Изобретение относится к сварке плавлением (электродуговой, аргонно-дуговой, лазерной и др.) с присадочным и без присадочного материала, в процессе которой при соединении свариваемых деталей образуется сварочная ванна расплавленного металла.
Известен способ сварки (А.с. №1597254, МПК В 23 К 9/08, бюл. №37, 1990 г.), при котором на сварочную дугу воздействуют поперечным импульсным магнитным полем, отклоняя ее вдоль свариваемого стыка с частотой 1-5 Гц.
Недостатком этого способа является низкое качество металла шва, т.к. затруднены процессы дегазации и диспергирования окисных плен.
Известен способ сварки с присадочным материалом (a.c. 1106612, МПК В 23 К 9/08, бюл. №29, 1984 г.), при котором в период прекращения его подачи на дугу воздействуют импульсным магнитным полем, причем в период подачи присадочного материала воздействие магнитного поля прекращают.
Недостатком этого способа также является низкое качество металла шва из-за резкого увеличения объема сварной ванны в момент подачи присадочного материала, затруднены процессы дегазации и диспергирования окисных плен.
В обоих способах воздействие импульсным магнитным полем осуществляют на электрическую дугу, а не на расплавленный металл сварного шва, улучшая электрофизические характеристики дуги, поэтому качество металла сварного шва не улучшается.
Основными дефектами, возникающими в сварочном шве и околошовной зоне в процессе кристаллизации металла, являются: наличие пор, неравномерная литейная структура, остаточные термические напряжения.
В основу изобретения поставлена задача улучшить качество сварного шва за счет изменения структуры, повышения механических свойств и снижения уровня остаточных напряжений.
Данная задача решается за счет того, что в способе сварки плавлением на зону расплавленного металла при кристаллизации воздействуют импульсным магнитным (ИМП) полем с периодичностью импульсов разряда 0,5-2 секунды. При этом воздействуют на зону кристаллизации металла импульсным магнитным полем либо в продольном направлении, либо в поперечном по отношению к сварному шву.
При воздействии ИМП на металл в процессе кристаллизации в нем, как результат действия наводимых вихревых токов, возникают внутренние дополнительные источники тепла, а действие интенсивных металлопотоков из-за электродинамических сил приводит к дроблению зарождающихся зерен, увеличению центров кристаллизации, то есть в конечном счете измельчению структуры как в самом шве, так и в околошовной зоне. При этом за счет изменения направленности воздействия ИМП имеется возможность управления источниками дополнительного нагрева и металлопотоками. Как показали эксперименты из условий кристаллизации и скорости сварки частота следования импульсного воздействия должны быть не менее 1 Гц.
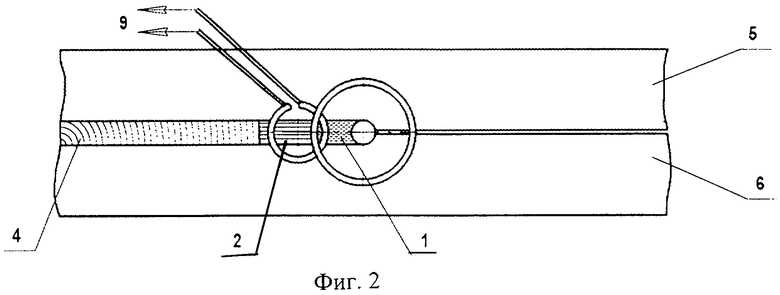
На фиг.1 представлена схема реализации предложенного способа,
на фиг.2 - вид сверху.
В процессе сварки зону сварочного шва можно условно разбить на два участка: 1 - участок расплавления соединяемых металлов (зона дуги); 2 - участок затвердевания (кристаллизации). Второй участок в процессе сварки находится позади первого, то есть за зоной дуги, зоной расплавления металла. Сварочная ванна 3. Сварной шов 4, протяженность его зависит от марки материала и толщины свариваемых деталей 5 и 6 от нескольких до десятков мм. К сварочной головке 7 примыкает индуктор 8, подключенный с помощью гибкого кабеля к магнитно-импульсной установке 9. Индуктор 8 закреплен на сварочной головке 7 и движется синхронно с ней.
Расплавление металла в зоне 1 происходит путем воздействия на металл дуги сварочной головки 7. Сварочная головка 7 движется непрерывно в процессе сварки, при необходимости подача присадочной проволоки происходит также непрерывно.
Под сварочной головкой 7 металл расплавляется, а в зоне индуктора 8 металл охлаждается и кристаллизуется. В этой зоне (зона кристаллизации) на индуктор 8 с частотой не менее 1 Гц разряжается батарея конденсаторов МИУ. Возникающее вокруг индуктора 8 магнитное поле наводит в кристаллизующемся металле вихревые токи. Токи распределены по глубине неравномерно: на поверхности максимальны, а в глубину убывают по экспоненциальному закону.
Пример конкретного выполнения:
Для эксперимента в качестве сварного оборудования использовалась установка УСА-500С. Одновитковый индуктор подсоединялся к магнитно-импульсной установке МИУ-1С.Использовались образцы из листового материала АМГ-6 толщиной 4 мм. После фиксации образцов включали установку УСА-500С, при выходе ее на стационарный режим сварки на ванночку расплавленного металла подавались импульсы с частотой разряда 1 Гц и периодичностью импульсов 0,5-2 секунды, энергией 300 Дж; 470 Дж; 920 Дж. Далее сваренные пластины разрезались на образцы, были получены микрошлифы, сравнительный анализ которых показал изменение структуры в самом шве.
При воздействии ИМП на металл в процессе кристаллизации в нем, как результат действия наводимых вихревых токов, возникают внутренние дополнительные источники тепла, а действие электрических сил вызывает интенсивные металлопотоки, что приводит к дроблению зарождающихся зерен, увеличению количества центров кристаллизации, то есть в конечном счете изменению структуры в самом шве. При этом за счет изменения направленности и величины воздействия ИМП имеется возможность управления источниками дополнительного нагрева и металлопотоками. Как показали эксперименты наибольший эффект воздействия ИМП был получен на режиме обработки 920 Дж и периодичностью импульсов разряда 0,5-2 секунды.
Силовое воздействие, во-первых, уплотняет металл, во-вторых, под действием металлопотоков происходит его перемешивание, способствующее дегазации, равномерности химсостава, кроме того, металлопоток дробит зарождающиеся (столбчатые) зерна. Осколки зерен являются центрами кристаллизации. Все это вместе взятое способствует измельчению структуры в околошовной зоне и устраняет появление остаточных термических напряжений, что способствует повышению качества металла шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ ОДНОПРОХОДНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИМПУЛЬСНОМ РЕЖИМЕ ГЕТЕРОГЕННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2024 |
|
RU2828444C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1798077A1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2574144C1 |
| Способ автоматической сварки плавлением гетерогенных никелевых сплавов | 2022 |
|
RU2794085C1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2607296C1 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ | 2007 |
|
RU2373033C2 |
| Способ высокочастотной сварки | 1990 |
|
SU1712103A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ изготовления сварных соединений | 1985 |
|
SU1320038A1 |
Изобретение относится к сварке плавлением с присадочным или без присадочного материала. Способ включает воздействие в процессе сварки импульсным магнитным полем. Импульсным магнитным полем воздействуют на зону кристаллизации расплавленного металла сварного шва с периодичностью импульсов разряда 0,5-2 секунды в продольном или поперечном направлении по отношению к сварному шву. Это позволит улучшить качество сварного шва за счет изменения структуры, повышения механических свойств и снижения уровня остаточных напряжений. 2 з.п. ф-лы, 2 ил.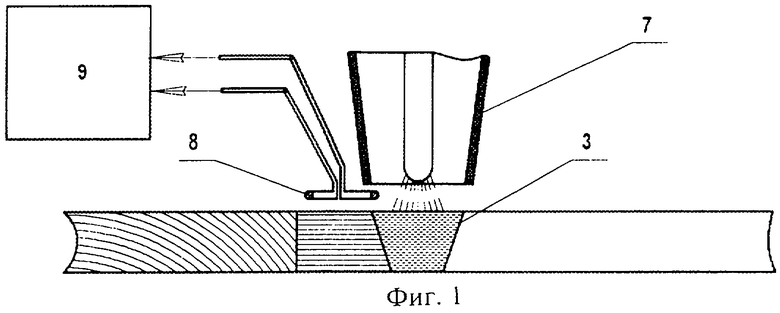
| Способ дуговой сварки в защитных газах | 1991 |
|
SU1776516A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ НА ПЕРЕМЕННОМ ТОКЕ | 1990 |
|
RU2012461C1 |
| Способ дуговой сварки | 1983 |
|
SU1106612A1 |
| Способ автоматической сварки | 1988 |
|
SU1597254A1 |
| Способ дуговой сварки | 1988 |
|
SU1574390A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| СЕЛЯНЕНКОВ В.Н | |||
| и др | |||
| О формировании сварного шва в продольном магнитном поле при аргонодуговой сварке | |||
| Сварочное производство | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

