Изобретение относится к способу получения фенолоформальдегидного связующего, используемого в составах смесей горячего плакирования при изготовлении литейных оболочковых форм и стержней в нагреваемой оснастке.
Используемая в отечественном литейном производстве для приготовления горячеплакированных смесей новолачная смола марки СФ015 существенно уступает лучшим зарубежным образцам по скорости отверждения и имеет время желатинизации при 150оС 80-100 с. Способ получения связующего СФ015 заключается в поликонденсации фенола с формальдегидом, сушке смолы и охлаждении ее [1]
Известно применение в качестве модификаторов, повышающих скорость отверждения новолачных фенолоформальдегидных связующих, добавок салициловой кислоты [2] адипиновой или себациновой кислот [3] карбамидоформальдегидных смол [4] карбамида [5] Модифицирование согласно [2-5] осуществляется путем введения соответствующих компонентов в процессе применения готовой смолы, а именно в процессе горячего плакирования песка. Недостатками данных способов модифицирования являются существенное усложнение технологического процесса горячего плакирования, отсутствие гарантий равномерного распределения модификатора в плакирующей пленке связующего, а также высокая стоимость и малая доступность салициловой, адипиновой или себациновой кислот.
Наиболее близким к предлагаемому является способ получения фенолоформальдегидного связующего для литейных оболочковых форм и стержней из горячеплакированных смесей, заключающийся в новолачной конденсации фенола с формальдегидом, сушке смолы и модифицировании ее карбамидом, вводимом в расплав смолы при 120-125оС в количестве 1-5 мас.ч. на 100 мас.ч. смолы с последующим перемешиванием в течение 2 ч при указанной температуре и далее охлаждением расплава до твердого состояния и его размола в роликовой мельнице до образования отдельных чешуек [6]
Использование связующего, полученного способом [6] принятым за прототип, позволяет повысить скорость горячего отверждения песчано-смоляных горячеплакированных смесей, однако прочностные характеристики оболочковых форм и стержней, изготовленных из указанных смесей, нуждаются в дальнейшем улучшении, особенно применительно к формам и стержням сложной конфигурации (I класса сложности).
Цель изобретения повышение прочности оболочковых форм и стержней в горячем и холодном состояниях, а также сокращение продолжительности синтеза смолы.
Для достижения поставленной цели служит способ получения фенолоформальдегидного связующего для литейных оболочковых форм и стержней из горячеплакированных смесей, включающий поликонденсацию фенола с формальдегидом, сушку смолы и модифицирование ее карбамидом, заключающийся в том, что смолу дополнительно модифицируют после сушки формальдегидом, взятым в количестве 0,5-3 мас. ч. на 100 мас.ч. смолы, с последующей термообработкой смолы при 150-190оС в течение 10-40 мин, причем количество вводимого в качестве модификатора карбамида составляет 2-8 мас.ч. на 100 мас.ч. смолы.
Используемый в качестве модификатора формальдегид применяют в виде 37% -ного или 50% -ного формалина или параформа с соответствующим пересчетом вводимого продукта на основное вещество.
П р и м е р Реакцию поликонденсации фенола с формальдегидом проводили в четырехсекционной колонне при температуре кипения реакционной смеси 98оС. Реакционный объем колонны 2 м3. Каждая секция колонны снабжена пароводяной рубашкой. Все секции соединены газоотводной трубой с обратным холодильником. Выделяющиеся при кипении реакционной массы пары летучих веществ конденсировались в холодильнике, и конденсат возвращался в первую секцию колонны.
Исходную предварительно подготовленную фенолоформальдегидную смеси с массовым соотношением фенола к формальдегиду 100:25,5 непрерывно подавали с помощью насоса в нижнюю часть первой секции колонны. Соляную кислоту, являющуюся катализатором в реакции поликонденсации, их расходной емкости с помощью дозатора непрерывно подавали в I-ю и III-ю секцию колонны. Реакционная смесь перетекала из одной секции колонны в другую по внешним трубопроводам, которые соединяли верхнюю часть каждой предыдущей секции с нижней частью последующей. Скорость подачи сырья в реакционную колонну: формальдегидная смесь 2000 кг/ч; соляная кислота: в первую секцию 2 кг/ч; в третью секцию 5 кг/ч.
Вязкость смолы в 4-й секции колонны составляла 650 МПа.с. Из четвертой секции реакционная масса самотеком поступала на стадию отделения надсмольной воды. Отделение надсмольной воды от жидкой смолы осуществляли в отстойнике непрерывного действия флорентийском сосуде, представляющим собой цилиндрическую емкость (V 1 м3) с рубашкой и змеевиком для охлаждения. Жидкая смола из флорентийского сосуда непрерывно подавалась с помощью шестеренчатого насоса на стадию сушки. Водный слой (надсмольная вода) из флорентийского сосуда через переливной штуцер самотеком поступала в сборник надсмольных вод.
Сушку смолы производили в сушильном аппарате (двухпоточном кожухотрубном теплообменнике). В межтрубное пространство подавали пар давлением 2 МПа. Температура сушки 180оС, вакуум 530 ГПа. Из сушильного аппарата смола и пары летучих веществ поступали в один из работающих поочередно смолоприемщиков-стандартизаторов, снабженных мешалкой и рубашкой для обогрева. Объем стандартизатора 5 м3. Пары летучих веществ из смолоприемника удалялись по газовой трубе, поступали в холодильник и конденсировались в виде фенольной воды. После наполнения смолопиемника смолой в количестве 3 т переключали подачу смолы на другой смолоприемник и проводили модификацию карбамидом и формальдегидом. В смолоприемник загружали 50%-ный формалин в количествах (кг): 30 (связующее 1), 105 (связующее 2, 6-9), 180 (связующее 3), 24 (связующее 4), 198 (связующее 5), и карбамид (кг): 60 (связующее 1), 150 (связующее 2,6-9), 240 (связующее 3), 45 (связующее 4), 264 (связующее 5) и проводили термообработку смолы (при перемешивании) при 150-190оС в течение 10-40 мин.
Затем готовую смолу сливали на стадию охлаждения. Качественные показатели готового продукта приведены в табл.1.
Полученный твердый новолак использовали в процессе горячего плакирования обогащенного кварцевого песка марки Об1К02 на установке "Максей" (Франция), причем песчано-смоляную смесь приготавливали по следующей рецептуре, мас.ч. Кварцевый песок Об1К02 100 Новолачная феноло- формальдегидная смола, полученная предлагаемым способом 3 Стеарат кальция 0,1 33%-ный водный раствор уротропина (в пересчете на сухое вещество) 0,3
В песок с температурой 145-150оС равномерно засыпали навеску твердой новолачной смолы, через 5-8 с вводили расчетную добавку стеарата кальция, после чего наблюдалось сначала комкование смеси, затем полная ее рассыпаемость. Через 4-4,5 мин вводили водный раствор уротропина, после чего наблюдалось повторное комкование и затем полная рассыпаемость смеси. Цикл плакирования прекращали, когда смесь свободно рассыпалась. Полная длительность цикла плакирования 9,5-10 мин. Готовую плакированную смесь просеивали через сито и охлаждали до комнатной температуры.
Для изготовления образцов использовали стандартные образцы-восьмерки при температуре оснастки 232оС с выдержкой образца в оснастке 30 с, 1, 2 и 3 мин. По извлечению из оснастки сразу определяли прочность образца в горячем состоянии. Другие образцы по извлечению из оснастки охлаждали до нормальной (20оС) температуры, выдерживали при этой температуре 30 мин, после чего определяли прочность образца в холодном состоянии.
В табл.1 приведены примеры (смоляных литейных связующих) по изобретению согласно изменяемым параметрам синтеза, соответствующим отличительной части заявленного способа. При этом связующие N 1-3 и 6,7 получены предлагаемым способом, причем N 2 соответствует средним значениям всех параметров, NN 1 и 3 граничным содержаниям модификаторов при усредненных параметрах термообработки. NN 6 и 7 граничным параметрам термообработки при усредненных содержаниях модификаторов.
Связующие NN 4 и 5 соответствуют запредельным значениям по содержанию модификаторов, связующие NN 8 и 9 запредельным значениям параметров термообработки.
Связующее N 10 соответствует способу синтеза по выбранному прототипу.
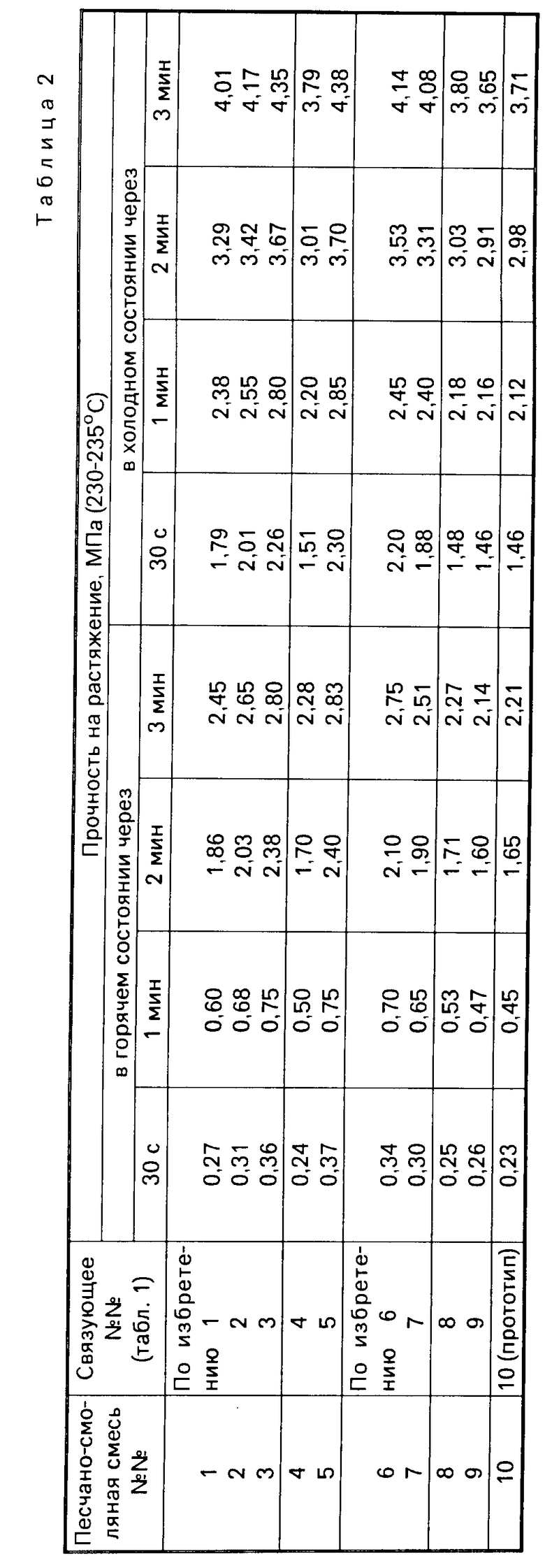
В табл. 2 приведены результаты сравнительных испытаний песчано-смоляных плакированных смесей со связующими NN 1-10.
Оптимальное содержание модификаторов синтеза на 100 мас.ч. смолы составляет 0,5-3 мас.ч. формальдегида и 2-8 мас.ч. карбамида (смеси NN 1-3 со связующими NN 1-3). При содержании модификаторов ниже нижних указанных пределов (смесь N 4 со связующим N 4) не достигается существенного повышения горячей и холодной прочности по сравнению с прототипом (смесь N 10 со связующим N 10). При содержании модификаторов выше верхних указанных пределов (смесь N 5 со связующим N 5) не достигается дальнейшего существенного повышения прочности по сравнению с уровнем, достигнутым в смеси по изобретению N 3 при одновременном нерациональном возрастании расходования модификаторов.
Оптимальные режим термообработки смолы после ее модифицирования соответствуют параметрам: температура 150-190оС, продолжительность 10-40 мин (смеси NN 1-3, 6,7 со связующими соответственно NN 1-3,6,7). При температуре термообработки ниже нижнего предела и ее продолжительности выше верхнего предела (смесь N 8 со связующим N 8), равно как при температуре термообработки выше верхнего предела и ее продолжительности ниже нижнего предела (смесь N 9 со связующим N 9), не достигается существенного повышения горячей и холодной прочности по сравнению с прототипом (смесь N 10 со связующим N 10).
Сравнение смесей со связующими по изобретению (NN 1-3,6,7) со смесью, содержащей связующее по прототипу (N 10), показывает, что достигается повышение горячей прочности: через 30 с с 0,23 до 0,27-0,36 МПа; через 1 мин с 0,45 до 0,60-0,75 МПа; через 2 мин с 1,65 до 1,86-2,38 МПа; через 3 мин с 2,21 до 2,45-2,80 Мпа, а также повышение холодной прочности через 30 с с 1,46 до 1,79-2,26 МПа; через 1 мин с 2,12 до 2,38-2,80 МПа; через 2 мин с 2,98 до 3,22-3,67 МПа; через 3 мин с 3,71 до 4,01-4,35 МПа. Кроме того из табл. 1 следует, что общая продолжительность синтеза связующего по изобретению (без учета стадии охлаждения смолы) сокращается на 80-110 мин (связующие NN 1-3,6,7) по сравнению со способом синтеза по прототипу (связующее N 10).
Таким образом реализация предлагаемого изобретения позволяет за счет предложенного способа получения связующего повысить прочность в горячем состоянии в среднем на 33,5% прочность в холодном состоянии в среднем на 22,6% и сократить продолжительность процесса в среднем на 15% Достигаемые преимущества способствуют сокращению брака оболочковых форм и стержней, особенно сложных конфигураций, ввиду уменьшения числа случаев их поломок, а также повышению производительности установок по получению смоляных новолачных литейных связующих.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРБАМИДОФЕНОЛОФУРАНОВОЕ СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ В НАГРЕВАЕМОЙ ОСНАСТКЕ | 1992 |
|
RU2044590C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАРБАМИДОФЕНОЛОФОРМАЛЬДЕГИДОФУРАНОВОГО СВЯЗУЮЩЕГО ДЛЯ ЛИТЕЙНЫХ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ | 2005 |
|
RU2292982C1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке | 1983 |
|
SU1090482A1 |
| СИНТЕТИЧЕСКОЕ СМОЛЯНОЕ СВЯЗУЮЩЕЕ, ОТВЕРЖДАЕМОЕ КИСЛОТНЫМИ КАТАЛИЗАТОРАМИ, ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ В ХОЛОДНОЙ ОСНАСТКЕ | 1992 |
|
RU2044589C1 |
| Способ получения фенолформальдегидных смол новолачного типа | 1972 |
|
SU440888A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛКАРБАМИДОФУРАНОВОГО СВЯЗУЮЩЕГО | 2004 |
|
RU2268897C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАСТИФИЦИРОВАННОЙ НОВОЛАЧНОЙ ФЕНОЛОФОРМАЛЬДЕГИДНОЙ СМОЛЫ | 1992 |
|
RU2093526C1 |
| СПОСОБ ПОЛУЧЕНИЯ НОВОЛАЧНОЙ ФЕНОЛОФОРМАЛЬДЕГИДНОЙ СМОЛЫ | 2012 |
|
RU2493177C1 |
| СПОСОБ ПОЛУЧЕНИЯ НОВОЛАЧНЫХ ФЕНОЛОФОРМАЛЬДЕГИДНЫХ СМОЛ | 1992 |
|
RU2039763C1 |
| Способ непрерывного получения пресс-материалов | 1971 |
|
SU445311A1 |

Изобретение относится к литейному производству, а именно к способам получения фенолформальдегидных связующих для литейных оболочковых форм и стержней из горячеплакированных смесей. Цель изобретения повышение прочности оболочковых форм и стержней в горячем и холодном состояниях, а также сокращение продолжительности синтеза смолы. Способ получения фенолоформальдегидного связующего включает поликонденсацию фенола с формальдегидом, сушку смолы и модифицирование ее с последующей термообработкой. Для модифицирования используют карбамид и формальдегид. Для чего формальдегид берут в количестве 0,5 3 мас.ч. на 100 мас.ч. смолы, затем осуществляют последующую термообработку смолы при 150 190°С в течение 10 40 мин, причем количество вводимого в качестве модификатора карбамида составляет 2 8 мас.ч. на 100 мас.ч. смолы. Реализация изобретения позволяет повысить прочность оболочек в горячем состоянии в среднем на 33,5% прочность в холодном состоянии в среднем на 22,6% и сократить продолжительность синтеза в среднем на 15% 1 з. п.ф-лы, 2 табл.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Патент США N 3838095, кл | |||
| Прибор для периодического прерывания электрической цепи в случае ее перегрузки | 1921 |
|
SU260A1 |
