Область техники
[001] Настоящее изобретение в целом относится к области производства листов и полос нержавеющей стали, в частности к установке непрерывного производства и способу, в которых объединены процедуры, такие как травление черных рулонов нержавеющей стали (горячекатаных рулонов нержавеющей стали с окалиной на поверхности), прокатка белых листов (нержавеющей стали без окалины после горячей прокатки, тепловой обработки и травления, см. государственный стандарт Китая GB-T4237-2007, параграф 6.6, упоминаемый как том 1D) или листы класса № 1, в общем называемые в данной отрасли (см. стандарт Baoshan Iron and Steel Co., Ltd. Q/BQB 4302-2009) отжигом холоднокатаного листа, травлением холоднокатаного листа и чистовой отделкой поверхности.
Уровень техники
[002] Травление черных рулонов нержавеющей стали, прокатка белых листов, отжиг холоднокатаного листа, травление холоднокатаного листа и чистовая обработка поверхности являются устоявшимися производственными процессами. Окалина на горячекатаных рулонах нержавеющей стали (черных рулонах) является толстой и сложной для удаления. Почти на всех заводах-производителях нержавеющей стали линия отжига и травления внедрена в виде отдельного производственного процесса. Некоторую часть протравленной продукции непосредственно экспортируют, а большую часть белых рулонов протравленной нержавеющей стали передают в прокатный цех для прокатки и утонения. В процессе холодной прокатки обычно применяют двухсторонний прокатный стан для прокатки белых рулонов. Одноклетьевой двухсторонний прокатный стан имеет низкую производительность, некоторые высокопроизводительные заводы-производители обычно оснащены несколькими одноклетьевыми прокатными станами, при этом занимаемая площадь велика и вложения высоки. В последнее время некоторые заводы-производители также пробуют перейти на многоклетьевую бесконечную прокатку, и четыре клети или пять клетей в целом расположены сообразно значениям толщины продукции. Рулоны прокатанной холоднокатаной стали передают в цех травления холодного проката для отжига, травления, чистовой обработки и других процедур, с получением таким образом холоднокатаной продукции из нержавеющей стали с обработкой поверхности 2B/2D (GB/T 3280-2007; EN 10088; JIS G4305). Исходя из раскрытой существующей технологии и текущего состояния промышленности, три производственных процесса отжига и травления черных рулонов, прокатки белых рулонов нержавеющей стали и отжига и травления холоднокатаной полосы нержавеющей стали являются раздельными, лишь несколько заводов-производителей объединили процесс прокатки белых рулонов нержавеющей стали с процессом отжига и травления, но ни один завод-производитель не объединил процесс травления черных рулонов с процессом прокатки белых рулонов и процессом отжига и травления.
[003] Из-за низкого выхода нержавеющей стали, высоких технологических требований к управляющей электронике, раздельного размещения и гибкого производства, продукция, представляющая собой протравленные горячекатаные рулоны (черные рулоны) нержавеющей стали, относится к листам № 1, и может непосредственно поступать в продажу и применяться в экономичном производстве массово производимой холоднокатаной продукции, поверхность которой имеет обработку 2B/2D, к которой не может быть применено существующее оборудование.
[004] В патенте Китая CN 101481778 B описана полоса аустенитной нержавеющей стали и способ ее производства, технологический поток холодной прокатки включает следующее: непрерывное литье заготовки тонкой полосы, травление, холодную прокатку, отжиг, травление, дрессировку, продольную резку и получение готовых рулонов нержавеющей стали. Продукцию непрерывного литья применяют в качестве сырьевого материала, толщина сырьевого материала варьирует от 1 мм до 5 мм, и степень вытяжки при прокатке после травления ниже или равна 15 %, продукции требуются два процесса прокатки для достижения требуемой толщины продукции, требуемая толщина готовой продукции не может быть достигнута однократной прокаткой сырьевого материала, и раскрытый производственный процесс технологического потока после непрерывного литья заготовки является нормальным производственным процессом.
[005] В патенте Китая CN101844151B на оборудование для производства металлической полосы нержавеющей стали и периодического способа ее производства, относящегося к тому же семейству патентов-аналогов, что и патент Индии IN590DEL2010A, раскрыт способ периодического производства полос нержавеющей стали, в котором горячекатаные черные рулоны сначала отжигают, травят и прокатывают с получением охлажденных рулонов нержавеющей стали в одной или более установок, и затем охлажденные рулоны нержавеющей стали разматывают, отжигают, травят, подвергают чистовой обработке и сматывают в рулоны на второй производственной линии.
Краткое описание
[006] Техническая проблема, предназначенная для решения данным изобретением, заключена в предоставлении системы и способа непрерывного производства холоднокатаных листов нержавеющей стали, так что горячекатаные черные рулоны нержавеющей стали могут давать на выходе холоднокатаную продукцию из нержавеющей стали с обработкой 2B/2D лишь на одной непрерывной производственной линии, при этом уменьшается общая занимаемая промышленная площадь, уменьшаются промышленные вложения и уменьшается стоимость производства.
[007] Ниже представлены технические решения, раскрытые в настоящем изобретении для решения вышеназванных технических проблем.
[008] Система непрерывного производства холоднокатаных листов нержавеющей стали отличается тем, что содержит по меньшей мере установку травления черных рулонов, установку прокатки белых рулонов нержавеющей стали и установку отжига и травления; установка травления черных рулонов, установка прокатки белых рулонов нержавеющей стали и установка отжига и травления последовательно соединены с получением установки непрерывного действия; и при этом между установкой травления черных рулонов и установкой прокатки белых рулонов нержавеющей стали не помещена секция промежуточного отжига.
[009] Кроме того, в хвостовой части установки непрерывного действия установлен сматыватель для обратного сматывания размотанных рулонов стали.
[0010] Кроме того, установка травления черных рулонов содержит секцию травления черных рулонов, два разматывателя, сварочный аппарат и входной петлевой накопитель участка травления горячекатаной полосы, при этом два разматывателя размещены параллельно, и головные части размотанных рулонов стали размещены вплотную к переднему концу сварочного аппарата; головные части рулонов стали, сваренных сварочным аппаратом, размещены вплотную к входному петлевому накопителю участка травления горячекатаной полосы, и входной петлевой накопитель участка травления горячекатаной полосы размещен вплотную к секции травления черных рулонов; и секция травления черных рулонов по меньшей мере содержит травильную ванну, способную вмещать травильный раствор.
[0011] Кроме того, между установкой прокатки белых рулонов нержавеющей стали и установкой травления черных рулонов расположен входной петлевой накопитель прокатного стана, и выход установки прокатки белых рулонов нержавеющей стали последовательно снабжен секцией очистки и выходным петлевым накопителем прокатного стана.
[0012] Кроме того, установка отжига и травления содержит печь отжига холоднокатаных листов и секцию травления холоднокатаной полосы, которые вплотную следуют друг за другом последовательно, печь отжига холоднокатаных листов размещена вплотную к выходному петлевому накопителю прокатного стана установки прокатки белых рулонов нержавеющей стали, и секция травления холоднокатаной полосы размещена вплотную к выходному петлевому накопителю участка травления холоднокатаной полосы.
[0013] Кроме того, дрессировочный стан и петлевая зона протягивания и правки, а также проверки, расположены последовательно после установки отжига и травления с образованием установки непрерывного действия.
[0014] Кроме того, в сварочном аппарате согласно настоящему изобретению применен лазерный сварочный аппарат, удовлетворяющий требованию к прямым сварным швам при прокатке; в секции травления черных рулонов применено травление серной кислотой и способ травления смесью кислот HF-HNO3, при этом при травлении серной кислотой применены секции травильной ванны с первой по третью, система циркуляции расположена отдельно, и концентрация серной кислоты постепенно уменьшается; и в секции со смесью кислот применены секции травильной ванны со второй по четвертую, система циркуляции расположена отдельно и концентрация травильной смеси кислот уменьшается последовательно.
[0015] Кроме того, на передней части секции травления черных рулонов расположено оборудование для механического удаления окалины, такое как оборудование для ломки окалины посредством протягивания и правки или оборудование для дробеструйной обработки, или же черные рулоны можно травить непосредственно без оборудования для механического удаления окалины, такого как оборудование для ломки окалины посредством протягивания и правки или оборудование для дробеструйной обработки; и секция травления черных рулонов соединена со сварочным аппаратом и непрерывным прокатным станом посредством петлевых накопителей, так что обеспечивается такой эффект, при котором полосовая сталь в секции травления не останавливается.
[0016] Кроме того, в непрерывном прокатном стане в установке прокатки белых рулонов нержавеющей стали использовано несколько клетей для комбинированной прокатки, и для прокатки смонтированы три или больше клетей.
[0017] Кроме того, в секции травления холоднокатаной полосы применен электролиз солей в нейтральной среде и способ травления смесью кислот HF-HNO3, или электролиз солей в нейтральной среде и способ травления другими неорганическими кислотами. Под дрессировочным станом подразумевается двухвалковый или четырехвалковый дрессировочный стан. Дрессировочный стан может быть снабжен двойными клетями или одной клетью. После дрессировочного стана расположена установка протягивания и правки для дальнейшего улучшения формы полосовой стали. После проверки поверхности полосовая сталь поступает в сматывающую установку для сматывания в рулоны.
[0018] Способ непрерывного производства, применяющий вышеописанную систему непрерывного производства холоднокатаных листов нержавеющей стали, характеризуется тем, что горячекатаные черные рулоны нержавеющей стали, служащие сырьевым материалом, непосредственно подают на вход установки травления черных рулонов установки непрерывного действия, и после последовательной обработки горячекатаных черных рулонов нержавеющей стали посредством установки непрерывного действия готовую холоднокатаную продукцию из нержавеющей стали не нужно подвергать обработке промежуточным отжигом; и
[0019] когда первые белые рулоны стали, полученные посредством отжига и травления горячекатаных черных рулонов нержавеющей стали, используют как сырьевой материал, первые белые рулоны стали непосредственно становятся продукцией из нержавеющей стали с обработкой 2B/2D после последовательного прохождения через установку прокатки белых рулонов нержавеющей стали и установку отжига и травления и после подвергания дрессировке и обработке протягиванием и правкой.
[0020] По сравнению с уровнем техники, установки для выполнения разнообразных процедур, таких как травление черных рулонов, прокатка белых рулонов нержавеющей стали, а также отжиг и травление, объединены в установке непрерывного действия для непосредственного производства продукции с обработкой 2B/2D, при этом отжиг черных рулонов, промежуточный отжиг и перенос рулонов стали между процедурами упраздняются, выход увеличивается, а стоимость земли под промышленную застройку и вложения в строительство сильно снижаются. Кроме того, первые белые рулоны стали, полученные посредством отжига и травления горячекатаных черных рулонов нержавеющей стали, также могут быть применены в качестве сырьевого материала, при этом первые рулоны стали не нуждаются в обработке в секции травления черных рулонов, и непосредственно подаются на непрерывный прокатный стан для немедленных прокатки, отжига, травления чистовой отделки в обход секции травления черных рулонов, превращаясь при этом в продукцию из нержавеющей стали с обработкой 2B/2D, и при этом не нужен промежуточный отжиг.
Краткое описание чертежей
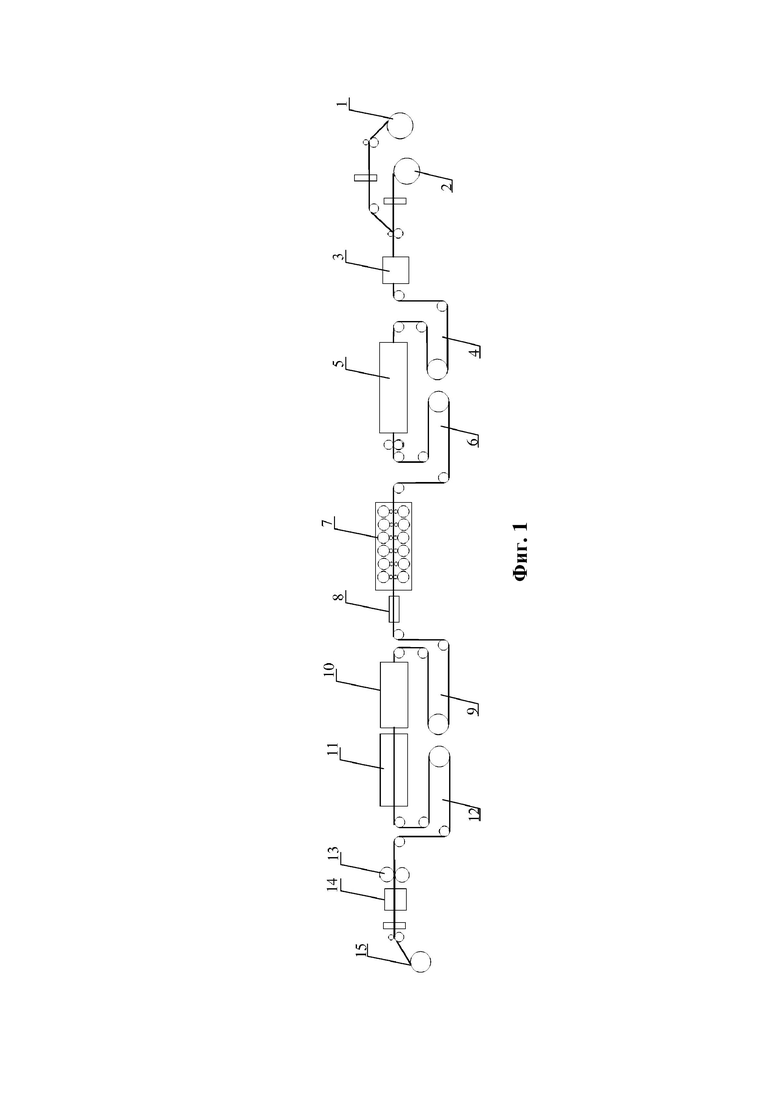
[0021] На фиг. 1 показана структурная схема системы непрерывного производства холоднокатаных листов нержавеющей стали согласно настоящему изобретению; и обозначения на фигуре описываются так: первый разматыватель 1, второй разматыватель 2, сварочный аппарат 3, входной петлевой накопитель 4 участка травления горячекатаной полосы, секция 5 травления черных рулонов, входной петлевой накопитель 6 прокатного стана, непрерывный прокатный стан 7, секция 8 очистки, выходной петлевой накопитель 9 прокатного стана, печь 10 отжига холоднокатаных листов, секция 11 травления холоднокатаной полосы, выходной петлевой накопитель 12 участка травления холоднокатаной полосы, дрессировочный стан 13, петлевая зона 14 протягивания и правки, а также проверки, и сматыватель 15.
Подробное описание вариантов осуществления
[0022] Далее более широко описаны система и способ непрерывного производства холоднокатаных листов нержавеющей стали согласно настоящему изобретению в сочетании с фиг. 1.
[0023] Система непрерывного производства холоднокатаных листов нержавеющей стали, показанная на фиг. 1, содержит первый разматыватель 1, второй разматыватель 2, сварочный аппарат 3, входной петлевой накопитель 4 участка травления горячекатаной полосы, секцию 5 травления черных рулонов, входной петлевой накопитель 6 прокатного стана, непрерывный прокатный стан 7, секцию 8 очистки, выходной петлевой накопитель 9 прокатного стана, печь 10 отжига холоднокатаных листов, секцию 11 травления холоднокатаной полосы, выходной петлевой накопитель 12 участка травления холоднокатаной полосы, дрессировочный стан 13, петлевую зону 14 протягивания и правки, а также проверки, и сматыватель 15.
[0024] Первый разматыватель 1 и второй разматыватель 2 могут разматывать полосовую сталь с толщиной от 1 мм до 8 мм, при этом головные части и хвостовые части сваривают сварочным аппаратом 3, при этом хорошее качество сварного шва обеспечивают применением лазерного сварочного аппарата, и полосовая сталь может непосредственно быть прокатана на непрерывном прокатном стане. Входной петлевой накопитель 4 участка травления горячекатаной полосы полностью заполнен во время нормального производства и опустошается во время сварки полосовой стали для обеспечения непрерывной обработки полосовой стали в секции 5 травления черных рулонов. В секции 5 травления черных рулонов применяют травление серной кислотой и способ травления смесью кислот HF-HNO3, при этом при травлении серной кислотой применены секции травильной ванны с первой по третью, система циркуляции расположена отдельно, и концентрация серной кислоты постепенно уменьшается. В секции со смесью кислот применены секции травильных ванн со второй по четвертую, система циркуляции расположена отдельно, и концентрация травильной смеси кислот последовательно уменьшается.
[0025] На передней части секции 5 травления черных рулонов расположено оборудование для механического удаления окалины, такое как оборудование для ломки окалины посредством протягивания и правки или оборудование для дробеструйной обработки, для удаления большей части окалины и уменьшения расхода кислоты для травления. Или же черные рулоны можно травить непосредственно без размещения оборудования для механического удаления окалины, такого как оборудование для ломки окалины посредством протягивания и правки и оборудование для дробеструйной обработки, тогда скорость травления должна быть уменьшена или длина травильной ванны должна быть увеличена. Между секцией 5 травления черных рулонов и непрерывным прокатным станом 7 расположен входной петлевой накопитель 6 прокатного стана для обеспечения возможности выполнения непрерывной обработки полосовой стали в секции 5 травления черных рулонов во время смены рулона на непрерывном прокатном стане 7. Непрерывный прокатный стан 7 может быть выполнен в виде прокатного стана с тремя или больше клетями согласно требованиям в отношении сырьевого материала и техническим характеристикам продукции, и прокатанную полосовую сталь очищают посредством секции 8 очистки для удаления с поверхности эмульсии или жирового загрязнения после прокатки. Остаточные жировые вещества на поверхности прокатанной полосовой стали должны быть счищены в секции 8 очистки для улучшения качества поверхности готовой продукции, и в секции 8 очистки применяют щелочной раствор для очистки или горячую воду под высоким давлением для промывания. Между секцией 8 очистки и печью 10 отжига холоднокатаных листов расположен выходной петлевой накопитель 9 прокатного стана для обеспечения того, что выполнение непрерывной обработки полосовой стали в печи 10 отжига холоднокатаных листов и секции 11 травления холоднокатаной полосы не будет останавливаться во время смены рулона на прокатном стане. В печи 10 отжига холоднокатаных листов применяют способ непосредственного нагрева, при этом на поверхности полосовой стали, подвергаемой тепловой обработке, образуется тонкий слой оксида, и его следует удалить посредством секции 11 травления холоднокатаной полосы. В секции 11 травления холоднокатаной полосы применяют электролиз солей в нейтральной среде и способ травления смесью кислот HF-HNO3, и при этом управляют состоянием поверхности полосовой стали посредством управления такими параметрами как ток, концентрация кислот и температура. Протравленная полосовая сталь поступает в дрессировочный стан 13 и петлевую зону 14 протягивания и правки, а также проверки, для выполнения обработки в отношении формы и поверхности через выходной петлевой накопитель 12 участка травления холоднокатаной полосы, так что поставляемая полосовая сталь отвечает требованию к обработке поверхности 2B/2D. Между секцией 11 травления холоднокатаной полосы и дрессировочным станом 13 расположен выходной петлевой накопитель 12 участка травления холоднокатаной полосы для обеспечения возможности выполнения непрерывной обработки полосовой стали в печи 10 отжига холоднокатаных листов и секции 11 травления холоднокатаной полосы во время остановки после завершения цикла обработки. В конце полосовая сталь сматывается в рулоны сматывателем 15.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ПОЛОС | 2003 |
|
RU2350415C2 |
| СПОСОБ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ХОЛОДНОКАТАНОГО ПЛОСКОГО ИЗДЕЛИЯ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2011 |
|
RU2562599C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 1999 |
|
RU2164248C2 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОКАТНОГО СТАНА | 1999 |
|
RU2221655C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 2004 |
|
RU2255990C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2006 |
|
RU2314885C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ОЦИНКОВАННОГО АВТОЛИСТА | 2007 |
|
RU2354466C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2487176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ СТАЛЬНЫХ ЛЕНТ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2138341C1 |
Настоящее изобретение относится к системе и способу непрерывного производства холоднокатаных листов нержавеющей стали. Система непрерывного производства холоднокатаных листов нержавеющей стали по меньшей мере содержит установку травления черных рулонов, установку прокатки белых рулонов нержавеющей стали и установку отжига и травления. Установка травления черных рулонов, установка прокатки белых рулонов нержавеющей стали и установка отжига и травления последовательно соединены с получением установки непрерывного действия. Установки для выполнения нескольких процедур, таких как травление черных рулонов, прокатка белых рулонов нержавеющей стали, а также отжиг и травление, объединены в установку непрерывного действия для непосредственного получения продукции с обработкой 2B/2D. В результате обеспечивается увеличение выхода и уменьшение общей занимаемой промышленной площади. 2 н. и 7 з.п. ф-лы, 1 ил.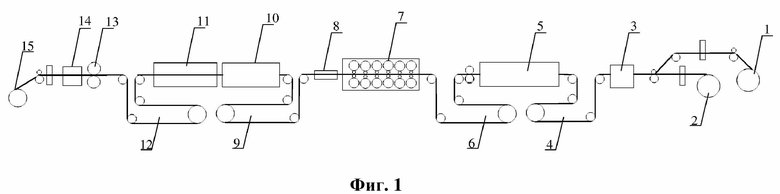
1. Система непрерывного производства холоднокатаных листов нержавеющей стали, содержащая по меньшей мере установку травления черных рулонов, установку прокатки белых рулонов нержавеющей стали и установку отжига и травления, при этом установка травления черных рулонов, установка прокатки белых рулонов нержавеющей стали и установка отжига и травления последовательно соединены с получением установки непрерывного действия, отличающаяся тем, что установка травления черных рулонов содержит секцию травления черных рулонов, два разматывателя, сварочный аппарат и входной петлевой накопитель участка травления горячекатаной полосы, при этом два разматывателя расположены параллельно, и головные части размотанных рулонов стали размещены вплотную к переднему концу сварочного аппарата, при этом головные части рулонов стали, сваренных сварочным аппаратом, размещены вплотную к входному петлевому накопителю участка травления горячекатаной полосы, и входной петлевой накопитель участка травления горячекатаной полосы размещен вплотную к секции травления черных рулонов, причем секция травления черных рулонов по меньшей мере содержит травильную ванну, способную вмещать травильный раствор, при этом между установкой прокатки белых рулонов нержавеющей стали и установкой травления черных рулонов расположен входной петлевой накопитель прокатного стана, и выход установки прокатки белых рулонов нержавеющей стали последовательно снабжен секцией очистки и выходным петлевым накопителем прокатного стана.
2. Система по п. 1, отличающаяся тем, что на хвостовой части установки непрерывного действия установлен сматыватель для обратного сматывания размотанных рулонов стали.
3. Система по п. 1, отличающаяся тем, что установка отжига и травления содержит печь отжига холоднокатаных листов и секцию травления холоднокатаной полосы, которые вплотную следуют друг за другом последовательно, печь отжига холоднокатаных листов размещена вплотную к выходному петлевому накопителю прокатного стана установки прокатки белых рулонов нержавеющей стали, и секция травления холоднокатаной полосы размещена вплотную к выходному петлевому накопителю участка травления холоднокатаной полосы.
4. Система по п. 1, отличающаяся тем, что она содержит дрессировочный прокатный стан и петлевую зону протягивания, правки и проверки, расположенные последовательно после установки отжига и травления с образованием установки непрерывного действия.
5. Система по п. 1, отличающаяся тем, что в секции травления черных рулонов применяют травление серной кислотой и способ травления смесью кислот HF-HNO3, при этом при травлении серной кислотой применяют секции травильной ванны с первой по третью, система циркуляции расположена отдельно, и концентрация серной кислоты постепенно уменьшается, и в секции со смесью кислот применены секции травильной ванны со второй по четвертую, система циркуляции расположена отдельно и концентрация травильной смеси кислот уменьшается постепенно.
6. Система по п. 1, отличающаяся тем, что в качестве сварочного аппарата применен лазерный сварочный аппарат, удовлетворяющий требованию к прямым сварным швам при прокатке, оборудование для механического удаления окалины, такое как оборудование для ломки окалины посредством протягивания и правки или оборудование для дробеструйной обработки, расположено в передней части секции травления черных рулонов, при этом в непрерывном прокатном стане в установке прокатки белых рулонов нержавеющей стали применено несколько клетей для комбинированной прокатки, и для прокатки смонтированы три или больше клетей.
7. Система по п. 4, отличающаяся тем, что в качестве дрессировочного прокатного стана может быть применен двухвалковый или четырехвалковый дрессировочный прокатный стан, и дрессировочный прокатный стан снабжен двойными клетями или одной клетью.
8. Система по п. 3, отличающаяся тем, что в секции травления холоднокатаной полосы применяют электролиз солей в нейтральной среде и способ травления смесью кислот HF-HNO3 или электролиз солей в нейтральной среде и способ травления другими отличными от HNO3 неорганическими кислотами.
9. Способ непрерывного производства холоднокатаных листов нержавеющей стали, применяющий систему непрерывного производства холоднокатаных листов нержавеющей стали по любому из пп. 1-8, характеризующийся тем, что горячекатаные черные рулоны нержавеющей стали, служащие сырьевым материалом, непосредственно подают на вход установки травления черных рулонов установки непрерывного действия, и когда первые белые рулоны стали, полученные посредством отжига и травления горячекатаных черных рулонов нержавеющей стали, используют как сырьевой материал, первые белые рулоны стали непосредственно становятся продукцией из нержавеющей стали с обработкой 2B/2D после последовательного прохождения через установку прокатки белых рулонов нержавеющей стали и установку отжига и травления и после подвергания дрессировке и обработке протягиванием и правкой.
| CN 101328565 A, 24.12.2008 | |||
| CN 101148471 A, 26.03.2008 | |||
| НЕРЖАВЕЮЩАЯ СТАЛЬ, ОБЛАДАЮЩАЯ ХОРОШИМИ ПРОВОДИМОСТЬЮ И ПЛАСТИЧНОСТЬЮ, ДЛЯ ПРИМЕНЕНИЯ В ТОПЛИВНОМ ЭЛЕМЕНТЕ, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2010 |
|
RU2518832C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1996 |
|
RU2128717C1 |

