Изобретение относится к области черной металлургии и может быть использовано в прокатных цехах металлургических заводов, а именно в линиях для охлаждения рулонной полосы после отжига в колпаковой печи.
Известна линия для охлаждения рулонной полосы, содержащая установленные в технологической последовательности отжиговую колпаковую печь с установкой ускоренного охлаждения, секцию окончательного охлаждения рулонов в виде специального участка окончательного охлаждения, механизм размотки рулонов и дрессировочный стан (В. Н. Аптерман, Е.Г. Двейрин, В.М. Тымчак. Колпаковые печи. - Металлургия, 1965, с. 165-183).
Процесс охлаждения после отжига в колпаковых печах является длительной операцией, т. к. продолжительность операции охлаждения рулонов в секции окончательного охлаждения перед дрессировкой для достижения температуры 40oС занимает от 40 до 60 ч. Это приводит к увеличению производственных площадей перед дрессировкой.
Наиболее близким аналогом заявляемого изобретения является линия для охлаждения холоднокатаной рулонной полосы после отжига в колпаковых печах, содержащая установленные в технологической последовательности механизм размотки рулонов, секцию окончательного охлаждения рулонной полосы в виде петлевой ямы со спрейерами и расположенным над петлевой ямой подъемным столом, тянущие ролики, дрессировочный стан и моталку (а.с. СССР 827568, кл. C 21 D 9/48, С 21 D 1/84, опубл. 07.05.81).
Признаки ближайшего аналога, совпадающие с существенными признаками заявляемого изобретения: установленные в технологической последовательности механизм размотки рулонов, секция окончательного охлаждения, тянущие ролики, дрессировочный стан и моталка.
Известное устройство не обеспечивает получение требуемого технического результата по следующим причинам.
Секция окончательного охлаждения рулонной полосы со спрейерами не обеспечивает равномерности охлаждения по толщине, ширине и длине полосы из-за локальной подачи охладителя на поверхность металла, что приводит к температурным перепадам и, как следствие, к значительной поводке и короблению металла (волнистости и коробоватости полосы). При последующей дрессировке наличие дефектов не позволяет выдержать необходимую величину обжатия, предупредить появление линий сдвига, что в свою очередь даже после правки на роликовых и растяжных правильных машинах не обеспечивает требуемое высокое качество, предъявляемое к плоскостности полосы. Низкая величина удельного теплосъема приводит к низкой скорости охлаждения (10-50oС/с), увеличивает длительность охлаждения и требует значительных производственных площадей. Охладитель имеет прямой контакт с поверхностью металла и выступает как дополнительная смазка при дрессировке, что отрицательно сказывается на состоянии поверхности валков дрессировочного стана и приводит к появлению поверхностных дефектов из-за их окисления, приводящему к ухудшению чистоты поверхности металла после дрессировки, а попадание влаги в рулоны к дальнейшей коррозии металла на складе. Неравномерное охлаждение полосы приводит к неравномерным обжатиям холоднокатаного метала, что приводит к неодинаковым вытяжным характеристикам отдельных участков полосы.
В основу изобретения поставлена задача усовершенствования линии для охлаждения рулонной полосы после отжига, в котором за счет повышения величины удельного теплосъема обеспечивается повышение скорости и равномерности охлаждения полосы и стабильность температурно-деформационного режима дрессировочного стана при уменьшении производственных площадей.
Поставленная задача решается тем, что в линии для охлаждения рулонной полосы после отжига, содержащей установленные в технологической последовательности механизм размотки рулонов, секцию окончательного охлаждения, тянущие ролики, дрессировочный стан и моталку, по изобретению секция окончательного охлаждения выполнена в виде установленных с возможностью взаимного вертикального перемещения нижней и верхней пары водоохлаждаемых роликов и с возможностью перемещения роликов каждой пары вдоль продольной оси секции.
На чертеже представлена общая схема предлагаемой линии для охлаждения рулонной полосы после отжига.
Линия для охлаждения рулонной полосы размещена в технологической последовательности после колпаковой печи 1 и секции 2 охлаждения рулонов. Линия содержит установленные в технологической последовательности механизм 3 размотки рулонов, секцию окончательного охлаждения, поддерживающие ролики 4, тянущие ролики 5, дрессировочный стан 6 и моталку 7. Секция окончательного охлаждения выполнена в виде установленных с возможностью взаимного вертикального перемещения нижней и верхней пары водоохлаждаемых роликов 8 и с возможностью перемещения роликов каждой пары вдоль продольной оси секции. Бочки водоохлаждаемых роликов 8 выполнены из материала с заданной теплоемкостью, обеспечивающего заданный теплосъем с элементарного линейного участка поверхности бочки водоохлаждаемого ролика, что позволяет вести процесс охлаждения полосы в стационарном режиме. Установка верхней и нижней пар водоохлаждаемых роликов с возможностью перемещения роликов каждой пары вдоль продольной оси секции позволяет производить регулировку теплосъема в зависимости от скорости задачи полосы на дрессировку за счет изменения площади контакта полосы с поверхностью бочки водоохлаждаемых роликов, т.е. изменения охвата водоохлаждаемой поверхности ролика полосой, обеспечивая заданную скорость охлаждения, равномерность охлаждения полосы по ширине, длине и сечению.
Взаимное вертикальное перемещение нижней и верхней пары водоохлаждаемых роликов 8 и возможность перемещения роликов каждой пары вдоль продольной оси секции позволяет компенсировать возникающие термические напряжения при охлаждении полосы по длине и ширине, стабилизировать геометрию полосы, тем самым обеспечивая надежный контакт охлаждающей и охлаждаемой поверхностей.
Линия для охлаждения рулонной полосы работает следующим образом.
После отжига в колпаковой печи 1 рулоны полосы передаются краном в секцию 2 охлаждения рулонов, где они подстуживаются до температуры около 100oС. Далее рулоны подаются к механизму 3 размотки рулонов, насаживаются на него и передний конец полосы задается в тянущие ролики 5 головной части секции окончательного охлаждения. Затем в работу включается секция окончательного охлаждения и полоса с помощью поддерживающих роликов 4 и внутренних тянущих роликов 5 протягивается в межроликовом пространстве осевой части секции окончательного охлаждения к тянущим роликам 5 дрессировочного стана 6, передний конец полосы проходит через клети стана и фиксируется на моталке 7. После фиксации полосы в секции окончательного охлаждения включается в работу механизм огибания полосы (на чертеже не показан) о водоохлаждаемые ролики 8. Происходит взаимное вертикальное перемещение верхней и нижней пар водоохлаждаемых роликов 8 (нижней пары вверх, а верхней пары вниз) до тех пор, пока верхняя поверхность верхней пары водоохлаждаемых роликов и нижняя поверхность нижней пары водоохлаждаемых роликов не пересекут продольную осевую линию секции окончательного охлаждения. Затем происходит взаимное сближение водоохлаждаемых роликов 8 каждой пары в горизонтальном направлении до тех пор, пока расстояние между поверхностями водоохлаждаемых роликов не станет равным 50 мм. При этом увеличивается поверхность контакта полосы с водоохлаждаемыми роликами 8, что повышает величину удельного теплосъема, обеспечивая повышение скорости и равномерности охлаждения полосы. Водоохлаждаемые ролики 8 способны охладить полосу со скоростью от 300oС/с (для полосы толщиной 1-3 мм) и до 400oС/с (для полосы менее 1 мм). Время охлаждения полосы от 100 до 40oС толщиной 1-3 мм составляет 0,2 с, а полосы менее 1 мм - 0,15 с, что обеспечивает подачу полосы в дрессировочнй стан с температурой не более 40oС. Полоса, охлаждаясь с помощью водоохлаждаемых роликов 8, задается в процесс дрессировки с температурой не более 40oС, что исключает действие механизма деформационного старения при дрессировке при повышенных температурах и стабильность температурно-деформационного режима дрессировочного стана при значительном снижении общего времени производства полосовой стали и сокращении производственных площадей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛКИ НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2209253C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС | 2005 |
|
RU2296018C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПОЛОСОВОГО ПРОКАТА ДЛЯ ТРУБНОГО ШТРИПСА | 2002 |
|
RU2203964C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕМПОМ ПРОКАТКИ НА СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2001 |
|
RU2191649C1 |
| Способ производства проката | 2016 |
|
RU2655398C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ КОМПОНЕНТОВ ПРИ ПРЯМОМ ЛЕГИРОВАНИИ СТАЛИ | 2005 |
|
RU2279484C1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРОКАТКИ | 2000 |
|
RU2177847C1 |
| Способ производства стального проката | 2020 |
|
RU2724217C1 |
Линия для охлаждения рулонной полосы после отжига в печи относится к области черной металлургии и может быть использована в прокатных цехах металлургических заводов. Линия для охлаждения рулонной полосы содержит установленные в технологической последовательности механизм размотки рулонов, секцию окончательного охлаждения, выполненную в виде установленных с возможностью взаимного вертикального перемещения нижней и верхней пар водоохлаждаемых роликов и с возможностью перемещения роликов каждой пары вдоль продольной оси секции, тянущие ролики, дрессировочный стан и моталку. Технический результат - повышение скорости и равномерности охлаждения полосы и стабильность температурно-деформационного режима дрессировочного стана при уменьшении производственных площадей за счет повышения величины удельного теплосъема. 1 ил.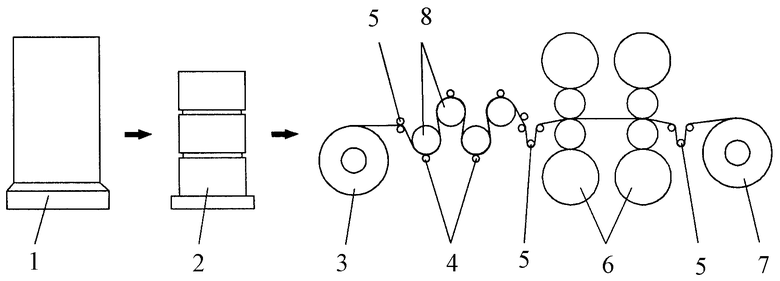
Линия для охлаждения рулонной полосы после отжига, содержащая установленные в технологической последовательности механизм размотки рулонов, секцию окончательного охлаждения, тянущие ролики, дрессировочный стан и моталку, отличающаяся тем, что секция окончательного охлаждения выполнена в виде установленных с возможностью взаимного вертикального перемещения нижней и верхней пар водоохлаждаемых роликов и с возможностью перемещения роликов каждой пары вдоль продольной оси секции.
| Способ охлаждения холоднокатанойРулОННОй СТАли пОСлЕ ОТжигА | 1978 |
|
SU827568A1 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 1993 |
|
RU2120482C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1996 |
|
RU2128717C1 |
| JP 60169524, 24.02.1987 | |||
| ПРЕДОХРАНИТЕЛЬНОЕ ПРОТИВ ПЕРЕГРУЗКИ УСТРОЙСТВО | 0 |
|
SU306076A1 |
| УСТРОЙСТВО ПОДАВЛЕНИЯ ПОМЕХ ДЛЯ ПРИЕМНИКОВ ЗЕМНЫХ СТАНЦИЙ СПУТНИКОВЫХ СИСТЕМ СВЯЗИ С МНОГОСТАНЦИОННЫМ ДОСТУПОМ | 1999 |
|
RU2166233C1 |
| ТЕПЛОВАЯ БАТАРЕЯ | 1996 |
|
RU2133528C1 |
| JP 62136526, 19.06.1987 | |||
| JP 602551931, 17.12.1985 | |||
| АПТЕРМАН В.Н | |||
| и др | |||
| Колпаковые печи | |||
| - М.: Металлургия, 1965, с.165-183. | |||

