Изобретение относится к металлургии и может быть использовано при изготовлении холоднотянутых труб, преимущественно тонкостенных и особотонкостенных.
Известен способ заковки захваток на трубных заготовках с помощью ротационно- ковочной машины бойками, расположенными в рабочей головке, в которой механизм обжатия вращается, контактируя с роликами неподвижного кольца.
Известна заковка с помощью радиаль- но-ковочной машины бойками с кантовкой трубной заготовки в паузах между ударами.
Известны также способы запрессовки захваток с помощью гидравлического пресса с одновременным давлением нескольких пуансонов, закрепленных на штоках гидроцилиндров.
Недостатком указанных способов является то. что заковка (запрессовка) захваток на тонкостенных трубах при отношении толщины стенки к диаметру меньше 0.06 сопровождается образованием на захватках продольных складок. Волочение трубных заготовок с такими захватками приводит к появлению продольных складок (ужимов) на готовых трубах.
Для подготовки захваток на тонкостенных трубах известен способ закатки вращающимися роликами, которые перемещаются по копирам и за счет этого сводятся к центру. Этот способ позволяет избежать образования продольных складок на захватках, а также получить плавную форму перехода от трубы к захватке. При этом внутренняя поверхность захватки либо формируется свободно, либо обжимается на оправке.
В первом случае толщина стенки захватки мало изменяется по сравнению с исходной толщиной стенки трубы-заготовки. В то же время, площадь поперечного сечения захватки оказывается меньше, чем у протягиваемой трубы, поскольку захватка имеет
VJ
СО
со со со
меньший диаметр. В результате при волочении на захватку действует большее по сравнению с трубой растягивающее напряжение, равное отношению усилия волочения к площади поперечного сечения. При высоких напряжениях волочения, близких к пределу текучески протягиваемого металла, что характерно для волочения тонкостенных и особотонкостенных труб, это обстоятельство обусловливает повышенную обрывность захваток. Дополнительным фактором, приводящим к росту обрывности, является наличие концентраторов напряжений в виде морщин на внутренней поверхности, что является неизбежным при свободном (без оправки) ее формировании в ходе обжатия.
Во втором случае за счет использования закатки на оправке морщины на внутренней поверхности не появляются. Однако при этом происходит утонение толщины стенки в захватке, что также дополнительно увеличивает растягивающее напряжение в захватке при волочении и способствует росту обрывности,
Известен способ заковки захватки на кувшинчик -полый конец трубы специальной формы, необходимой для волочения на длинной оправке с захватом за специальный хвостовик оправки.
Несмотря на отсутствие складок полностью устранить повышенную обрывность захватки этот способ не может, так как обжатие осуществляется на специальной оправке и сопровождается утонением толщины стенки заготовки в захватке.
Известно, что во избежание обрывов по захватке, забитой на кувшинчик, при волочении на длинной оправке капиллярных труб применяется одновременный зажим и за конец длинной оправки, и за захватку на трубе.
Известен способ волочения труб, предусматривающий изготовление U-образ- ной захватки, частичное введение ее внутрь трубной заготовки и последующее соединение сваркой. Известно также использование в качестве захватки переднего конца из более дешевого материала, чем материал трубы. Известен способ подготовки к воло- чению захваток на трубах большого диаметра (более 250 мм), в котором передний конец трубной заготовки подготавливается вырезкой секторов (ласок) по образующей поверхности конца трубы с последующими отгибкой их на коническую пробку и обжатием снаружи кольцом для надежного удержания трубы на пробке.
Указанные способы непригодны для изготовления захваток на тонкостенных и особотонкостенных трубах, так как не обеспечивают надежного соединения (механического или сваркой) захватки с тонкостенной трубной заготовкой. Волочение подготовленных таким образом труб приводит к обрывам захватки.
Известен способ изготовления захватки под тянущий механизм для протягивания через волоку профильных труб, включающий введение сплошного или полого прутка в передний конец трубной заготовки, редуцирование переднего конца до соприкосновения его внутренней поверхности с поверхностью прутка и совместное обжатие переднего конца и прутка до получения размера захватки, меньшего размера калибрующей части волоки.
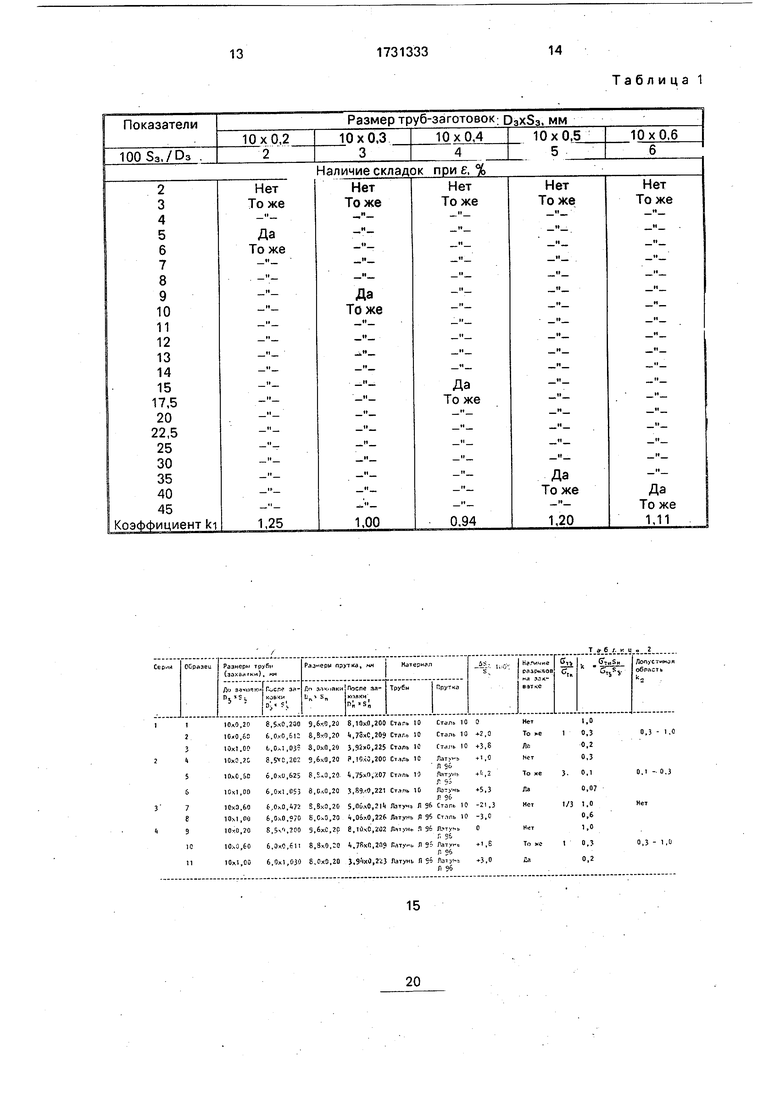
Недостаток известного способа состоит в том, что при отсутствии регламентации размеров (диаметра и толщины стенки) прутка, а также материала, из которого он изготовлен, способ не обеспечивает высокого качества при изготовлении тонкостенных и особотонкостенных круглых труб. При редуцировании тонкостенной трубы до соприкосновения ее внутренней поверхности с поверхностью прутка на захватке могут возникать продольные складки, причем образование складок происходит тем интенсивней, чем более тонкостенная заготовка и чем большая достигнута степень деформации редуцирования. Например, при подготовке захватки на трубах 10 х 0,2 мм складки возникают при степени деформации е 5% (табл.1).
При совместном обжатии переднего конца трубной заготовки и прутка, который обжимается по диаметру на 0,1-0,5 мм, возможно утонение исходной толщины стенки заготовки. Утонение стенки приводит к увеличению растягивающих напряжений, действующих в захватке во время последующего волочения, и, как следствие, к росту обрывности труб по захватке. Например, утонение толщины стенки захватки (табл,2) наблюдается при любой величине обжатия прутка, если пруток изготовлен из материала с большим пределом текучести по сравнению с материалом трубы (т.е. при
W о™ 1)Полый пруток играет двоякую функцию. На передней части длины прутка осуществляется забивка захватки, длина этой части равна длине формируемой захватки. Кроме того, оставшаяся часть длины прутка используется для размещения на нем самоустанавливающейся оправки, длина этой части прутка равна длине протянутой трубы за вычетом длины захватки. Однако в этом
случае при волочении через волоку пропускается часть прутка, не обжатая вместе с захваткой при ее забивке. Как следствие, при пропускании через волоку этого участка происходит дополнительное обжатие по стенке трубы между волокой и исходным недеформированным прутком. Дополнительное обжатие сопровождается локальным увеличением Напряжения волочения, что для тонкостенных и особотонкостенных труб становится причиной повышенной обрывности переднего конца.
Цель изобретения - повышение качества поверхности за счет исключения образования складок и увеличение производительности за счет исключения обрывов захватки при протягивании.
Длину полого прутка, вводимого в передний конец заготовки, назначают равной длине захватки, а диаметр и толщину стенки полого прутка назначают равными соответственно
Dn (5з/03)2 -253;
Sn 0,3 S3 ( (W Отп) при Огз/ CFrn 1,
где-D3.и S3 - диаметр и толщина стенки трубной заготовки;
Отз и а™ - пределы текучести материалов трубной заготовки и полого прутка.
Сущность изобретения состоит в следующем.
При волочении тонкостенных (Sa/D3 0,02-0,05) и особотонкостенных (33/0з 0,02) труб на их внутренней поверхности наблюдается возникновение ужимов, распространяющихся преимущественно от продольных складок, которые образуются за счет потери устойчивости поперечного профиля трубы при заковке захватки. Если при заковке захватки не превышена критическая деформация и на захватке не возникает продольных складок, то за счет этого увеличивается устойчивость поперечного профиля, что позволяет избежать образования ужимов на готовых трубах. Степень деформации редуцирования заковываемого переднего конца трубной заготовки до соприкосновения его внутренней поверхности с поверхностью полого прутка назначают, определяя диаметр полого прутка.
Указанная формула для расчета диаметра полого прутка учитывает закономерности потери устойчивости поперечного профиля трубы при редуцировании (в виде квадратичной зависимости от относительной толстостенности трубной заготовки), а также включает экспериментально найденный коэффициент ki 100 90. Опыты показали, что выбор диаметра полого прутка в соответствии с указанным соотношением обеспечивает получение захваток без образования продольных складок.
Регламентация формулы для определения толщины стенки полого прутка, вводимого внутрь трубной заготовки, позволяет избежать при совместном обжатии захватки
0 и полого прутка недопустимых ситуаций. При совместном обжатии недопустимо утонение стенки трубы в захватке, что уменьшает площадь ее поперечного сечения и приводит к обрывам захватки при волоче5 нии. При совместном обжатии захватки и полого прутка на поверхности тонкостенной захватки могут возникать сквозные поперечные надрывы за счет преимущественной вытяжки прутка по сравнению с захваткой
0 при схватывании их поверхностей, что также недопустимо. Предлагаемая формула содержит экспериментально найденный коэффициент К2 0,3, учитывающий оба указанных ограничения. Входящее в формулу
5 дополнительное условие, ограничивающее
допустимую область соотношений между
пределами текучести материалов захватки и
полого прутка Отэ/ о™ 1, связано с необ. ходимостью выполнения первого из указан0 ных ограничений, а именно при его невыполнении происходит утонение толщины стенки захватки при любом соотношении между толщинами стенки захватки и полого прутка. Эксперименты подтвержда5 ют правильность выбранной формулы для определения толщины стенки полого прутка.
Ограничение длины полого прутка связано с тем, что при использовании длины
0 прутка больше, чем длина захватки, за счет дополнительного обжатия при волочении стенки трубы между волокой и недеформированной в захватке частью прутка происходит локальное увеличение напряжения
5 волочения. В результате этого для тонкостенных и особотонкостенных труб наблюдается повышенная обрывность переднего конца. Длина полого прутка не может быть назначена и меньше длины захватки, так как
0 в этом случае на части длины захватки при забивке возникают продольные складки, При последующем волочении труб от этих складок распространяются ужимы.
Использованы известные технологиче5 ские приемы: введение в передний конец трубной заготовки полого прутка, редуцирование переднего конца трубной заготовки до соприкосновения его внутренней поверхности с поверхностью полого прутка и совместное обжатие захватки и полого прутка
до получения диаметра захватки, меньшего диаметра калибрующей части волоки. Отличительными признаками изобретения являются условия, обеспечивающие возможность протекания действий, составляющих способ, а именно регламентация длины, толщины стенки и диаметра вводимого в захватку полого прутка. Эти условия обеспечивают повышение качества труб. Таким образом, обеспечивается возможность волочения тонкостенных и особотон- костенных труб повышенного качества в результате исключения образования продольных складок и обрывов захваток при волочении.
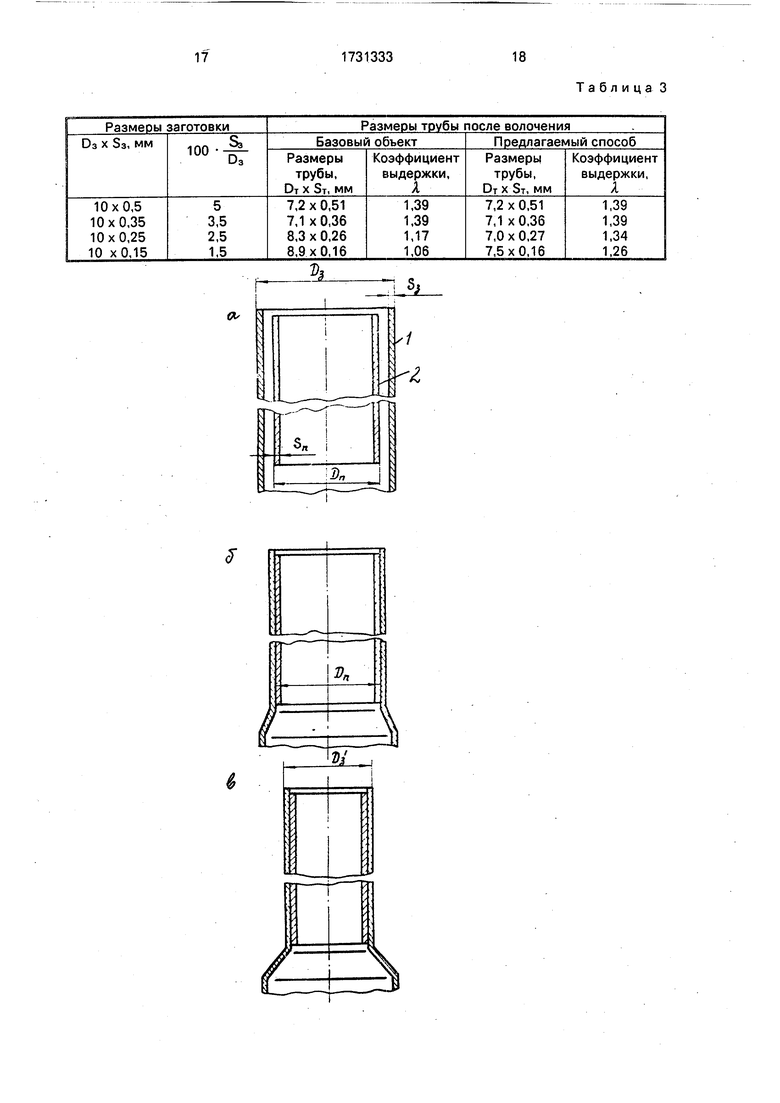
На чертеже показана последовательность операций по подготовке захватки с соответствующими размерами: а - после ввода полого прутка в передний конец трубной заготовки; б - после редуцирования переднего конца до соприкосновения его внутренней поверхности с поверхностью полого прутка; в - после совместного обжатия захватки и полого прутка и получения захватки конечного диаметра.
На чертеже показана трубная заготовка 1 (захватка), полый пруток 2, S3, D3 и Sn, Dn - толщина стенки и диаметр соответственно трубной заготовки и полого прутка; D3 - диаметр готовой захватки.,
Способ осуществляют следующим образом.
Пусть необходимо подготовить захватку на трубе из стали 20 для безоправочного волочения по маршруту 10 х 0,40 - 7 х х 0,42 мм. Внутрь переднего конца трубы- заготовки вводят полый пруток длиной, равной длине захватки, например 40 мм. В качестве материала полого прутка выбирают материал с пределом текучести, не боль- шим, чем предел текучести материала захватки (трубы), т.е. Отз/ ovn 1.
Например, при получении труб из стали 20 ( Отз 260 МПа) в качестве материала полого прутка выбирают медный сплав Л68 ( ovn 104 МПа), Таким образом, Отз/ Отп 260/104 2,5 1. Толщину стенки полого прутка определяют по формуле Sn 0,3 S3 ((W 0 0,30 мм. Диаметр полого прутка рассчитывают по формуле Dn (5з/0з) 7,76мм.
После введения в передний конец трубной заготовки полого прутка осуществляют обжатие переднего конца до получения захватки с диаметром, меньшим диаметра калибрующей части волоки, например О 6,5 мм. Это обеспечивает в дальнейшем свободное введение захватки
в волоку перед волочением. Деформация обжатия состоит из двух стадий.
На первой стадии происходит редуцирование забиваемого переднего конца
трубной заготовки до соприкосновения его внутренней поверхности с поверхностью полого прутка. С учетом того, что степень деформации на первой стадии относительно невелика, в связи с чем можно пренебречь изменением толщины стенки захватки, степень деформации при редуцировании составляет е- (D3-2S3-Dn)/D3 100% 14,4%. При анализе данных табл.1 определена зависимость предельно возможной
степени деформации е, при которой не происходит потери устойчивости трубчатого профиля, от его относительной толстостен- ности S/D. Так для S3/D3 0,040 допустимая деформация не выше Ј- 0,9 (100 х
х0.040),4%.
На второй стадии имеет место плотное схватывание поверхностей захватки и введенного внутрь нее полого прутка, в связи с чем происходит совместное обжатие захватки и полого прутка до получения диаметра захватки, меньшего диаметра калибрующей части волоки и обеспечивающего свободное введение захватки в волоку перед волочением, а именно до диаметра
Оз 6,5 мм. Степень деформации на второй стадии составляет Ј2 (Dn + 2S3-D|)/(Dn + + 2S3) 100% 24,1 %. Эта деформация также не превышает предельно допустимую, которая для (S3 + Sn)/(Dn + 2S3) 0,082 составляете 69,5%.
Для выбора рациональных диаметра и толщины стенки полого прутка, вводимого в захватку, проводят серию экспериментов. На ротационно-ковочной машине забивают
концы труб из стали 10 и латуни Л96 (их пределы текучести различаются между собой примерно в три раза) с различной исходной толстостенностью (S3/D3 0,02-0,10). В первой серии экспериментов ставят
цель выявить предельные степени обжатия трубы при редуцировании, достижение которых приводит к образованию в захватке продольных складок. Аналогичные зависимости предельной степени обжатия ототносительной толстостенности трубы при безоправочной прокатке и при безоправоч- ном волочении известны. Однако эти процессы отличаются от забивки захватки рядом особенностей: наличием растягивающих продольных напряжений, меньшей дробностью деформации, условиями трения на контактной поверхности с инструментом и т.п. Поэтому известные зависимости не могут быть использованы для описания закономерностей потери устойчивости при забивке захватки.
Предельные обжатия при заковке стальных и латунных труб оказались близкими, т.е. отсутствует зависимость от предела текучести материала. На основе экспериментальных данных (табл.1) определяют, что зависимость предельной деформации бот относительной толстостенности S3/D3 является квадратичной
Ј ki(100S3/D3)2, %,
где 100- коэффициент, введенный в формулу для удобства характеристики тонкостенных и особотонкостенныхтруб;
ki - эмпирический коэффициент.
Чтобы избежать потери устойчивости захватки при забивке, этот коэффициент назначают меньше меньшего из эмпирических значений ki для труб всех размеров, но достаточным для того, чтобы существовал необходимый зазор для свободного введения полого прутка внутрь трубной заготовки, например ki 0,9. Величину степени обжатия трубы при редуцировании переднего конца трубной заготовки до соприкосновения его внутренней поверхности с поверхностью полого прутка определяют, назначая диаметр прутка
р -
D3 - 2S3 - Dn
D
100 % ,
откуда Dn (S3/D3). Опыты показали, что выбор диаметра полого прутка в соответствии с предлагаемым соотношением обеспечивает получение захваток без образования продольных складок.
Во второй серии экспериментов определяют рациональное соотношение толщин стенок и пределов текучести материалов захватки и вводимого внутрь нее полого прутка. Забивают концы труб с введенными внутрь и плотно соприкасающимися с их внутренней поверхностью полыми прутками. Толщины стенок и диаметры трубы (захватки) и прутка до и после заковки фиксируют в восьми равноудаленных по периметру точках на инструментальном микроскопе с последующим их усреднением (табл.2).
В том случае, если полый пруток изготовлен из материала с большим пределом текучести, чем у материала трубы ( Отз/ 0тл) 1, серия образцов 3), при заковке происходит утонение толщины стенки захватки (A S3/S3 0), что ведет к обрывам захватки
при последующем волочении. Таким образом, при подборе материала полого прутка необходимо выполнение условия 7m 1. Во всех остальных случаях существует
рациональный интервал изменения толщин стенки полого прутка.
При этом толщина стенки полого прутка Sn должна быть тем больше, чем меньше предел текучести его материала,
т.е. рациональное соотношение толщин стенок полого прутка и захватки обратно пропорционально соотношению пределов текучести их материалов с коэффициентом
Пропорциональности К2
Sn k2S3(OT3/Orn).
При значении коэффициента К2 меньше 0,3 (для серий образцов 1 и 4) и 0,1 (для
серии 2) на захватке возникают сквозные поперечные надрывы, связанные с преимущественной вытяжкой более мягкого или более тонкостенного прутка по сравнению с захваткой при плотном схватывании поверхностей прутка и захватки. Увеличение коэффициента k2 больше 1,0(для серий образцов 1 и 4) и 0,3 (для серии 2) также нецелесообразно, так как в этих случаях в процессе заковки происходит утонение
стенки трубы в захватке, что уменьшает площадь ее поперечного сечения и приводит к обрывам захватки при волочении.
Во всех сериях образцов допустимые интервалы изменения коэффициента пересекаются при значении К2 0,3. Таким образом, толщину стенки вводимого внутрь трубы полого прутка назначают из соотношения Sn 0,35э(&тз/ Отп), причемОРгз/
От 1. Эксперименты подтвердили правильность выбора этого соотношения, обеспечивающего получение захватки без утонения толщины ее стенки и без образования на ней поперечных надрывов.
Технико-экономическим преимущественно предлагаемого способа является возможность повысить качество тонкостенных и особотонкостенных труб за счет исключения образования продольных складок и обрывов захватки при волочении.
в качестве базового объекта выбран способ заковки с помощью ротационно-ко- вочной машины захваток для последующего безоправочного волочения круглых труб. В этом случае допустимые (из условия отсутствия обрывов захватки) коэффициенты вытяжки труб составляют Я 1,2-1,4 при условии отсутствия образования ужимов. При волочении тонкостенных и особотонкостенных труб предельный коэффициент вытяжки определяется не прочностью захватки, а отсутствием образования ужимов, причем наличие продольных складок на захватке: способствует появлению ужимов на готовой трубе. Известно, что для базового варианта подготовки захваток к безоправочному волочению ужимы возникают при волочении со степенью обжатия по диаметру
ЮО % 2,8 (
D3
ЮО)2.
При меньших обжатиях устойчивость профиля является переменной: на части труб ужимы возникают, на части - нет. С учетом обычного для техники 20%-го запаса на разброс в этой области переменной устойчивости имеем предельное условие отсутствия образования ужимов
Рз DT ,3 (-
Da
ЮО)2.
ИЛИ От 03 1-230(3з/0з) .
Коэффициент вытяжки при волочении рассчитывается по известной формуле
1 ( Рз - 33 ) 33
(DT-ST)ST
где D3, S3 и DT, ST - диаметр и толщина стенки трубы соответствен но до и после волочения.
При этом при безоправочном волочении толщина стенки трубы меняется мало, т.е. в прикидочных расчетах можно принять . С учетом указанных соотношений предельный коэффициент вытяжки, при котором не появляется ужимов, равен
Рз-S Dr-Sr
3
1 - (33/Рз)
1 - ( Зз/Оз ) - 230 ( S3/D3 f
Кроме того, предельный коэффициент вытяжки, определяемый прочностью захватки, равен Я2 1,2-1,4. Тогда предельно допустимый коэффициент вытяжки, учитывающий оба эти ограничения, равен наименьшему из двух найденных значений
А min{ AI ;Я2}.
Например, для трубы с исходными размерами 10 х 0,25 мм
А min{1,4;
1 -0,025
1 -230 0,0252 - 0,025
}
mln{1,4; 1,17} 1,17.
0
5
0
5
0
5
0
5
0
При уточненном расчете учитывается, что в результате безоправочного волочения стенка тонкостенной трубы утолщается на 0,01-0,02 мм. Для предлагаемого способа предельный коэффициент вытяжки определяется только прочностью захватки и равен AI Я2 1,2-1,4.
Соответствующие результаты расчетов представлены в табл.3.
Из табл.3 видно, что использование предлагаемого способа позволяет достичь больших коэффициентов вытяжки при высоком качестве труб.
Формула изобретения
Способ изготовления захватки под тянущий механизм для протягивания через волоку труб, преимущественно тонкостенных и особотонкостенных, включающий введение в передний конец трубной заготовки полого прутка, редуцирование переднего конца до соприкосновения его внутренней поверхности с поверхностью прутка и совместное обжатие переднего конца и прутка до получения диаметра захватки, меньшего диаметра калибрующей части волоки, отличающийся тем, что, с целью повышения качества поверхности за счет исключения образования складок и увеличения производительности за счет исключения обрывов захватки при протягивании, длину вводимого в передний конец заготовки полого прутка выбирают равной длине захватки, а диаметр и толщину полого прутка определяют соответственно из соотношений
Оп (3з/03)2 -23з;
Зп 0,33з(0тз/0гп),
где D3 и Зз диаметр и толщина стенки трубной заготовки, мм;
Отз/ От - пределы текучести материалов трубной заготовки и полого прутка, МПа.
Таблица 1
Таблица 3


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ волочения тонкостенных труб с внутренними продольными ребрами | 1988 |
|
SU1600892A1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ | 1992 |
|
RU2030941C1 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391162C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391163C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1994 |
|
RU2066577C1 |
| Способ волочения профильных тонкостенных труб | 1987 |
|
SU1454532A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230625C1 |
Сущность изобретения: введение в передний конец трубной заготовки полого прутка, редуцирование переднего конца до соприкосновения его внутренней поверхности с поверхностью прутка и совместное обжатие переднего конца и прутка до получения диаметра захватки, меньшего диаметра калибрующей части волоки. При этом длина прутка равна длине захватки, а диаметр и толщина соответственно связаны регламентированной зависимостью. 1 ил., 3 табл.
Tk
I
--ч С
| 0 |
|
SU153908A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
