставленные задачи решаются тем, что в известном переносном станке для механической обработки уплотнительных поверхностей, содержащем привод, планшайбу, соединенную с борштангой, каретку с режущим инструментом, соединенную кинематически с планшайбой и приводимой в поступательное движение от шпинделя, борштанга соединена кинематически с приводом посредством червячного колеса с полумуфтой через шестерни и червяк, причем червячное колесо соединено с борштангой посредством другой полумуфты с зубчатым венцом, соединенной с борштангой подвижно только в осевом направлении с возможностью принудительного соединения или разъединения с полумуфтой на червячном колесе, подвижная в осевом направлении полумуфта венцом кинематически соединена через дифференциальный механизм со шпинделем и кареткой с режущим инструментом, причем колесо дифференциального механизма, жестко соединенное со шпинделем, соединено с упомянутыми выше шестернями через сменные шестерни и другую разъемную муфту, а другое колесо дифференциального механизма соединено постоянно кинематически с приводом и с первым колесом через сателлиты, причем ось сателлитов дифференциального механизма соединена через вал с маховиком ручного привода.
Выполнение станка с одним приводом для вращения борштанги с резцами и для радиального перемещения резцов в процессе обработки уплотнительных поверхностей в корпусах задвижек и на клиновых затворах позволило упростить кинематическую схему станка, упростить его конструкцию, создать компактную агрегатную головку.
Введение в кинематическую цепь станка элементов, приводимых в движение единым приводом и обеспечивающих рассогласование скоростей вращения шпинделя и борштанги, позволило использовать один электродвигатель для вращения борштанги и для радиального перемещения резца в планшайбе, т. е. тем самым упростить его конструкцию, уменьшить габариты и материалоемкость.
Введение в конструкцию станка дифференциального механизма позволило обеспечить отслеживание радиального перемещения резца по нониусу и его ручное перемещение при настройке и в процессе обработки изделия.
Наличие ручной подачи резца при отключенном приводе, при включенном приводе и ручном режиме работы, наличие нониуса радиального перемещения резца позволило повысить удобство его обслуживания.
Предложенная кинематическая схема обеспечивает автоматическую подачу резца при вращении шпинделя, подбор скорости вращения шпинделя сменными шестернями, подбор величины радиальной подачи резца другой группой сменных шестерен.
На приведенных чертежах иллюстрируется в качестве примера реализация изобретения - переносной станок для механической обработки плоских поверхностей, подтверждающая возможность его промышленного применения при использовании всей совокупности признаков, где:
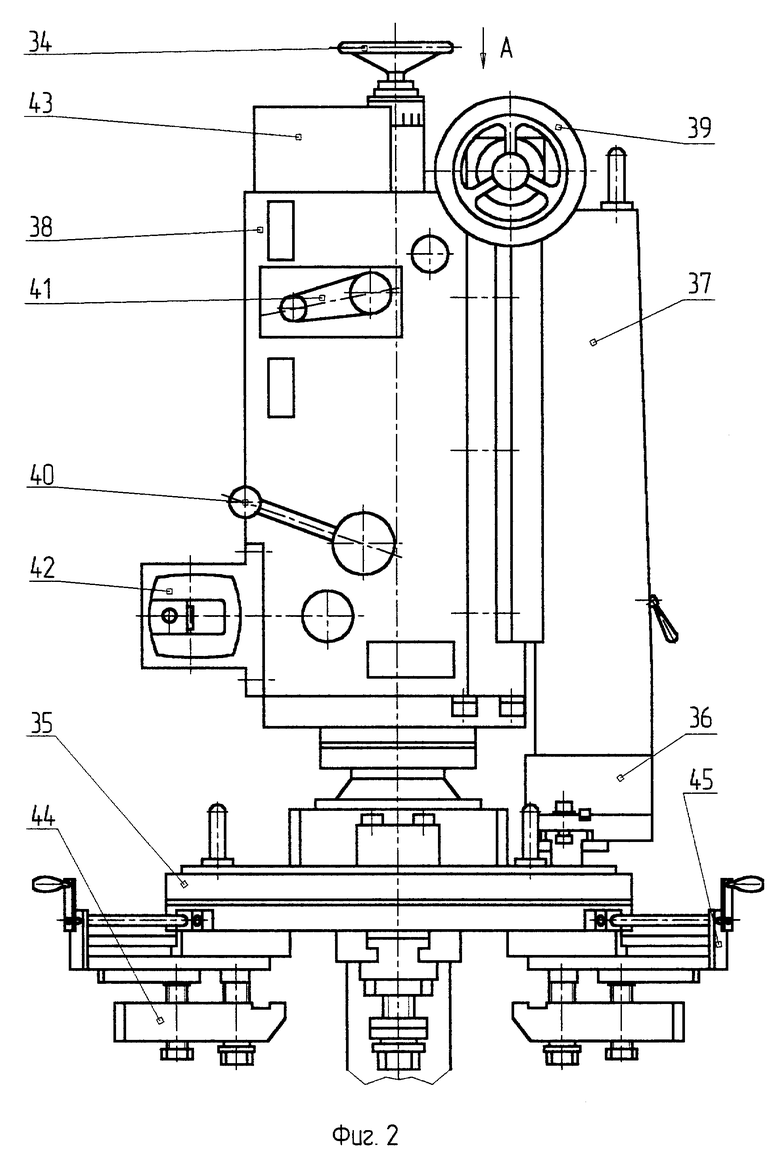
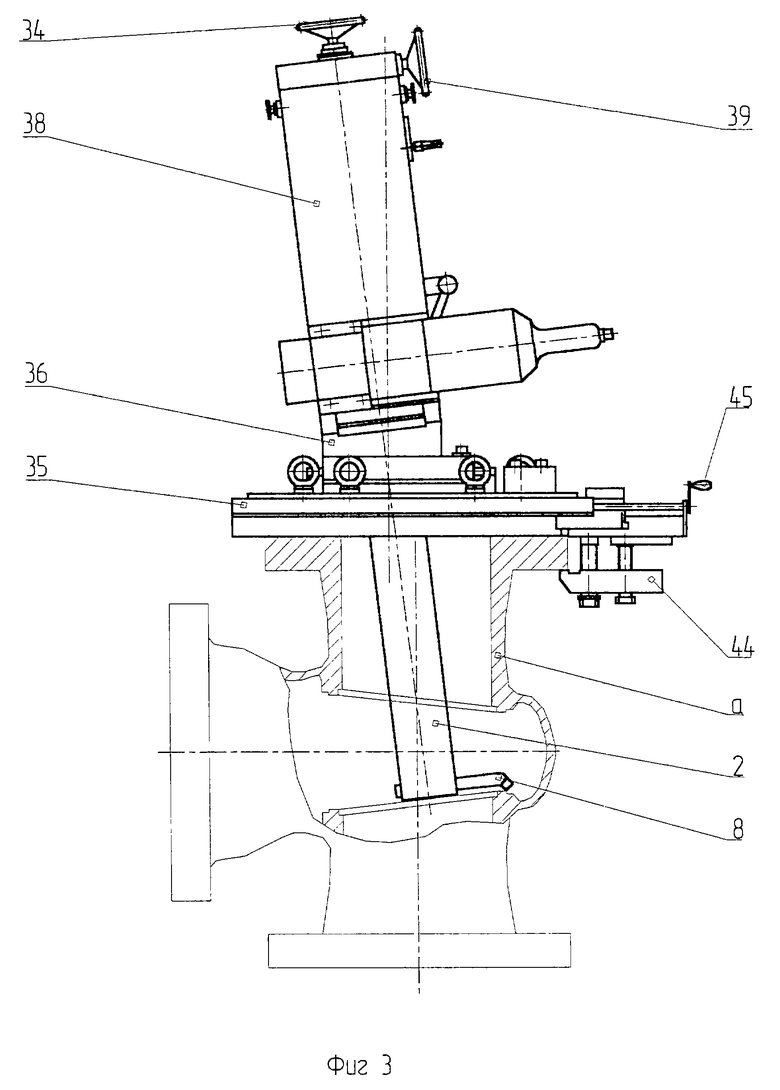
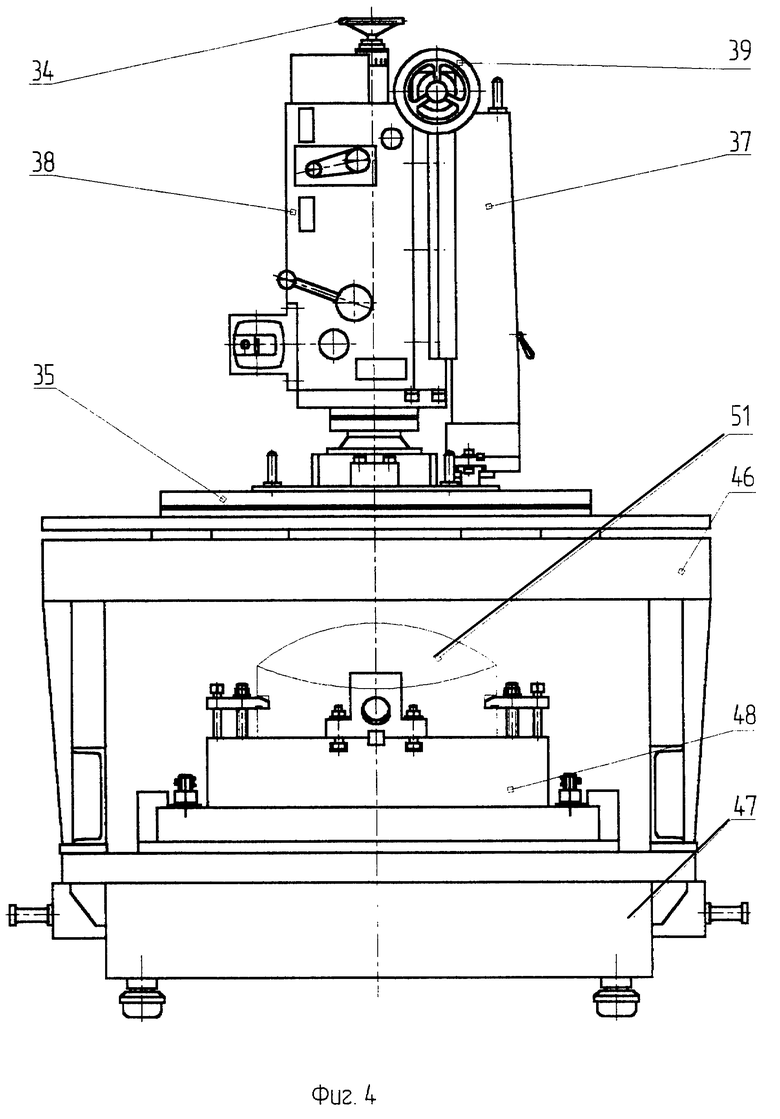
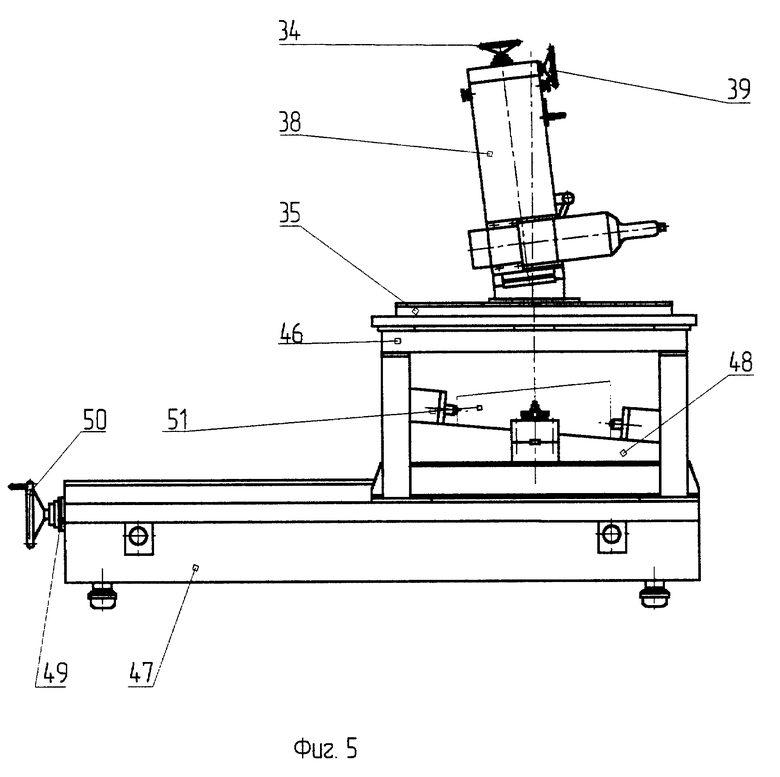
На фиг. 1 - кинематическая схема станка; фиг. 2 - станок, вид справа; фиг. 3 - станок на корпусе задвижки, вид спереди; фиг. 4 - станок для обработки клиньев задвижки; фиг. 5 - то же, вид спереди.
Станок содержит планшайбу 1 (см. фиг. 1), соединенную с борштангой 2. В полой борштанге 2, с возможностью вращения относительно нее, расположен шпиндель 3. Один конец его в полости планшайбы 1 через конические шестерни 4, 5 и винт 6 соединен с кареткой 7, несущей резец 8. Вращение борштанге 2 и планшайбе сообщается от электродвигателя 9 через зубчатые шестерни 10-15, сменные шестерни 16, 17, червяк 18, червячное колесо 19 с зубчатой полумуфтой, колесо зубчатое 20 с ответной зубчатой полумуфтой. Колесо 20 с полумуфтой застопорено от вращения относительно борштанги 2 шлицами и может совершать принудительное поступательное движение вдоль оси борштанги 2 для сцепления либо для рассоединения упомянутых полумуфт. При сцеплении полумуфт вращение борштанге 2 и планшайбе 1 сообщается от червячного колеса 19. В процессе поступательного движения зубчатый венец на колесе 20 не выходит из зацепления с шестерней 21, которая через шестерни 21-23, сменные шестерни 24, 25 соединена кинематически через полумуфту 26 и шестерню - полумуфту 27 с зубчатым венцом колеса 28 дифференциального механизма. Другое колесо 29 дифференциального механизма находится в постоянном зацеплении с промежуточной шестерней 30. Колеса 28, 29 в дифференциальном механизме коническими зубчатыми венцами соединены между собой кинематически посредством сателлитов 31 - конических шестерен, объединенных осью 32. С осью 32 сателлитов соединен жестко вал 33 с маховиком 34 для осуществления ручной подачи резца 8 в момент настройки станка на обработку уплотнительной поверхности, например, в затворе корпуса фланцевой задвижки. При включенном приводе зубчатое колесо 29 дифференциального механизма и зубчатое колесо 20 с полумуфтой имеют одинаковые угловые скорости и противоположные направления вращений. Для обеспечения радиального перемещения резца 8 необходимо, чтобы угловые скорости зубчатых колес 20, 29 и зубчатого колеса 28 дифференциального механизма были рассогласованы, т. е. не равны друг другу. Это рассогласование достигается либо подбором шестерен сменных 24, 25 при соединенных полумуфтах 26, 27, либо вручную маховиком 34 при рассоединенных полумуфтах 26,27.
Кинематическая схема (см. фиг. 1) реализована в станке (см. фиг. 2-3) для механической обработки уплотнительных поверхностей в затворах корпусов фланцевых задвижек и в станке (см. фиг. 4, 5) для обработки уплотнительных поверхностей на запорных элементах (клиньях, дисках, золотниках).
Станок (см. фиг. 2-3) содержит поворотный стол 35, на угловом шаблоне 36 которого закреплена стойка 37. На стойке установлена головка 38 с механизмом осевого перемещения ее при помощи маховика 39. Кроме того, головка 38 снабжена маховиком 34 для ручной радиальной подачи резца 8. На головке 38 предусмотрена также рукоятка 40 отключения борштанги 2 от привода и рукоятка 41 переключения режима радиальной подачи резца 8 "ручной - автоматический". На головке 38 имеется также коробка 42 сменных шестерен 16, 17 подбора скорости борштанги 2 и коробка 43 сменных шестерен 24, 25 подбора подачи резца 8. Снизу к столу 35 присоединены прихваты 44 с возможностью движения их в радиальных направлениях при вращении рукояток 45.
Станок для механической обработки уплотнительных поверхностей на запорных элементах (клиньях, дисках, золотниках) задвижек и вентилей (см. фиг. 4, 5) содержит ту же головку 38, закрепленную на стойке 37 с возможностью поступательного принудительного перемещения при вращении маховика 39. Головка 38 со стойкой 37 смонтированные на поворотном столе 35, закреплены последним на платформе 46, которая установлена и закреплена на основании 47. Плита 48 установлена с возможностью горизонтального принудительного перемещения в направляющих основания 47 под действием винта 49, приводимого во вращение маховиком 50. Механизм горизонтального перемещения предназначен для перемещения закрепленной детали 51 из зоны загрузки в зону обработки и обратно.
Станок (см. фиг. 3) работает следующим образом. На магистральный фланец корпуса "а" задвижки, предварительно установленного и закрепленного на плите станка другим магистральным фланцем, станок устанавливают поворотным столом 35, базируют, центрируют и закрепляют. Для базирования станка служат легкосьемные базовые планки на базовых призмах. Для центрирования станка относительно оси магистрального фланца предусмотрены упорные винты, установленные в подвижных стойках на базовых призмах. Крепление станка к фланцу осуществляют с помощью прихватов 44. На борштангу 2 устанавливают одновременно два резца 8 - прямой и обратный. Борштангу 2 с резцами вводят во внутреннюю полость корпуса задвижки через отверстие в магистральном фланце и подводят к обрабатываемой уплотнительной поверхности клиновой камеры, вращая маховики 34, 39 вручную.
На кинематической схеме (см. фиг. 1) полумуфта с зубчатым венцом колеса 20 должна быть разъединена с полумуфтой на червячном колесе 19. В этом случае планшайба 1 с борштангой 2 отключены от привода. Головка 38, установленная по высоте с помощью маховика 39 на стойке 37 и зафиксированная на ней, позволяет точно выставить резец 8 относительно уплотнительной поверхности клиновой камеры корпуса "a" задвижки. Вращая маховик 34 рукой, оператор тем самым через вал 33, ось 32, сателлиты 31, колесо 28 дифференциального механизма сообщает вращение через шпиндель 3, конические шестерни 4, 5 винту 6. Соединенная кинематически с винтом 6 каретка 7 с резцом 8 движутся поступательно в радиальном направлении относительно планшайбы 1. Такое движение стало возможным благодаря рассогласованию угловых скоростей шпинделя 3 и борштанги 2.
В рассмотренном примере скорость (угловая) борштанги равна нулю, так как привод отключен от вращения борштанги 2. Автоматическая подача резца 8 возможна как при ручном вращении борштанги 2, так и при включенном приводе, т. е. когда борштанга 2 вращается от привода. В этом случае угловую скорость борштанги 2 устанавливают путем подбора сменных шестерен 16, 17, а линейную скорость резца 8 - путем подбора сменных шестерен 24, 25. Кинематическая цепь (электродвигатель 9 - полумуфта с колесом 20) замкнута и обеспечивает вращение борштанги 2 с планшайбой 1. Другая кинематическая цепь - (червячное колесо 19, зубчатое колесо 20 с полумуфтой, шестерни 21 - 25, полумуфта 26, шестерня 27 механизма) обеспечивает вращение шпинделя 3 в определенных условиях. При этом промежуточная шестерня 30 находится в постоянном зацеплении с колесом 29 дифференциального механизма. Выше уже упоминалось, что при включенном приводе угловые скорости зубчатого колеса 20 с полумуфтой и зубчатого колеса 29 дифференциального механизма одинаковы по величине, но противоположны по направлению. Для осуществления автоматического поступательного перемещения резца 8 относительно планшайбы 1 необходимо рассогласование угловых скоростей колес 29 и 28 дифференциального механизма, что достигается подбором сменных шестерен 24, 25. Рассогласование скоростей шпинделя 3 и борштанги 2 приводит к вращению шестерни 4 относительно планшайбы 1, и через шестерню 5 и винт 6 приводит к перемещению каретки 7 с резцом 8 в радиальном направлении. После обработки одной уплотнительной поверхности в корпусе "a" клиновой задвижки прямым резцом стол 35 поворачивают на 180o в плоскости стола, добиваются совмещения верхней уплотнительной поверхности с горизонтальной плоскостью, выставляют обратный резец относительно этой поверхности для последующей обработки противоположной уплотнительной поверхности в корпусе "a" задержки.
Работа станка (см. фиг. 4, 5) для механической обработки уплотнительных поверхностей на запорных элементах (клиньях, дисках, золотниках) трубопроводной арматуры осуществляется следующим образом. Деталь 51 (клин) устанавливают на выдвинутую из-под платформы 46 плиту 48, закрепляют относительно нее и перемещают вращением маховика 50 плиту 48 с деталью 51 под головку 38 на платформе 46. Выставляют резец 8 головки 38 относительно обрабатываемой плоскости детали 51 и осуществляют обработку этой уплотнительной поверхности. После завершения обработки верхней уплотнительной поверхности плиту 48 с деталью 51 перемещают из-под платформы 46, деталь 51 переворачивают и обработанной поверхностью укладывают на плиту 48, закрепляют, после чего процесс обработки противоположной уплотнительной поверхности на детали 51 повторяют в той же последовательности.
Для осуществления других технологических операций с помощью предлагаемого станка (шлифование, притирка) борштанга 2 снабжается либо абразивным инструментом, либо притирочной головкой. При этом в соответствии с технологической операцией и режимами обработки определяют скорость вращения борштанги 2 путем подбора сменных шестерен 16, 17 в кинематической цепи станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Мобильный станок для обработки отверстий трубопроводной арматуры | 2021 |
|
RU2777795C1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| Мобильный расточной станок | 2020 |
|
RU2753848C1 |
| МОБИЛЬНОЕ ТОКАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2001 |
|
RU2200075C2 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| Переносной вертикально-расточной станок | 1983 |
|
SU1158303A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2210482C1 |
| МНОГОДИСКОВАЯ ШЛИФОВАЛЬНАЯ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА | 2015 |
|
RU2604087C1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ В ДЕЙСТВУЮЩЕМ ТРУБОПРОВОДЕ | 1999 |
|
RU2147975C1 |
Изобретение относится к машиностроению, к станкостроению, к станкам токарной группы и предназначены для механической обработки уплотнительных поверхностей, преимущественно в затворах корпусов и на напорных элементах (клиньях, дисках, золотниках ) фланцевых задвижек и вентилей в период их ремонта. Станок содержит привод, планшайбу 1 с кареткой 7 и резцом 8, полую борштангу 2 со шпинделем 3 в ее внутренней полости. Шпиндель 3 и борштанга 2 со соединены между собой кинематически: с одной стороны через планшайбу 1 и каретку 7, несущую резец 8, с другой стороны через привод, шестерни, разъемные муфты, дифференциальный механизм. Предложенная кинематическая схема с одним приводом для вращения борштанги 2 с резцом 8 и для радиального перемещения резца позволит создать компактную головку с минимальной массой. 5 ил.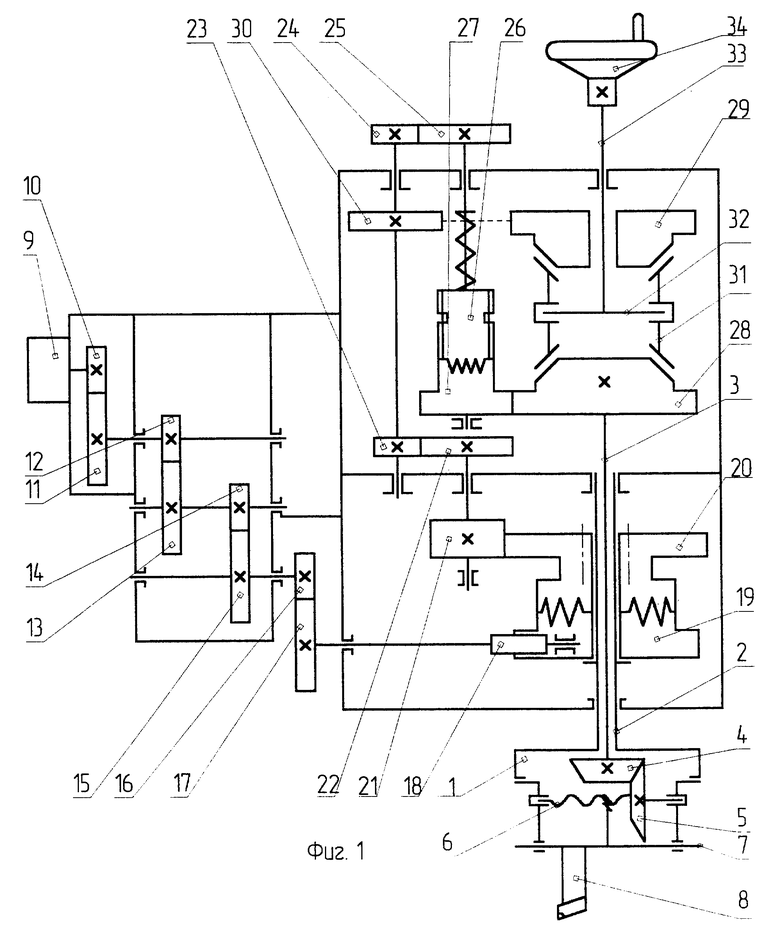
Переносной станок для механической обработки, содержащий привод, планшайбу, соединенную с борштангой, каретку с режущим инструментом, соединенную кинематически с планшайбой и приводимой в поступательное движение от шпинделя, отличающийся тем, что борштанга соединена кинематически с приводом посредством червячного колеса с полумуфтой через шестерни и червяк, причем червячное колесо соединено с борштангой посредством другой полумуфты с зубчатым венцом, соединенной с борштангой подвижно только в осевом направлении с возможностью принудительного соединения или разъединения с полумуфтой на червячном колесе, подвижная в осевом направлении полумуфта зубчатым венцом кинематически соединена через дифференциальный механизм со шпинделем и кареткой с режущим инструментом, причем колесо дифференциального механизма, жестко соединенное со шпинделем, соединено с упомянутыми выше шестернями через сменные шестерни и другую разъемную муфту, а другое колесо дифференциального механизма соединено постоянно кинематически с приводом и первым колесом через сателлиты, причем ось сателлитов дифференциального механизма соединена через вал с маховиком ручного привода.
| ТОРЦЕВАЛЬНО-РАСТОЧНЫЙ СТАНОК | 0 |
|
SU344934A1 |
| Устройство для обработки фасонных поверхностей | 1989 |
|
SU1646680A1 |
| US 4678379, 07.07.87. | |||
