HsECCTiibic способы полуавтоматическо электродуговоГ сварки но обеспечивгчот постепенного и равномерного нагрева стыков труб.
()пнсь;ваемый способ сва)ки нсклюмаст указанны ; недостаток и позволяет .- учнть постоянство TppNiiiwecKoro )ежнма. Это достигается тем, что KjK)MKii стыка трубы нагревают изнутри нрн номощн враидаюнхнхся угольных дуг.
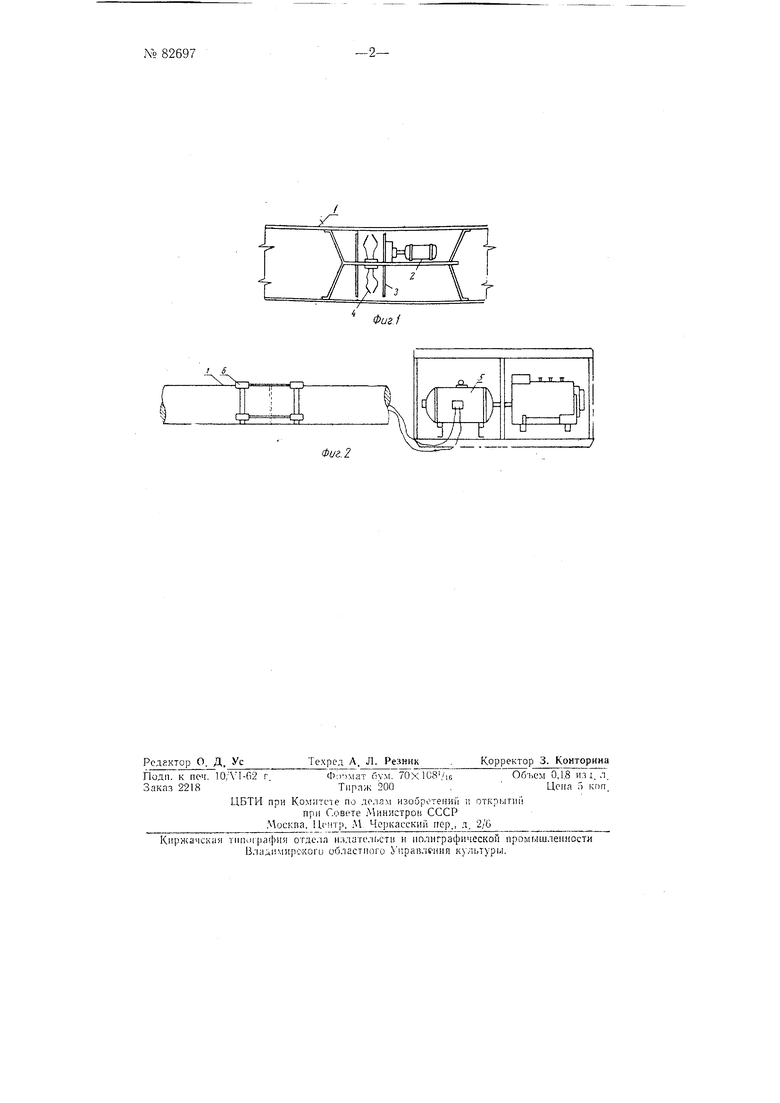
На (piir. 1 li 2 схематнческн ii3o6pa Ke io устройство для осуществления оннсываемого снособа.
Внутрп трубы / уста1-;авлпвают электродвпглтель 2. вращающий рамку 3. На рамке i зг1кренлены уго.льные э.1е1,троды 4, пнтаюаи1еся от сварочного агрегата 5 и нагреваюи1ие место сварки.
Осадка концов трубы нронзводнтся хомхтом 6.
Нропесс сварки иронзвод1ггся следукминм образом, стройство вводят в трубу /, которая устанавливается соосно с трубои К)водом, затем H;I трубу надевают хомут 6 и зажигают уго.чьиые дуги, которые, враи 1аясь, доводят кромки трубы до требуемо тe нepaтypы. Нослс этого конны трубы сжима от хомутох в месте нагрева образуется CBapiioi:
П 1 е д м о т и 3 обре т с и я
1. Способ пол авто. .чектродугово) сварю труб дав: еиисм. о т л i ч а ю щ и ii с я те.1, что, с целью обеспечени5; 1остоянства термического режи.ма. нагрев кромок производят изнутри трубы.
-. Снособ сварки по н. I, о т л и ч л ю щ и ii с я тем, что, с целью получения исс;еиен юсти и равномерности иагрева, в качестве источник: narpe ia .епя1от вращающиеся уго. дуп.
CJ/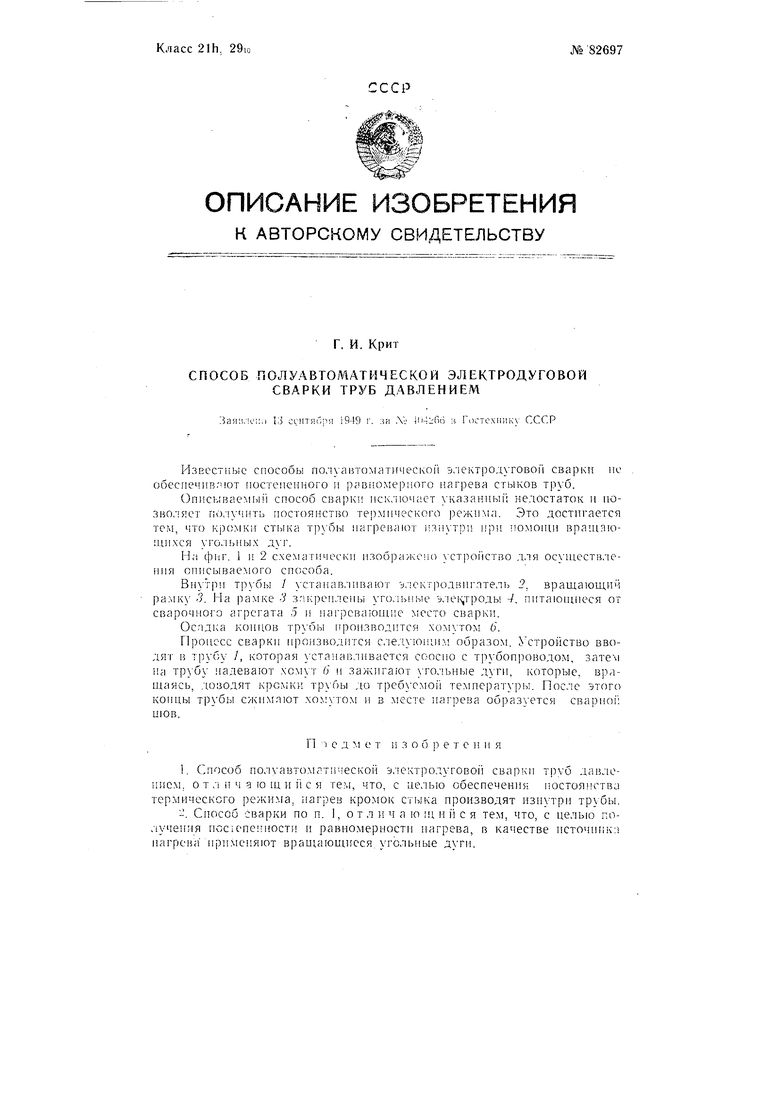
г 6
Фиг. 2
