1
Изобретение относится к устройствам для обработки металлов давлением и может быть использовано в машиностроении для резки проката.
Известно устройство для импульсной резки проката, содержащее неподвижные лезвия, подвижные ножи, планшайбу, несущую оси, на которых установлены сателлиты, центральную шестерню, взаимодействующую с сателлитами и связанную с приводным валом, полый вал, охватывающий приводной вал и связанный с ним посредством зубчатой передачи, и поводковые пальцы 1.
Недостатком этого устройства является низкая производительность.
Цель изобретения - повышение производительности устройства.
Поставленная цель достигается тем, что устройство для импульсной резки проката, содержащее неподвижные лезвия, подвижные ножи, планшайбу, несущую оси, на которых установлены сателлиты, центральную шестерню, взаимодействующую с сателлитами и связанную с приводным валом, полый вал, охватывающий приводной вал и связанный с ним посредством зубчатой передачи, и поводковые пальцы, снабжено закрепленными на осях сателлитов шестернями и взаимодействующими с ними вал-шестернями, установленными в сателлитах, а подвижные ножи закреплены на вал-шестернях, при этом посредством поводковых пальцев центральная шестерня связана с приводным валом, а планшайба - с полым валом.
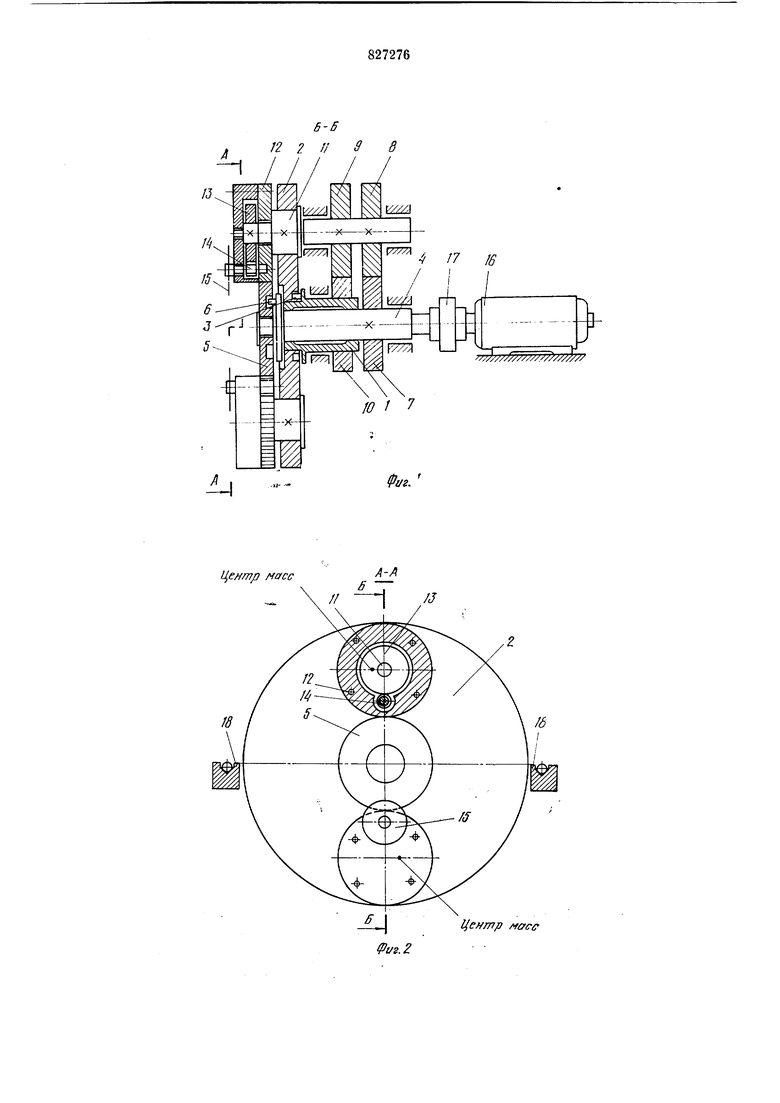
На фиг. 1 показано предлагаемое устройство, вертикальный разрез; на фиг. 2-разрез А-А фиг. 1.
Устройство для импульсной резки проката содержит полый вал 1, на котором установлена планшайба 2, связанная с валом 1 с помощью поводкового пальца 3. Планшайба 2 имеет возможность поворота относительно полого вала на угол до 350°.
Внутри вала 1 смонтирован ведущий вал 4, на котором установлена центральная шестерня 5, связанная с ведущим валом 4 с помощью поводкового пальца 6.
Центральная шестерня 5 имеет возможность поворота относительно ведущего вала 4 на угол до 350°.
Ведущий вал 4 связан кинематически с валом 1 с помощью шестерен 7-10 с весьма малым передаточным отношением (например, 1 0,001-0,005). В планшайбе 2 на осях 11 установлены подвижно сателлиты 12, находящиеся в зацеплении с центральной шестерней 5 (фиг. 1).
На осях 11 внутри сателлитов 12 укреплены шестерни 13, заценляющиеся с валшестернями 14, на которых установлены подвижные ножи 15. Сателлиты 12 отбалансированы таким образом, что при вращении планшайбы 2 в свободном состоянии подвижные ножи 15 расположены так, что не находятся в зоне резания.
Устройство работает следуюш,им образом.
От электродвигателя 16 через муфту 17 передается враш;ение на ведуш,ий вал 4 и далее через шестерни 7-10 на полый вал 1, который вместе с планшайбой 2, сателлитами 12 враш,ается с угловой скоростью, несколько большей, чем угловая скорость ведуш,его вала 4 с центральной шестерней 5. Благодаря этому сателлиты 12, находясь в зацеплении с центральной шестерней 5, обкатываются по ней с угловой скоростью, намного меньшей угловой скорости вала 1 и ведущего вала 4. Центры масс сателлитов 12 стремятся занять положепие относительного динамического давления, при котором режущие инструменты 15 не находятся в зоне резания (фиг. 2). Из этого положения их выводят сателлиты 12 с помощью поводкового пальца 6 и ведут их до тех пор, пока центры масс сателлитов 12 не перейдут линию, соединяющую оси их вращения. Далее сателлиты 12, подхваченные центробежными силами, приобретают дополнительную скорость, в результате этого режущие инструменты 15 на большой скорости пройдут зону резания и займут положение относительного динамического равновесия, при котором подвижные ножи 15 не будут находиться в зоне резания. В этом положении они будут находиться до тех пор, пока центры масс сателлитов 12 принудительно повернутся на угол 180°. При центробежном вращении сателлитов 12 и при выбросе подвижных нолсей 15 в зону резания создается пара сил, которая обеспечивает планшайбе 2 дополнительное вращение относительно вала 1, при этом поводковый палец 3 будет перемещаться по
пазу в планшайбе 2 до тех пор, пока подвижные ножи 15 не выйдут из зоны резания, а сателлиты 12 не примут устойчивого динамического равновесия, после чего поводковый палец 3 вернется обратно к упору. Оба поводковых пальца 3 и 6 работают без ударных нагрузок, так как числа оборотов полого вала 1, планшайбы 2, ведущего вала 4 и центральной шестерни 5
почти одинаковы.
Благодаря кинематической связи между ведущим валом 4 и полым валом 1 режущие инструменты 15 будут выбрасываться в строго определенном положении по отношению к неподвижному лезвию 18. Положение этого выброса регулироваться с помощью взаимного расположения шестерен 7-10. Предлагаемое устройство обладает высокой производительностью.
. Формула изобретения
Устройство для импульсной резки проката, содержащее неподвилсные лезвия, подвил ные ножи, планшайбу, несущую оси, на которых установлены сателлиты, центральную шестерню, взаимодействующую с
сателлитом и связанную с приводным валом, полый вал, охватывающий приводной вал и связанный с ним посредством зубчатой передачи, н поводковые пальцы, отличающееся тем, что, с целью повышения производительности, оно снабжено закрепленными на осях сателлитов шестернями и взаимодействующими с ними валшестернями, установленными в сателлитах, а подвижные ножи закреплены на вал-шестернях, причем посредством поводковых пальцев центральная шестерня связана с приводным валом, а планшайба-с полым валом.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 534318, кл. В 23D 31/00, 1975.
Б-Б П 2 а 9 8
I
///А
-X У///Л
||
у///
х-
77Л
4 17 б
г
КХ//И
W7A
10 / 7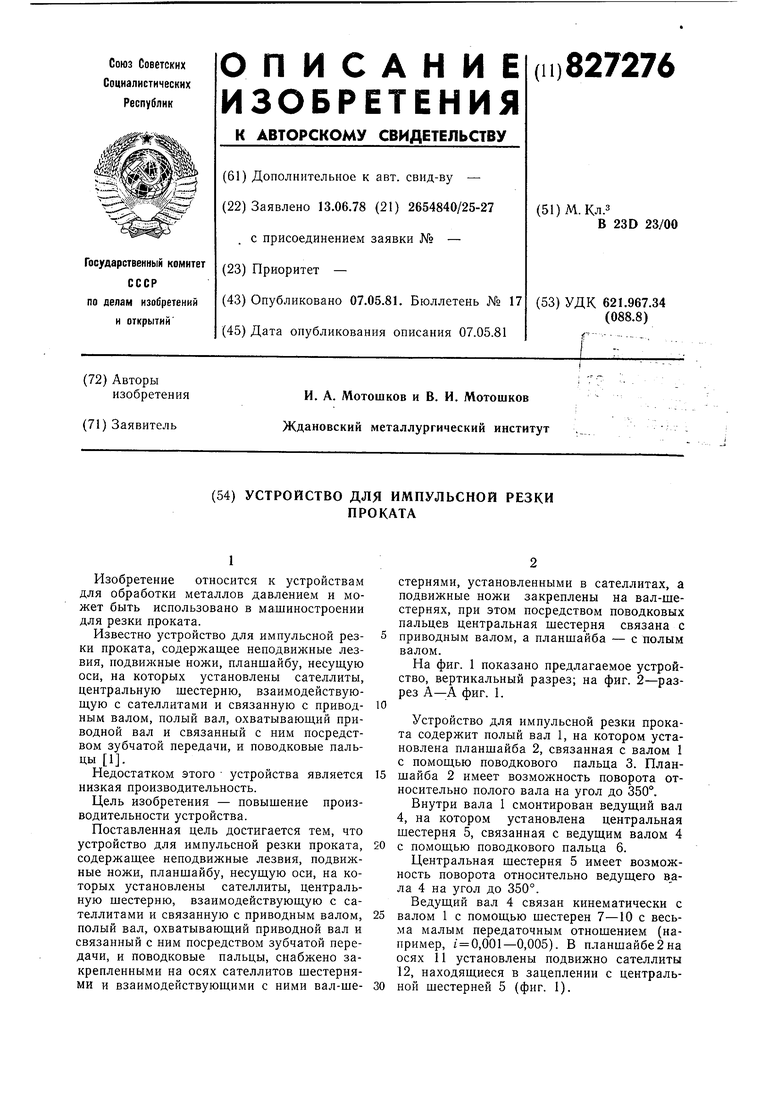
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для импульсной резки фасонного проката | 1975 |
|
SU534318A1 |
| Устройство для импульсной резки труб и фасонного проката | 1975 |
|
SU578168A1 |
| Устройство для резки проката | 1978 |
|
SU1194604A1 |
| Устройство для резки проката | 1977 |
|
SU692702A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ РЕЗКИ | 1990 |
|
RU2021082C1 |
| Станок для импульсной резки проката | 1981 |
|
SU1004021A1 |
| Устройство для импульсной резки | 1988 |
|
SU1556826A2 |
| Устройство для резки проката | 1976 |
|
SU592533A1 |
| Устройство для импульсной резки проката | 1987 |
|
SU1572768A1 |
| Устройство для импульсной резки фасонного проката | 1974 |
|
SU493347A1 |