(54) СПОСОБ ХОЛОДНОГО ПЛАКИРОВАНИЯ ПЕСКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ОБОЛОЧКОВЫХ ФОРМ
1
Изобретение относится к области литейного производства, а именно к способам холодного плакирования огнеупорного наполнителя, в частности кварцевого песка, используемым при изготовлении литейных оболочковых форм и стержней.
Известен способ приготовления плакированной смеси для изготовления литейных форм и стержней, который заключается в том, что, с целью сокращения цикла приготовления смеси и снижения расхода растворителя растворитель вводят в смесь в парообразном состоянии под избыточным давлением Oft-0,5 ати 1.
Одна1 о при таком способе приготовления смеси сокращае -ся расход только растворителя, а не дорогостойгЦего связующего.
Наиболее близким к изобретению по технической сущности,и достигаемому-результату является способ холодного плакирования песка для изготовления литейных оболочковых форм и стержней, заключающийся в перемещивании кварцевого песка с катализатором и новолачным порошкообразным связующим, например ПК-104, с последующим введением i перемешиванием органического растворителя, например ацетона 2.
И СТЕРЖНЕЙ
Повышение прочности оболочковых форм и стержней позволяют добиться снижения расхода дефицитного смоляного связующего и уменьщить себестоимость смеси.
Целью изобретения является повышение прочности оболочковых форм и стержней.
Для достижения поставленной цели предлагается способ холодного плакирования пес ка для изготовления литейных оболочковых форм и стержней, включающий перемешива-. ние кварцевого песка с катализатором и на10волачным порощкообразным связующим с последующим введением и перемешиванием органического растворителя, по которому сначала перемешивают 70-80 мас.% кварцевого песка с катализатором и наволачным, 15 порошкообразным связующим с последующим введением и перемешиванием органического растворителя, после чего вводят и перемещивают остальные 20-30 мас./о кварцевого песка.
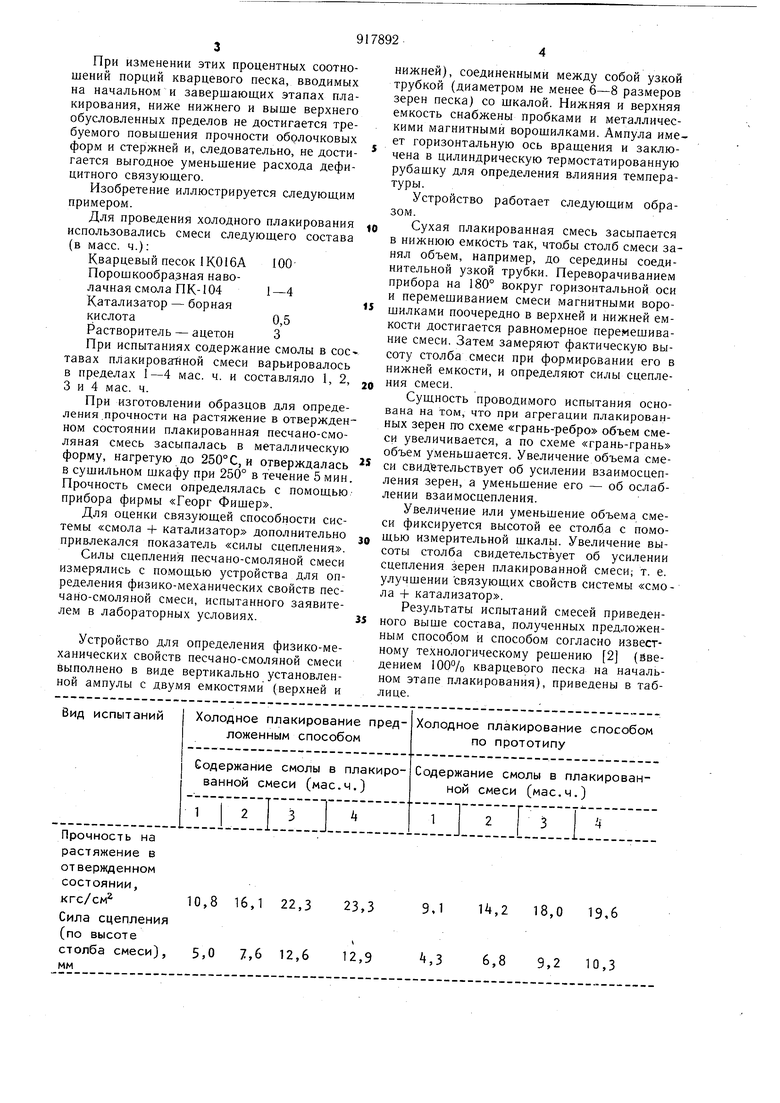
Способ холодного плакирования харак20теризуется порциалъным введением кварцевого песка: 70-80 мае.. %вводится на начальном этапе после введения всех прочих ингредиентов (катализатора, связуюЩего, растворителя). При изменении этих процентных соотношений порций кварцевого песка, вводимых на начальном и завершающих этапах плакирования, ниже нижнего и выше верхнего обусловленных пределов не достигается требуемого повышения прочности оболочковых форм и стержней и, следовательно, не достигается выгодное уменьшение расхода дефицитного связующего. Изобретение иллюстрируется следующим примером. Для проведения холодного плакирования использовались смеси следующего состава (в масс, ч.): Кварцевый песок IK016A 100 Порошкообразная наволачная смола ПК-1041-4 Катализатор - борная кислота0,5 Растворитель - ацетон3 При испытаниях содержание смолы в составах плакированной смеси варьировалось в пределах 1-4 мае. ч. и составляло 1, 2, 3 и 4 мае. ч. При изготовлении образцов для определения прочности на растяжение в отвержденном состоянии плакированная песчано-смоляная смесь засыпалась в металлическую форму, нагретую до 250° С, и отверждалась в сушильном шкафу при 250° в течение 5 мин Прочность смеси определялась с помощью прибора фирмы «Георг Фишер. Для оценки связующей способности системы «смола + катализатор дополнительно привлекался показатель «силы сцепления. Силы сцепления песчано-смоляной смеси измерялись с помощью устройства для определения физико-механических свойств песчано-смоляной смеси, испытанного заявителем в лабораторных условиях. Устройство для определения физико-механических свойств песчано-смоляной смеси выполнено в виде вертикально установленной ампулы с двумя емкостями (верхней и нижней), соединенными между собой узкой трубкой (диаметром не менее 6-8 размеров зерен песка) со шкалой. Нижняя и верхняя емкость снабжены пробками и металлическими магнитными ворошилками. Ампула имеет горизонтальную ось вращения и заключена в цилиндрическую термостатированную рубащку для определения влияния температуры. Устройство работает следующим образом. Сухая плакированная смесь засыпается в нижнюю емкость так, чтобы столб смеси занял объем, например, до середины соединительной узкой трубки. Переворачиванием прибора на 180° вокруг горизонтальной оси и перемешиванием смеси магнитными ворошилками поочередно в верхней и нижней емкости достигается равномерное перемешивание смеси. Затем замеряют фактическую высоту столба смеси при формировании его в нижней емкости, и определяют силы сцепления смеси. Сущность проводимого испытания основана на том, что при агрегации плакированных зерен по схеме «грань-ребро объем смеси увеличивается, а по схеме «грань-грань объем уменьшается. Увеличение объема смеси свидетельствует об усилении взаимосцепления зерен, а уменьшение его - об ослаблении взаимосцепления. Увеличение или уменьшение объема смеси фиксируется высотой ее столба с помощью измерительной шкальь Увеличение высоты столба свидетельствует об усилении сцепления зерен плакированной смеси; т. е. улучшении связующих свойств системы «смола + катализатор. Результаты испытаний смесей приведенного выше состава, полученных предложенным способом и способом согласно известному технологическому решению 2 (Введением 100% кварцевого песка на начальном этапе плакирования), приведены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления плакированного песка для изготовления литейных оболочковых форм и стержней | 1976 |
|
SU582039A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛФОРМАЛЬДЕГИДНОГО СВЯЗУЮЩЕГО ДЛЯ ЛИТЕЙНЫХ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ ИЗ ГОРЯЧЕПЛАКИРОВАННЫХ СМЕСЕЙ | 1992 |
|
RU2044588C1 |
| СМЕСЬ ПЛАКИРОВАННАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2023 |
|
RU2819089C1 |
| Смесь для изготовления оболочковых литейных форм и стержней | 1974 |
|
SU484042A1 |
| Плакированная смесь для изготовления литейных оболочковых форм и стержней по постоянной модельно- стержневой оснастке | 1978 |
|
SU749537A1 |
| Способ приготовления плакированныхСМОляНыХ СМЕСЕй для лиТЕйНыХ фОРМи СТЕРжНЕй | 1979 |
|
SU827243A1 |
| Плакированная смесь для изготовления литейных форм и стержней в нагреваемой оснастке | 1990 |
|
SU1764762A1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке | 1980 |
|
SU900928A1 |
| Плакированная смесь для получения холоднотвердеющих смесей при изготовлении литейных стержней и форм | 1981 |
|
SU996050A1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке и способ ее приготовления | 1979 |
|
SU904870A1 |
10,8 16,1 22,3
5,0 7,6 12,6
.
23,3 9,1 14,2 18,0 19,6
12,9 ,3 6,8 9,2 10,3 Сопоставление результатов испытаний, приведенных в таблице, для плакированных смесей с идентичным содержанием связующего (порошкообразной смолы ПК-104), показывает, что при предложенном способе достигается повышение прочности, а также силы сц,епления, в среднем более,- чем на 20% засчет чего возможно соответствующее сокращение расхода дефицитного связующего. Формула изобретения Способ холодного плакирования песка для изготовления литейных оболочковых форм и стержней, включающий перемещива-. ние кварцевого песка с катализатором и наволачным порошкообразным связующим с последующим введением и перемешиванием органического растворителя, отличающийся тем, что, с целью повышения прочности оболочковых форм и стержней, первоначально перемешивают 70-80 мае. % кварцевого песка с катализатором и наволачным порошкообразным связующим с последующим введением и перемешиванием органического растворителя, после чего вводят и перемешивают остальные 20-30 мае. % кварцевого песка. Источники информации, принятые во вание при экспертизе 1.Авторское свидетельство СССР № 545411, кл. В 22 С 5/04, В 22 С 1/00, 1975. 2.Соколов Н. А. «Литье в оболочковые формы. М., «Машиностроение, 1978, с. 30 50 (прототип).
