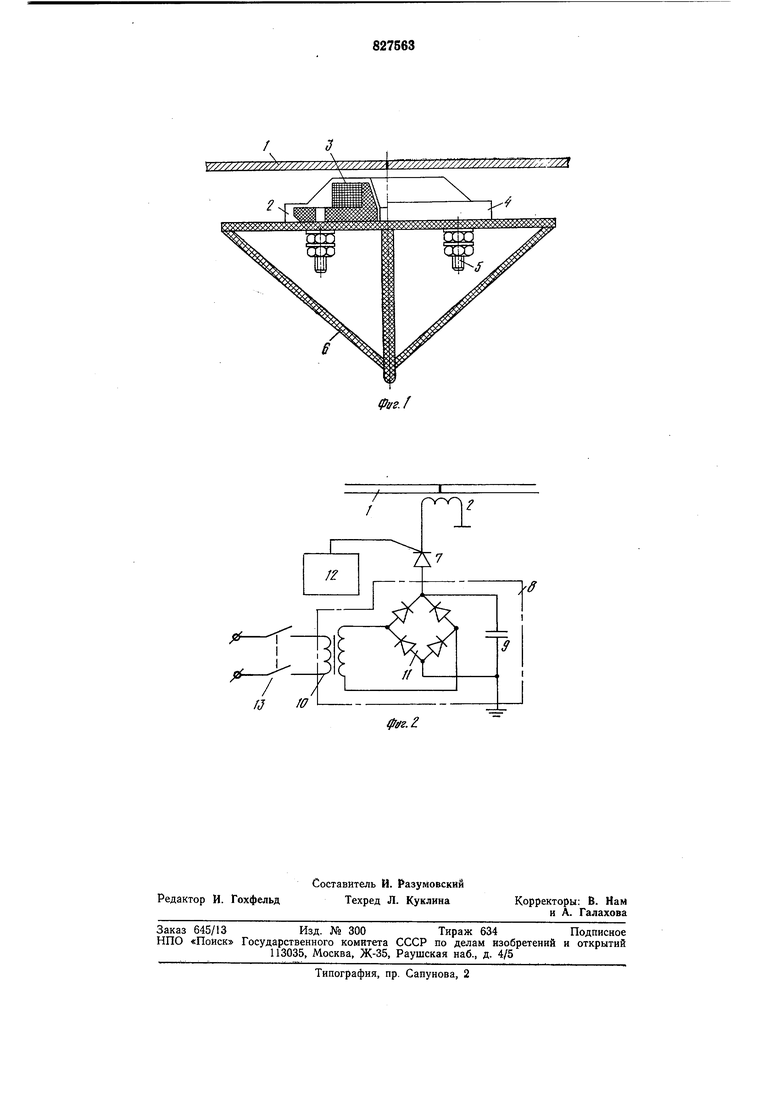
шов, источник 2 электромагнитных импульсов, выполненный, например, в виде соленоида 3, намотанного на диэлектрический каркас 4 и содержащий болты 5 токопровода. Источник 2 импульсов закреплен на диэлектрическом кронштейне 6. Соленоид 3 соединен через управляемый полупроводниковый ключ-тиристор 7 с электроразрядным источником тока 8, содержащим накопительный конденсатор 9 и элементы его зарядки, трансформатор 10, выпрямитель 11. Тиристор 7 соединен с блоком управления 12. Источник тока 8 соединен с электросетью через выключатель 13.
Устройство работает следующим образом.
При включении выключателя 13 при помощи элементов 10 и И происходит заряд конденсатора 9. По команде блока управления 12 тиристор 7 открывается и происходит разряд конденсатора 9 на соленоид 3. Разряд тока, проходя по соленоиду 3, вызывает вблизи него импульсы электромагнитного поля. Импульсы электромагнитного поля вызывают в металлической конструкции, расположенной рядом с соленоидом 3, вторичный ток. Взаимодействие первичного и вторичного тока возбуждает импульсную силовую деформацию конструкции. В результате ее воздействия остаточные деформации снимаются или даже меняют знак, становясь вместо растягивающих сжимающими.
В случае, если материал конструкции 1 имеет малую электрическую проводимость, между соленоидом 3 и конструкцией 1 размещают электропроводящую прокладку.
Пример. Обработке подвергались образцы, изготовленные из двух сваренных встык стальных листов. Размеры образца 300X170X10 мм. Сварной шов соединения листов с полным приплавлением был получен ручной дуговой сваркой с металлическим электродом. Измерение остаточных напряжений в образцах осуществлялось прибором, позволяющим получить эпюру распределения остаточных напряжений в сварном образце. Образец располагали на столе. Под края образца, параллельные сварному щву, подкладывали небольшие пластины для того, чтобы сварной щов и околощовная зона не соприкасались с поверхностью стола. На образец укладывали медную пластину толщиной 1,2 мм и вплотную к ней подводили электромагнитный индуктор, подключенный к электроразрядному источнику тока.
На образец воздействовали 20 импульсами электромагнитного поля энергией 60 Дж. Длительность каждого импульса - 10 сек, продолжительность паузы между импульсами - 3 ик. Таким образом, продолжительность всего процесса обработки составила 60 сек.
После обработки вновь были измерены остаточные напряжения в образце. Полученная эпюра показала, что предлагаемый способ изменяет величину и характер распределения остаточных напряжений в сварных швах. Например, в точке, расположенной на расстоянии 50 мм от места стыка
листов, остаточное напряжение после сварки до обработки было равно 75 кг/мм а после обработки - 25 кг/мм, т. е. остаточное напряжение снизилось на 70%. Применение предлагаемого технического
решения позволяет существенно снизить уровень внутренних напряжений в металлических изделиях при сравнительно низких энергозатратах.
Формула изобретения
1.Способ снятия внутренних напряжений в металлических изделиях, преимущественно, обладающих низкой электропроводностью, включающий воздействие на изделие импульсным электромагнитным полем, отличающийся тем., что, с целью уменьшения уровня остаточных напряжений и
снижения затрат электроэнергии, на поверхность изделия периодически воздействуют одиночными импульсами электромагнитного поля энергией 60-200 дж, длительностью импульса сек и продолжительностью паузы между импульсами, в 10-10 раз превышающей длительность импульса.
2.Способ по п. 1, отличающийся тем, что импульсное воздействие на изделие
с низкой электропроводностью осуществляют посредством индуктора через промежуточный элемент - пластину из материала с высокой электропроводностью.
Источники информации,
принятые во внимание при экспертизе
1. Труды американского общества инженеров-механиков, 1970, № 1, с. 83. 2. Гринченко Г. Г. и-др. Вестник Харьковского политехнического института, 1973, № 81, с. 65.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ перемешивания веществ иуСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU797750A1 |
| СПОСОБ ПРОВЕДЕНИЯ ФИЗИКО-ХИМИЧЕСКИХ ПРОЦЕССОВ | 1990 |
|
RU2093260C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ЛЬДА С КАРНИЗА ЗДАНИЯ И СООРУЖЕНИЯ | 2019 |
|
RU2708730C1 |
| ЭЛЕКТРОМАГНИТНЫЙ АППАРАТ ДЛЯ БОРЬБЫ С СОЛЕОТЛОЖЕНИЯМИ, ПРЕИМУЩЕСТВЕННО, В ТРУБОПРОВОДАХ, В НЕФТЕДОБЫВАЮЩИХ И ВОДОЗАБОРНЫХ СКВАЖИНАХ | 2009 |
|
RU2397420C1 |
| Ручной инструмент | 1978 |
|
SU737713A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ | 2005 |
|
RU2288823C2 |
| СПОСОБ ПОВЕРХНОСТНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2003 |
|
RU2238986C1 |
| Устройство для удаления льда с проводов | 1970 |
|
SU591339A2 |
| Способ перемещения веществ | 1977 |
|
SU861208A1 |
| Комплекс для воздействия облучением и визуализации биологических клеток | 2019 |
|
RU2710049C1 |
/J fO
