(54) ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ТРУБ
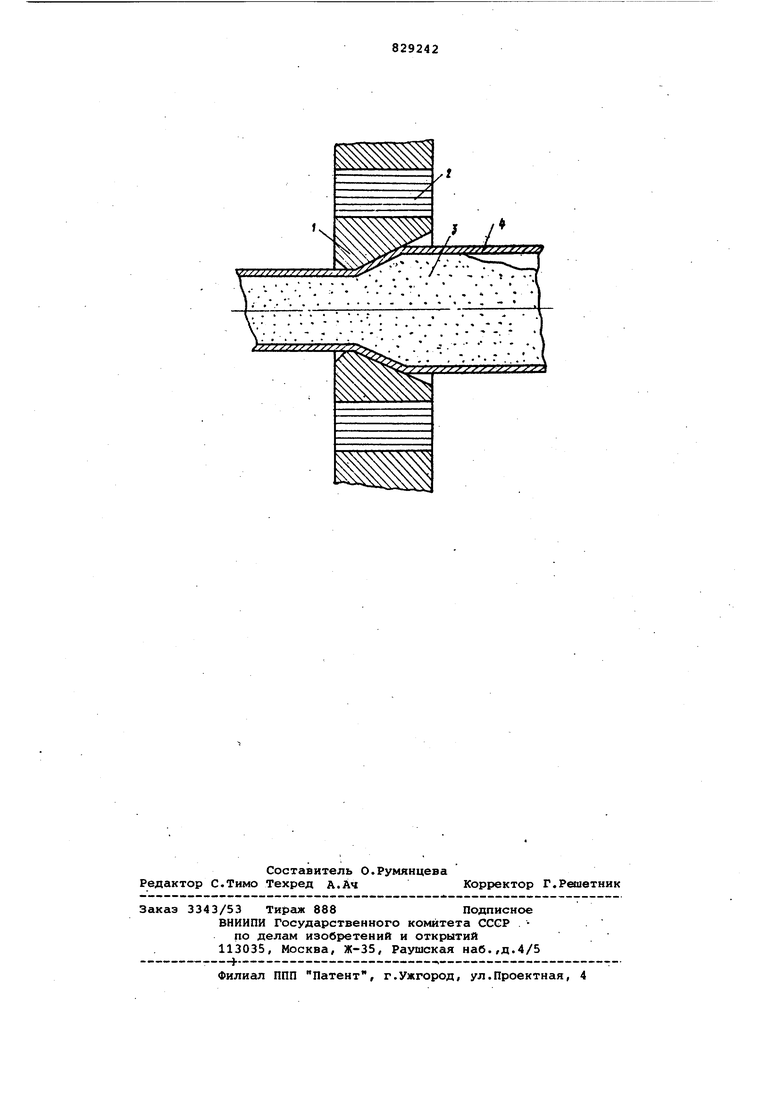
Изменяя напряженность магнитного поля электромагнита 2 изменяют вязкость магнитной жидкости (оправки) 3, т.е. твердость монолита. После выхода из зоны действия магнитного поля (из рабочего канала волоки 1) вязкость магнитной жидкости (оправки) 3 снижается до исходной величины, т.е. монолит вновь превращается в жидкость, обладающую текучестью. Таким образом, исключается необходимость операции по извлечению оправки 3 после одновременного ее деформирования вместе с трубой 4, так как магнитная жидкость при этом имеет возможность самостоятельно вытекать из внутренней полости протянутой трубы
Процесс волочения в предлагаемом инструменте осуществляют преимущественно без обжатия стенки трубы.
Магнитная жидкость (дисперсная ферромагнитная система) может быть получена, например, методом механического диспергирования. При этом исходная вязкость ее подбирается в . зависимости от концентрации дисперсной фазы.Вязкость (твердость) дисперсной ферромагнитной системы (монолита) в зоне действия магнитного поля (в рабочем канале волоки 1) можно повышать или понижать соответственно повышая или понижая исходную вязкость системы и напряженность магнитного поля. В зависимости от твердости монолита в зоне действия магнитного поля подбирают величину деформации трубы 4 при волочении в предлагаемой инструменте. Эта величина деформации значительно выше величины деформации такой же трубы при безоправочном волочении, что положительно скажется прежде всего при волочении тонкостенных и особотонкостенных труб, поперечная устойчивость которых очень низка.
Возможность осуществления волочения тонкостенных и особотонкостенных
труб с повышенными деформациями обес .печивается наличием деформируемой оправки 3. внутри трубы 4, препятствующей потере поперечной устойчивости (прогибания стенки внутрь) трубы в процессе волочения.iтакая возможност справадлнва как для круглых гак и для фасонных тонкостенных и особотонкостенных труб.
Следовательно, применение предлагаемого инструмента при волочении труб позволяет повысить производительность прежде всего за счет наличия повьлйенных деформаций, а также качество за счет предотвращения прогибания стенки (утяжки), например, фасонной трубы внутрь.
Кроме того, по сравнению с применением деформируемого в процессе волочения стержня предлагаемый инструмент позволяет исключить предшествующую .волочению операцию подготовки внутренней поверхности (нанесение смазок, покрытий и т.д.), а также трудоемкую операцию по извлечению деформированного вместе с трубой стержня, что в итоге направлено также на повышение производительности изготовления труб волочением.
Формула изобретения
Инструмент для волочения труб, включающий волоку и подвижную оправку, отличающийся тем, что с целью исключения операции извлечени оправки из трубы и сокращения парка оправок при изготовлении труб, волока снабжена электромагнитом, а оправка выполнена в виде дисперсной ферромагнитной системы (магнитной жидкости) .
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 351612, кл. В 21 С 1/24, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для волочения труб | 1991 |
|
SU1793980A3 |
| Способ волочения труб | 1991 |
|
SU1784324A1 |
| Стан для волочения труб на оправке | 1989 |
|
SU1694275A1 |
| Способ изготовления захватки под тянущий механизм для протягивания через волоку труб | 1990 |
|
SU1731333A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391163C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391162C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2378066C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2378067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391161C2 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |