Существующие способы обработки глобопдпых червячных фрез л. в частпост, их затылованпе ociioiiaHbi на ирименеппи специальных iioiioротпых пристгособлеппп. обеспечивающнх периоднческт дополпптель}1ыи попорот ппструмепта для двпжепня по сппралыплм тюг ерхпостям зубцов, пмеюпл м переменный угол под.-ьела. Эти способы являются недостаточно техннческн совершепнымп и применяются главным образом ;1:1я обработкзг глобопдпых червячных фрез с прямымп канавками. Обработка же глобопдных фрез со сппралыилми капа1 камп до настоя1цого времепп представляет зпачптельпые трудпостп.
В предлагаемом способе обработки глобопдных фрез на обип.иых зубофрезерпых станках обеспечиваются точное боковое зат1лло1 ап|:о фрез как с прямыми, так н сипральпыми капат.камп, нрорезапме птих KajKTiiOK п заточка зубпов.
Для ;)того с целтло сообщепня столу станка тг загото1 ке дополпнтеггьных пово)от01 1Ю заданному закопу в кпт1е :ат1.ческ11С ценп деления п подачп зубофрезерного станка включают дополнптельптле планетарные леродачн, киттематнческп взalIMoдeйcтвyюл lJe с коппрпыми кулакамп.
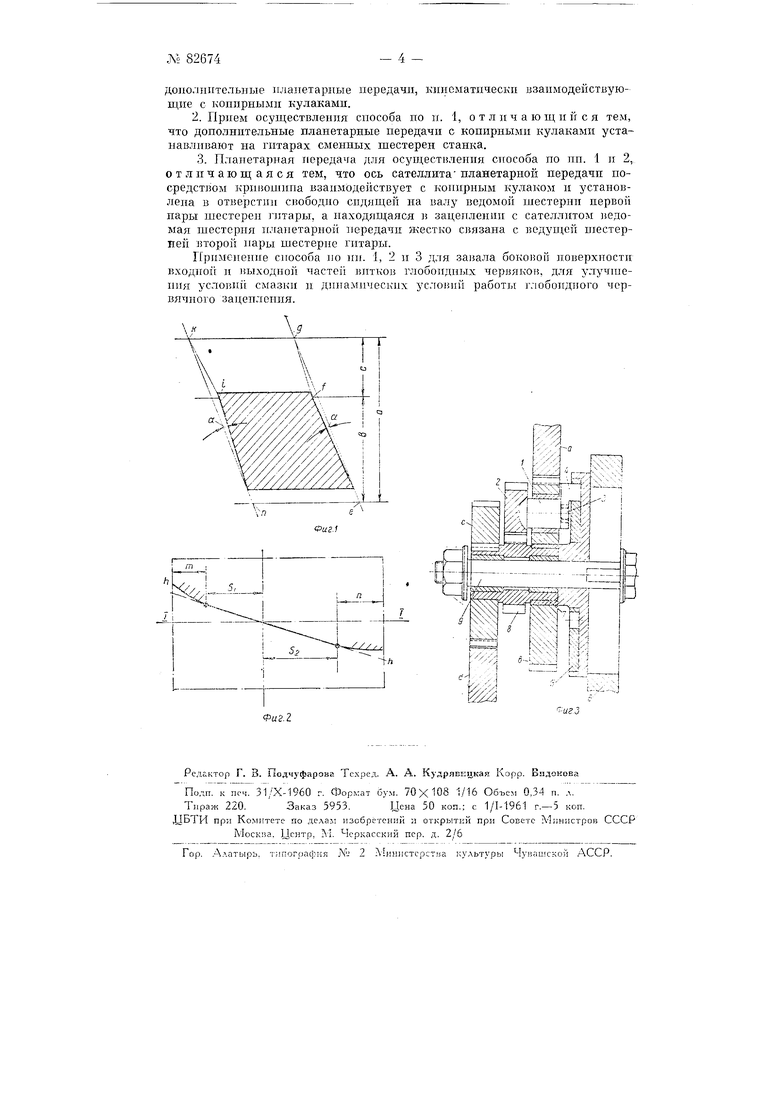
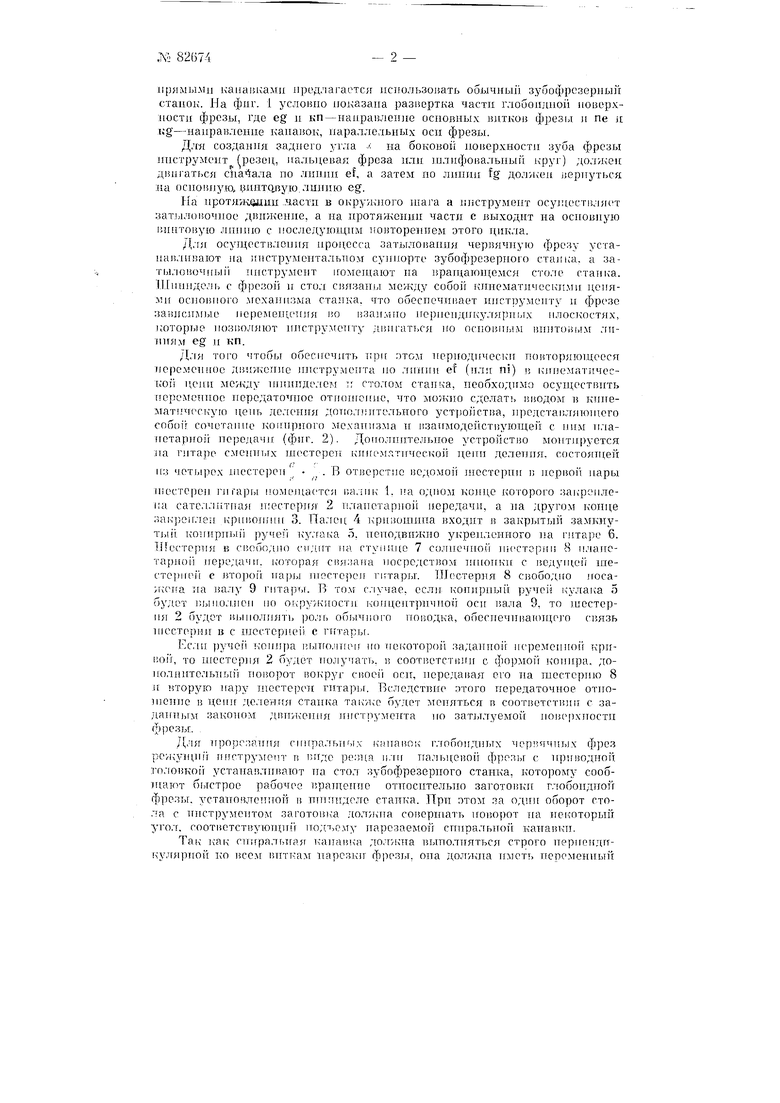
На фиг. 1 ус.ловно изображена развертка частп глобондпо1г n;Tiie ixHOCTU сечепня червячной фрезы; па фпг. 2 - схема KOpiieKii,nn BUTixOn глобопдпого червяка Б развернутом вп.че; па фпг. 3-копструктпвная схема дополпптельп01 н.ланетарпой передачи, смонтпровапттой па гита е сменных П1естер(Ч1 кине:чатнческпх neneii деления н подачи зубофрезерного станка.
Изготовление прямых канавок глобопдпых червячных фрез не представляет затруднения н может быть выполнено на универсалъиых стайках. Для затыловаипя зубцов по боковым сторонам нрофл.ля у фрез с
№ 82()74
iipHMJ)i.ui канаикамп предлагается пс1 ользо шть ооычньш зубофрозерный станок. На фиг. 1 условно показана раз15сртка частн глооонцноИ поверхности фрезы, где eg н кп - нанранленле основных витков фрез1л н пе it Kg-нанравленне кананок, параллельных оси фрезы.
Для создання заднего угла - на боковой новерхностн ззба фрезы инструмент (резоц, нальцевая фреза нлн нл11фовальный круг) должен двигаться С11айала по линнн ef, а затем но лнннн fg доли;ен ерт1уться :iia основную, винто ую.линню eg.
На нротя/недин .дасти в окружного Hiaia а ш струмент осункствляст зат.,.1ловоч11ое двнженне, а на нротяженин части с выходнт на основную iJHiiToisyio лннпю с последующнм новторенпем этого цнкла.
Дл)г осущест1 ления процесса затьгло1шнпя чер ячную фрезу устанавлнвают па )11струменталы1ом сушюрте зубофрезерного станка, а затыло1ючны1 | пнст 5ул1ент iroMCHjaiOT на столе станка. Шппндель с ф)езо11 н стол С1 ;гзан1Л между собой кннематлческтьмн ценя-мн ocHOiinoro .механизма станка, что обеснечнг.ает ннструменту н фрезе riaii icHi :i,ie переменгстигя но 1 занмно герпендпку.тярнмх плоскостях, котор)10 .1гяют ннстру гет1ту Д1 игат1 ся ко основным 1нгнто)и,м лннням eg н кп.
Д;1я Toio чтобьг обеспечнть lipit отом нерноднческн новто1)яюгцееся HejieMeHHOe двнженне ннструмента по .IHHHH ef (нл.ч ni) 15 кпиематичесKoii цен ме/кду нпппцкмем столом станка, необходнмо осуществнть нepe teннoe передаточное отгинлгснне, что можно сделать вводолг в кннемат Ч( цепь де.чоння дот ол ;нтольного устройства, нредстапляющего co6oir сочетапне конирного механизма н 1 затгмодейст1 ующей с инм нла ттетарно1г нередачн (фнг. 2). Допо;гнн:тельное устройст1ю монтируется на гитаре сменных ш(стерен 1лИ1 емлтнческой п,е1тн делення, состоящей
-п
113 niecTe)eii . п OTBejicTHO ведомон знестернн i; нервон пары
пюстереп 1нгары liOMcviuacTcn иа.ппл 1. на одном конце которого закреплепа сатоллитпая нестер1гя 2 планетарной нередачн, а на другом конце iiaKjjonrieH i pniioninir 3. Палец 4 крнноггиича входнт в закрытый замкнуTjiiii коннрпьп ручей кулака о, пенодвнжно укрепленного )ia 6. Шестерня в свободно сиднт на стуинце 7 солнечной нисторнп 8 п.чаггетарно не)едачн. 1;оторая С1.я:;.агга посредством нгнопкп с ведуп1,ей шесте)пеГ| с JSTojioii: uapij птсторен пгтарьг. Шестерня 8 С1юбод1(0 jrocaiuOHa на валу 9 гитары. В том случае, еслн 1-;оннргп 1Й py4eii кулака о оудот шлполлеп по окруя-;ностн коицентрнчно ; осн вала 9, то нестерпя 2 будет 1И)1полннтк 1юль o6bi4iioi-o ноиодка, обеснечн| а101цо,го ср,язь HiecTepHH в с niecTepH.eii с rtrrapiir.
Еслн ) копн)а lUJTro.iineir ко некоторой заданно1г переменной крнI.oiJ, то HiecTopHH 2 будет получать, в соответстшпг с фо1)мой копира, дополннтелы1ьп поворот 1юкруг cBoeii осн, передавая его на шестерню 8 -if вторую пару HiecTepe7t гнта1зы. Вследствне этого не1)едаточное отно)пенне 1 цешг л,е.1ення станка так/кр будет меняться в соответствии с задатгн,1м законом Д1нтженпн ннструметгта но зат,т:гуемой )Х1тостн фрезы.
Для Н)орозання спнра.1ьных канавок г.тобондных чорвпчных фрез режун1, iiHCT) п вггде 1) п.тп тгальцевой ф)оз1)Г с п:рн однон головко| г устанавлнвают на стол зубофрезорного станка, которому сообщают бгястрое рабочее 1 ра1ценне относнтелыю заготовкн г.лобондной фрезы. устано ле Т110Й к нтпптгделе станка. Прн этом за однн оборот сто,га с ннструментом за1от01 ь:а .(ол/jnia соверншть пово|)от на некоторый Згол. соответствуюн1;н г ггод1 рму нарезаемой сннральнот канавки.
Так как С11иралыга;г канавка до.лянта выно.ттгяться строго нерпекдгткулярной ко всем шгткалг нарезкн фрезы, она дол/кна иметь неременный
(од1,ем, соотпстствующпи пзмотюиию угла наклона винтовон линии кои фрезы Б различных сечениях глобоидноп поверхности.
Переменны подъем сниральных канавок ирл нрорезашш irx yi;aзаиным выше снособом .ложно получить с номотцыо введенного и цепь делення станка дополнпте;1Ы10го ycTpoiiCTna (фнг. 2), коннрны pyMeii которого должен нметь форму, соответствуюндую изменению угла иод/ьема сннрально канапкн фрезы па нротяжепни рабочего нутл режущего инструмента.
Затылованне глобондных фрез со спиральными ка 1авками также может осущест1 ляться с нс110льзо1ШН11ем конирного устронстна, ; педен 1()го в день деления зубофрезерного станка, но так как затыловочное д1И1женне инструмента должно начинаться в этом случае при разных фазах поворота фрезы (вследствие неиара.члельностп канавок ocii фрезы), то фрезы должт а получать добавочны поворот. o6ecne4ii;;rviOH;Hii заланное онережепие ил отстаиаппе ее . Это можно обеспечить паCTpoHKofr плшющнхся па станке цене днфференнна.ла и нодачп.
Кроме TDio, д.1я обес11ече П я начала з;гп ло15Очн()го двнженпя 1;согда От KanaiiKn угол 1год-1,ел1а KOTOpoii является iie)(,iM, необходилю применпть енде одно дополнительное- конирное ycTpoiicTBO. аналогнчное nepJiOMy, которое устанавливается на гптаре с: 1епных П1есте1)ен цепи деления.
В глобоидпых Т1ередачах. переда1ОП1их зиач11телы ые усплия при болыпт(х окружпых скоростях, обычпо применяется KOppnriijXJiianne форJTbi витков червяка но пх длине, что обеспечивает более благоприятные условия работы глобоидпого червячпого запеплепия п улучп1еппе услоBirfr смазк1г рабочих noBCpxTTocTeii.
Корригпроватпге взгтков червяка произио.дптся путем завала Bxo.Uioii и выхолтготг частей витка на различной его длине. На фпг. о показапа )тка пинтовот линии витка корр1тги ювапного червяка. Линия П-ось червяка: hh-лнння развертки винтово лппнтг теоретического че вяка па делительном глобо1где. Изображенньп па фпг. 3 BHTOI-; пмеет завалы на входной части, па участке- m тг па выхолпоГг части па участке п, к то время как па л.ппш S| вхолпоп частп п S -libixonHoii: часттг впток червяка пе отк.лопяется от его теоретического направления hh.
Для нарезашгя глобондных червяков с KOiJpiirHpoisannoii формоГ) витков : гожпо пС1гользовать зубофрезерпый станок с cooбпl, сто;;у. па котором устапат.лпвается режущтпг ппструлгепт. перавноме1)пог() вратцентгя относптельтю равномерно вращаютдейся заготовки, укрекленпо;} па пгннтгделе станка.
Изменение неред,аточпого отношения между столом и пзделпе%г, ri соответствин с заданной формой коррекни1г витков глобондного че;1в,чка. можно обеспечить с помон ыо оиисаипого вынге копирпого устроГгства. включаемого li кинематическую пепь станка.
Предмет изобретения
J. Способ бокового затылования, прорезапня сппральных капавок и заточкп глобоидпых червячных фрез на зубофрезериом станье с исполь30Bai iyej для устаповкн режун1,его HHCTpyjLenTa вpaп aюи;eгocя стола CTairi;a, кгптематнческн связанного со кипптдолем, иесуншм обрабат|,п1аемуш фрезу, о т л и ч а ю п; и и с я тем, что с целью обрспечепня относителыого лвнжеттия режун его ннструмепта но сппра,,г пове11хпостям переменного под ,ема для сообтиения сто.чу дополиптельного пово|)ота по зад.анггому заьопу, is кнпематпческне n,eini де.ленпя и подачп вк.ткпплют
дополнительные планетарные передачи, киноматпчески взаимодействующие с копирныыи кулаками.
2. Прием осуществлепия способа но п. 1, о т л н ч а ю щ и и с я тем, что дополнительные планетарные передачи с копирными кулаками устапавливают на гитарах сменных шестерен станка.
3. Планетарная передача для осуществления способа по нп. 1 и 2, отличающаяся тем, что ось сателлитапланетарной передачи посредством крп1юшипа взаимодействует с коинриым кулаком и устаиовлена в отверстии С1юбодио сидящей на валу ведомой шестерни первой нары шестереи 1птары, а находящаяся ) зацеплении с сателлитом ведомая шестерия планетарной передачи жестко связана с ведущей ншстерией второй пары шестерне гитары.
Примотенне способа по пн. 1, 2 п 3 для завала боковой поверхности входной н выходной чаете внтков глобоидпы.х червяков, для улучп1еппя условИ1 смазки п дппампческих усгговий работы 1обоидпого червячного зацеплопия.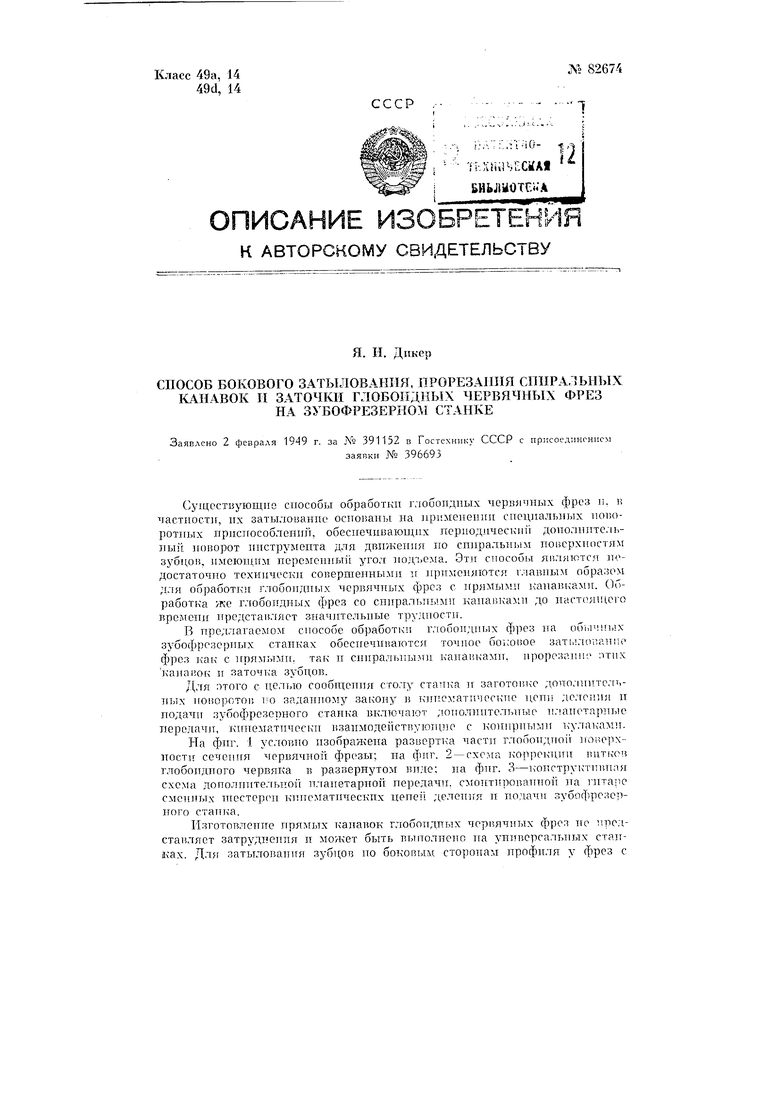
| название | год | авторы | номер документа |
|---|---|---|---|
| Глобоидная червячная передача | 1958 |
|
SU139530A1 |
| Способ нарезания резьбы на крупногабаритных деталях на зубофрезерном станке | 1960 |
|
SU134113A1 |
| Планетарная передача | 1959 |
|
SU129462A1 |
| Делительная головка для фрезерования петлителей и червяков тамбурной машины системы Корнели | 1953 |
|
SU97847A1 |
| Зубофрезерный станок для нарезания косозубых цилиндрических колес | 1985 |
|
SU1298012A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Передача между скрещивающимися валами | 1945 |
|
SU67316A1 |
| Способ зубообработки глобоидных червяков | 1980 |
|
SU931333A1 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| Механизм подачи стола универсально-резального станка для нарезания зубчатых колес методом обкатки | 1935 |
|
SU49723A1 |