I
Изобретение относигся к устройствам для обработки металлов давлением и может быть использовано для клеймения заготовок в горец.
Известно устройство для клеймения заготовок, содержащее ударный механизм, воздействующий на пойЬружиненные клейма, установленные в поворотном диске, а также механизм поворота указанного диска на заданный угол l J.
Недостатком этого устройства является то, что оно не предусматривает кпеймение мерных заготовок в торец в момент их отрезки от слигка.
Известно также устройство для клеймения, содержащее размещенные на траверсе направляющую ксретку, установленную с возможностью перемещения по направляющей, консольно закрепленное на каретке дисковое колесо с набором клейм механизм поворота дискового колеса,, ударный механизм и механизм прижима каретки 2.
Недостатками этого устройства являются невозможность клеймов детали во время отрезки и сложность выполнения механизма перемещения каретки.
Цель изобретения - расщирение технологических возможностей и увеличе.ние надежности.
Поставленная цель достигается тем, что механизм прижима выполнен в виде установленных соосно с направляющей неподвижного патрона и взаимодействующей с патроном гильзы, жестко связанной с кареткой.
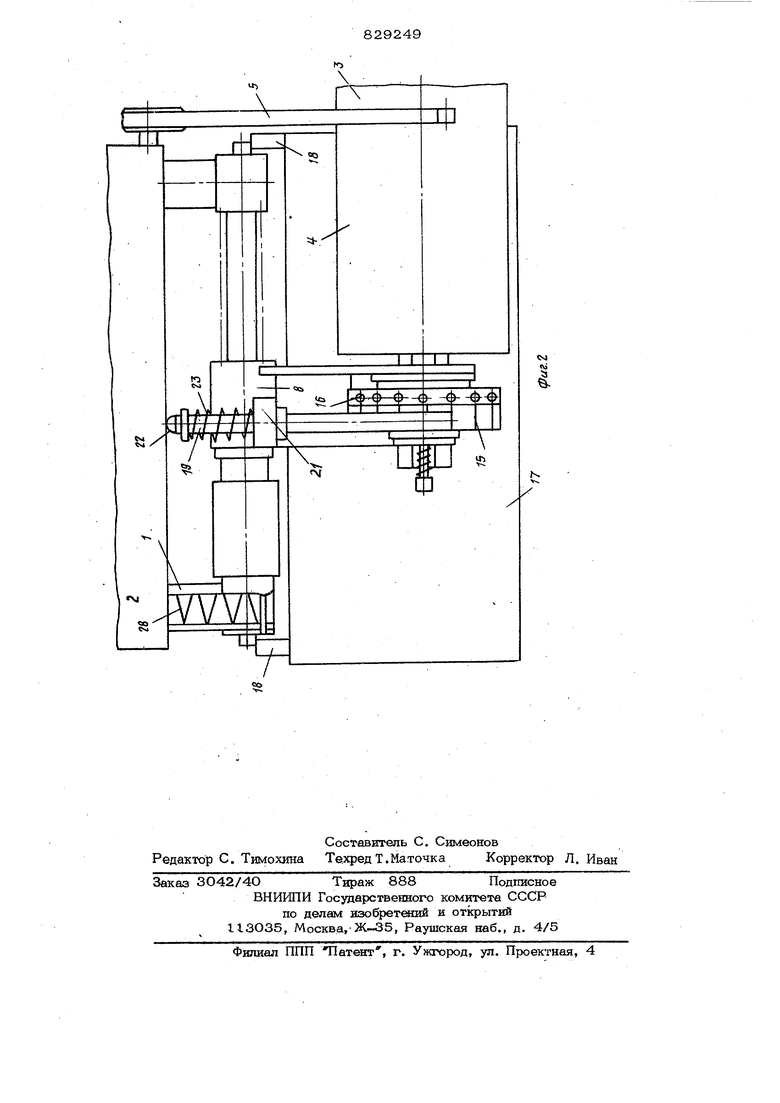
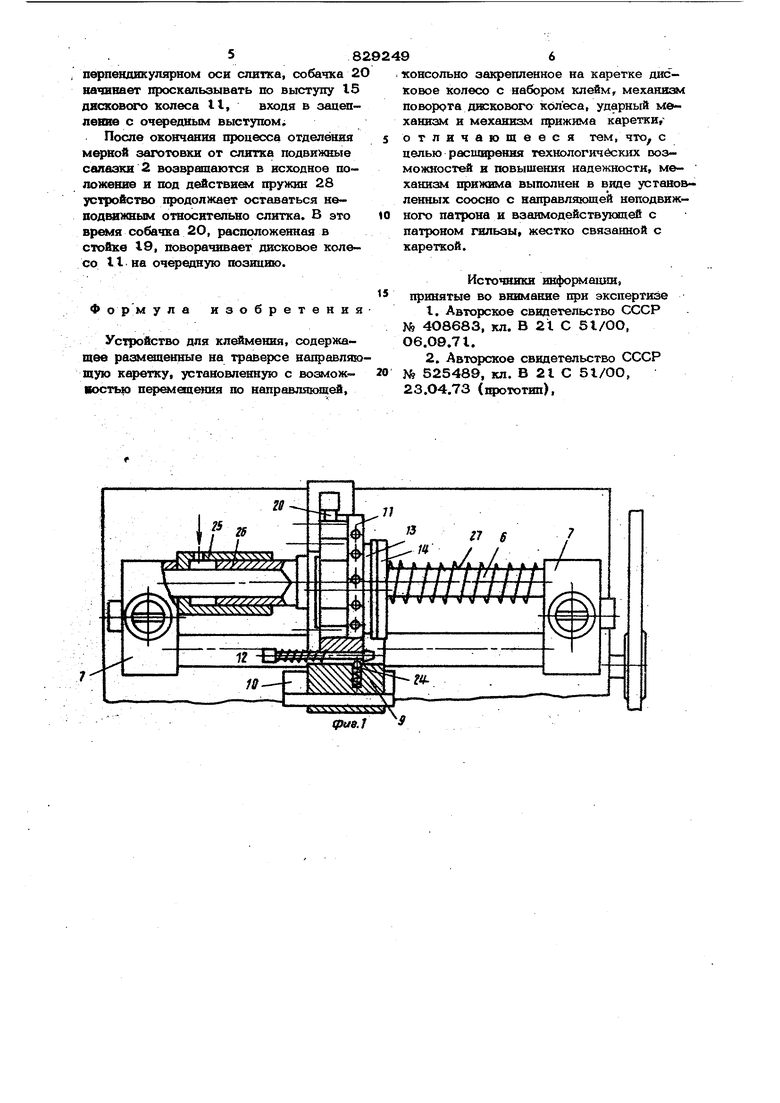
На фнг. I схематически показано устройство для клеймения (взаимодействие частей и механизмов устройства а момент прижима клеймовочных знаков к торцу обрабатываемой i заготовки), фронтальный вйд; на фиг. 2 - то же, ви сверху.
Устройство для клеймения мерных заготовок в торец устанавливается на кронштейнах I, закрепленных к подвижным салазкам 2 полуавтомата для резки
слипсов 3 на мерные заготовки 4 дисковой пилой 5. Оно снабжено -фаверсой, и еющей возможность возвратно-поступательного пер е5 «иения на кронштейна : I в направлении, перпендикулярном оси
слипса.
Траверса состоит из направляющих 6, закрепленных в опорах 7. На осях траверсы с возможностью возвратно-аоступательного перемоиения в нащ}авлении клеймения установлена каретка 8, к которой консольно закрепляют корпус 9 с кассетой клеймом Ю для клеймения, напр1змер, таких параметров, как марка сплава, номер партии и номер слитка, и сопряженное с ним дисковое колесо II с подпружиненными клеймами 12 для клеймения порядкового номера заготовки 4, отделяемой от слитка 3. Дисковое колесо tl свободно вращается на оси опорно го фланца 13, прикреплешюго к боко вой поверхности пластины 14, закретшенной к корпусу 9 и каретке В. Оно снабжено выступами 15 и впадинами, причем выступы вписаны в образующую поверхность дискового колеса, и подпру киненны клейма 12 установлены в вершинах выступоВс На образующей поверхности дискового колеса выполнены радиусные лунтш 16. Количество вьгступов и радиусных лунок выбрано равным количеству подпружиненных клейм 12.
На столе 17 полуавтомата для резки слитков установлены упоры 18, воздаст- вующне на перемешетше траверсы ycfTройства в направлении, перпендикулярном оси слитка JVtexaHH3M поворота дискового ко л еса 11 кинематически связан с перемешена ем каретки S траверсы и выполнен в виде стойки 1.9 с устгаювл шой в ней собачкой 2О, взаимод ствукяп с вьютупа- мн 15 дискового колеса II. Стойка 19 установлена в скобе 21, прикреплрнвой к каретке Ь, взаимодействует с водвижным салазками 2 роликом 22, установленным йа ее торце. Взаимодействие стойки с салазками обеспечивается хфуноюой 23.
Собачка 2О установлена в стойке t9 TaicjaM офазом, что&а о свеч алосьее проскальгыванне только по одшшу выс- гулу дискового колеса II. Для фйксв ювйкия дискового колеса предусмотрев шариковый фиксатор 24, установп Ш| й в корпусе 9, поджвмокяавй дщсковое колесо после п еключекия порядвювого номера.
Кроме TfoTf), с оелью получевна качественного отпечатка на пов хностя
обрабатывае юй заготовки, око снабжено механизмом пневмоприжима, выполненного в ввде концентрично установленных на направляющей 6 траверсы неподвижного патрона 25 и взаимодействукяцей с ним гильзы 26, воздействующего на каретку 8 в направлении клеймения, причем гильза 26 прикреплена к каретке 8. Обратное переметцение каретки 8 осуществляется при помощи пружины 27, соосно установленной на оси 6, Возврат траверсы в исходное положение осуществляется при помощи пружин 28, установленных в кронштейнах I.
Устройство работает следукящим образом.
Оно крепится к подвижным салазкам полуавтомата резки слитков на заготовки. Перед началом резки слитков на мерные заготовки ус-мнавливают параметры клеймения марки сплава, номера napTjoi и номера слитка, на дисковом колесе устанавливают цифру I для клеймения порядкового заготовки.
Клеймение мерных заготовок ведут одновременно с их отрезкой от слитка.
В начальной стадии резки осуществляется подвод клеймовочных знаков к торцу слитка. С момента установки клеймовочных знаков соосно оси отрезаемой заготовки 4 на пер 1ещение траверсы в цахфавленив, перпендикул$фном оси слитка, воздействуют упорами 18. Пружины 28, установленные в кронштейнах I, начинают снижаться, в результате чего устройство остается неподвижным} относительно слитка 3. В этот же момент подается воздух в полость пневмоприжима, образованную соосно установленным на направляющ в патроном 25 в вааимод ствукяцей с ним гильзой 26, возв ствуюшей на перемещение каретки 8 в нахфавленви клеймения, в результате осуществляется прижим клеАмовочны знаков к торну офабатываемой загч товки
Прн осуществлении прижима кл мовочных знаков к заготовке механнэм, sfoiptsMep в виде пневмопишщпра (не показан), наносят удар на , устгшювленяые в корпусе 9, и на одно клеймо 12 шскового колеса tt, вьшоляяя маркяровку указанного торца с шэследуншшм воз ашазием в исходное положшке уиврвого механика в каретки ус1ройства прн продолжающейся отроке заготовки 4 от слитка 3.
С момента воздействия упорами 18 на н ремешенне траверсы в направл шв, перпекдикул1фном оси слитка, собачка 2 начнвает проскальзывать по выступу 15 яяскового колеса tt, входя в заа&алешю с очередным выступом После окончания процесса отделения заготовки от слитка подвижные салазки 2 возвращаются в исходное положение и под действие. пружин 28 устройство продолжает оставаться неподю1жным относительно слитка. В это время собачка 2О, расположенная в стойке 1.9, поворачивает дисковое колесо tt.Ha очередную позицию. Ф о р м у л а р е т е н и я Устройство для клеймения, содержащее ра шхенные на траверсе направляю щую каретку, установленную с возмож.остью пepavfeшeшIя по направляющей. хонсольно закрепленное на каретке дисковое копесо с набором клейм, механва с поворота дискового колеса, ударный механизм и механизм прижима каретки,отличающееся тем, что, с целью расшщюния технологических возможностей и повышения надежности, механизм прижима выполнен в виде установленных соосно с направляющей неподвижного патрона и взаимодействующей с патроном гильзы, жестко связанной с кареткой. Источники инфо Ж{ашш, щзинятые во внимание при экспертизе 1.Авторс1юе свидетельство СССР N9 408683, кл. В 21 С 51/ОО, 06.09.71. 2.Авторское свидетельство СССР № 525489, кл. В 21 С 5г/ОО, 23.О4.73 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения | 1991 |
|
SU1771845A1 |
| Устройство программного управления сменой клейм в головках клеймовочной машины | 1983 |
|
SU1130423A1 |
| Устройство для клеймения деталей | 1989 |
|
SU1738640A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1996 |
|
RU2111832C1 |
| УСТРОЙСТВО для МНОГОСТРОЧЕЧНОГО КЛЕЙМЕНИЯ ПРОКАТА | 1973 |
|
SU369957A1 |
| Устройство для клеймения трубных заготовок | 1974 |
|
SU562339A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ | 1972 |
|
SU421397A1 |
| Устройство для клеймения проката | 1984 |
|
SU1156766A1 |
| Устройство для клеймения проката | 1987 |
|
SU1503927A1 |
| Устройство для клеймения изделий | 1973 |
|
SU525489A1 |