готовления плакированного песка для изготовления литейных оболочковых форм и стержней, получаемых Yio постоянной модельиостержневой оснастке, включающий перемешивание песка с добавкой окислов илн карбонатов или с комбинацией этих добавок с последующим плакированием указанной смеси термореактивной порошкообразной смолой, отличающийся тем, что добавку и песок плакируют термореактивной порошкообразной смолой раздельно перед их перемешиванием.
Предварительное раздельное плакирование песка и противодефектной добавки смоляным связующим исключает непосредственный контакт нротиводефектной добавки с поверхностью кварцевого песка, что позволяет сохранить высокую поверхностную активность песка по отношению к связующему и тем самым предотвратить значительное снижение прочностных свойств оболочек из плакированного песка.
Изобретепие иллюстрируется следующим примером.
Для прпготовлепия плакированного песка используются следующие исходные материалы: кварцевые пески марок КО20А и КО20Б Верхнедпепровского и Люберецкого месторождений, известняк Балаклавского и железная руда Криворожского месторождений фракции 0,16 мм, термореактивная порошкообразная смола ПК-104, технический ацетон и технический стеарат кальция.
Расход смолы ПК-104 составляет 5 вес. %, ацетона 1,8 вес. %, стеарата кальция 0,1 вес. % (на 100 вес. % песка). Расход противодефектных добавок на основе карбоната кальция (известняк) и окиси л елеза (железная руда) указывается ниже.
Кварцевый песок и противодефектные добавки плакируют раздельно смолой ПК-104 :Известным методом холодного плакирования с использованием ацетона и стеарата кальция.
Последовательность операции процесса плакирования следующая. Сыпучие материалы (песок и порошкообразная смола ПК-104) перемешиваются 1 мин. Затем вводится ацетон, и смесь перемешивается 3 мин. При этом она продувается сжатым воздухом 10 мин, после чего отключается воздух, вводится стеарат кальция, смесь перемешивают 3 мин.
Аналогичным образом плакируются противодефектные добавки.
Плакированный песок перемешивается с плакированной противодефектной добавкой 3-5 мин.
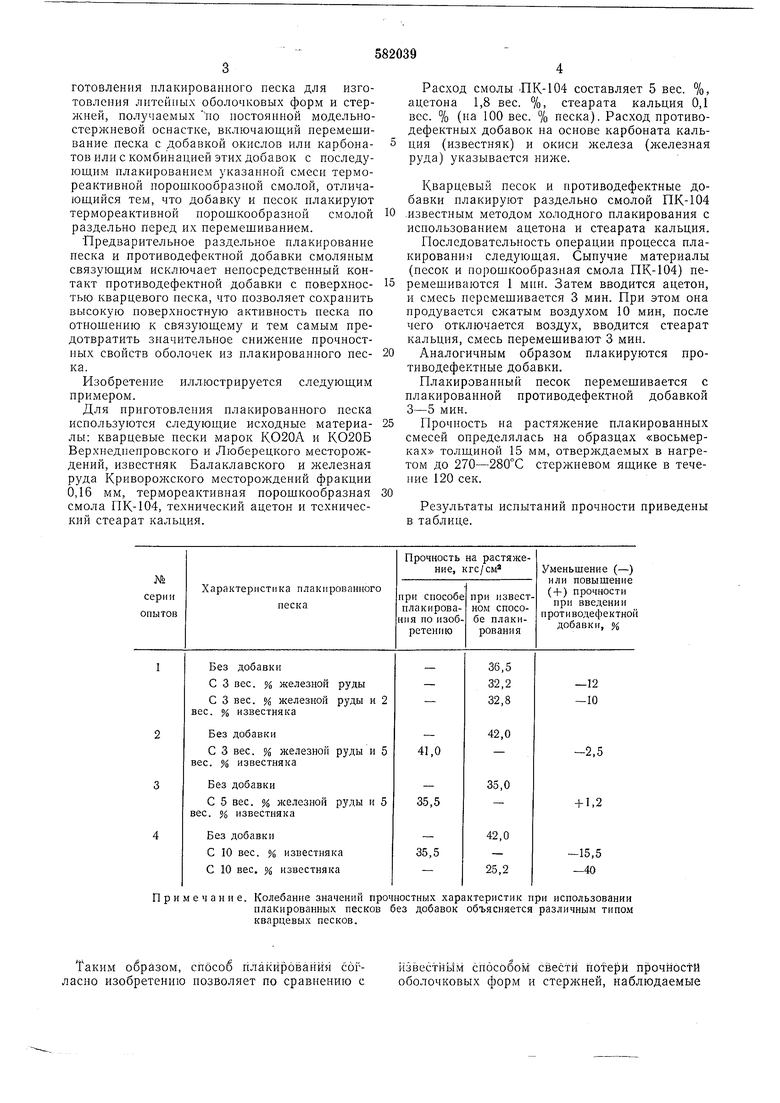
Прочность на растяжение плакированных смесей определялась на образцах «восьмерках толщиной 15 мм, отверждаемых в нагретом до 270-280С стержневом ящике в течение 120 сек.
Результаты испытаний прочности приведены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления оболочковыхфОРМ и СТЕРжНЕй | 1979 |
|
SU829314A1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке | 1980 |
|
SU900928A1 |
| Плакированная смесь для изготовления литейных оболочковых форм и стержней по постоянной модельно- стержневой оснастке | 1978 |
|
SU749537A1 |
| Способ приготовления формовочной и стержневой смеси | 1986 |
|
SU1315106A1 |
| Смесь для изготовления литейных оболочковых форм | 1976 |
|
SU602285A1 |
| Плакированная смесь для изготовления литейных форм и стержней в нагреваемой оснастке | 1990 |
|
SU1764762A1 |
| Способ холодного плакирования песка для изготовления литейных оболочковых форм и стержней | 1980 |
|
SU917892A1 |
| Смесь для изготовления оболочковых форм и стержней по постоянным моделям | 1974 |
|
SU510303A1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке и способ ее приготовления | 1979 |
|
SU904870A1 |
| Смесь для изготовления литейныхфОРМ и СТЕРжНЕй пО пОСТОяННОй МОдЕль-НОй OCHACTKE | 1979 |
|
SU833352A1 |
Примечание.
Таким образом, способ йлакированйя согласно изобретению нозволяет по сравнению с
известным способом Свести потери npo4HoctM оболочковых форм и стерлсней, наблюдаемые Колебание значений прочностных характеристик при использовании плакированных песков без добавок объясняется различным типом кварцевых песков. 5 при введении противодефектных добавок, к минимуму, т. е. добиться заданного повышения физико-механических характеристик. Формула изобретения Способ приготовления плакированного песка для изготовления литейных оболочковых форм и стержней, получаемых по постоянной модельно-стержневой оснастке, включающий пе-Ю ремешивание песка с добавкой окислов или карбонатов или с комбинацией этих добавок с последующим плакированием указанной SS20 0 6 смеси термореактивной порошкообразной смолой, от л ii ч а ю ш,и и с я тем, что, с целью повышения прочности оболочковых форм и стержней, добавку и песок плакируют порошкообразной термореактивной смолой раздельно перед их перемешиванием. Источники информации, принятые во внимание при экспертизе 1. Просяник Г. В. и др. Изготовление стержней по нагреваемой оснастке. М., «Машиностроение, 1970, с. 9. 2. Эндрюс Р. П. Техника оболочкового литья в США. М., «Машиностроение, 1968, с. 79.
