Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодного плакирования песка для изготовления литейных оболочковых форм и стержней | 1980 |
|
SU917892A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ПО ХОЛОДНОЙ ОСНАСТКЕ | 1995 |
|
RU2086341C1 |
| СМЕСЬ ПЛАКИРОВАННАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2023 |
|
RU2819089C1 |
| Способ приготовления плакированного песка для изготовления литейных оболочковых форм и стержней | 1976 |
|
SU582039A1 |
| Смесь для изготовления литейных форм и стержней и способ её приготовления (варианты) | 2024 |
|
RU2826115C1 |
| Способ изготовления литейных стержней и форм по холодной оснастке | 1991 |
|
SU1838026A3 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛФОРМАЛЬДЕГИДНОГО СВЯЗУЮЩЕГО ДЛЯ ЛИТЕЙНЫХ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ ИЗ ГОРЯЧЕПЛАКИРОВАННЫХ СМЕСЕЙ | 1992 |
|
RU2044588C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ НА ЖИДКОСТЕКОЛЬНОМ СВЯЗУЮЩЕМ | 2004 |
|
RU2280529C2 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2469813C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ ПО ХОЛОДНОЙ ОСНАСТКЕ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2229357C1 |
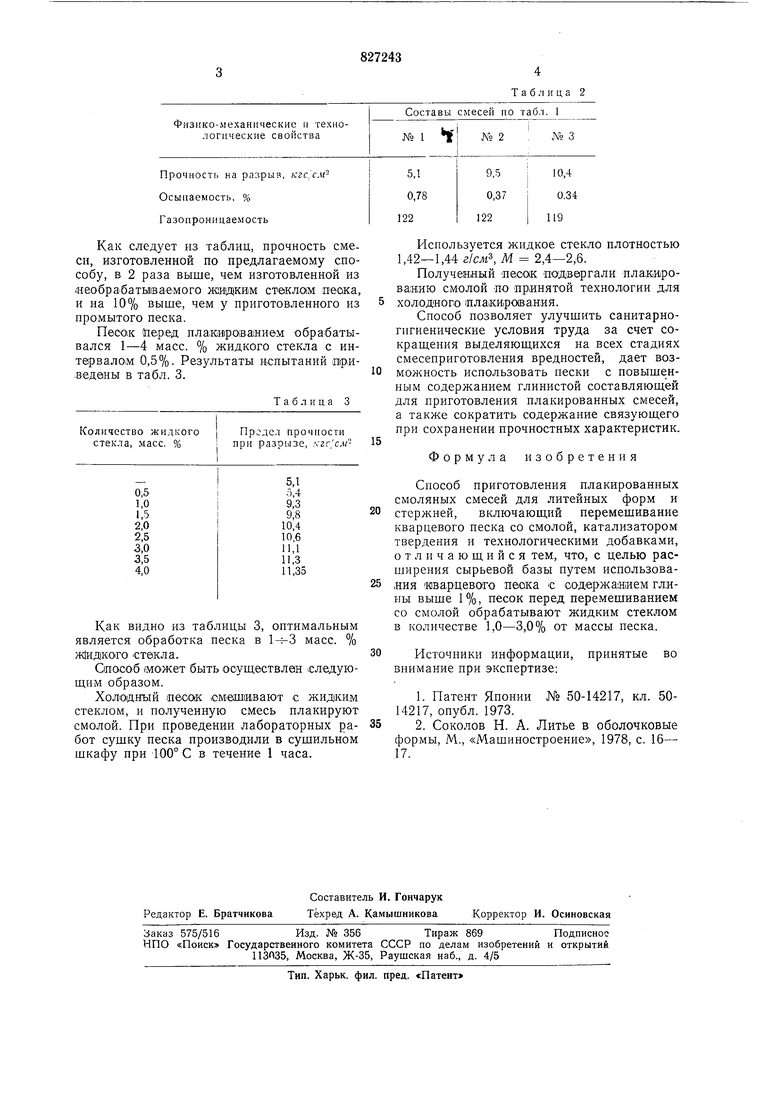
Как следует из таблиц, прочность смеси, изготовленной по предлагаемому способу, в 2 раза выше, чем изготовленной из (необра батьпваемого жщщким стеклам песка, и на 10% выше, чем у приготовленного из промытого песка. Песо;к (перед плажи1ро:ва1нием обрабатывался 1-4 масс. % жидкого стекла с интервалом 0,5%. Результаты испытаний ори.ведены в табл. 3. Таблица 3 Количество жидкого Пр::дсл прочности при разрызе, кгссм стекла, масс. % Как видно из таблицы 3, оптимальным является обработка песка в 1ч-3 масс. % ж1идкого стекла. Опосо:б ( быть осуществлен следующим образом. Холодный necoiK |СМеш1И,вают с ,м стеклом, и полученную смесь плакируют смолой. При проведении лабораторных работ сушку песка производили в сушильном шкафу при 100° С в течение 1 часа. Используется жидкое стекло плотностью 1,42-1,44 г/сжз, М 2,4-2,6. Полученный лбсо1К подвергали плакированию смолой ло принятой технологии для холодного плакирования. Способ позволяет улучшить санитарногигиенические условия труда за счет сокращения выделяющихся на всех стадиях смесеприготовления вредностей, дает возможность использовать пески с повышенным содержанием глпнистой составляющей для приготовления плакированных смесей, а также сократить содержание связующего при сохранении прочностных характеристик. Формула изобретения Способ приготовления плакированных смоляных смесей для литейных форм и стерл ией, включающий перемешивание кварцевого песка со смолой, катализатором твердения и технологическими добавками, отличающийся тем, что, с целью расширения сырьевой базы путем использовалия Кварцевого пеока с содержа:Н1ием глины выше 1%, песок перед перемешиванием со смолой обрабатывают жидким стеклом в количестве 1,0-3,0% от массы песка. Источники информации, принятые во внимание при экспертизе: 1.Патент Японии № 50-14217, кл. 5014217, опубл. 1973. 2.Соколов Н. А. Литье в оболочковые формы, М., «Машиностроение, 1978, с. 16- 17.
