Изобретение относится к устройствам для клеймения и может быть использовано в машиностроении для клеймения металлических деталей.
Известно устройство для клеймения из- делий, содержащее механизм произвольного выбора клейм в виде кнопочного пульта управления, блок неподвижных контактов с ползуном, ударное устройство в виде силового цилиндра, наковальню-поршень, обой- му с подпружиненными клеймами и механизм вращения обоймы.
Наиболее близким к изобретению по технической сущности является устройство для клеймения деталей, содержащее осно- вание, размещенную на нем каретку, включающую корпус с установленным в нем валом, самоустанавливающуюся клейми- тельную головку, диск с храповыми зубьями, размещенную на основании собачку поворота диска, подпружиненные вдоль оси клейма, спиральную пружины возврата, фиксатор поворота диска, ударный и спусковой механизмы.
Недостаток данного устройства заклю- чается в ограниченных эксплуатационных возможностях.
Целью изобретения является расширение эксплуатационных возможностей.
Поставленная цель достигается за счет того, что устройство для клеймения деталей, содержащее основание, размещенную на нем каретку, включающую корпус с установленным в нем валом, самоустанавливающуюся клеймительную головку, диск с храповыми зубьями, размещенную на основании собачку поворота диска, подпружиненные вдоль оси клейма, спиральную пружину возврата, фиксатор поворота диска, ударный и спусковой механизмы, снаб- жено осью и размещенными на основании двумя направляющими, одна из которых
предназначена для перемещения основания, а другая расположена на последнем и предназначена для перемещения собачки повороте, диска, вал выполнен полым, ось установлена внутри него, диск составлен из имеющих отверстия для прохода клейм двух обойм, одна из которых установлена на полом валу, а другая - на оси, фиксатор поворота диска выполнен в виде двух собачек с соответствующими им приводами отвода, установленных на соответствующих обоймах, спиральная пружина возврата разделена на две части, каждая из которых взаимодействует с соответствующей обоймой, храповые зубья размещены на каждой обойме и предназначены для взаимодействия с соответствующей собачкой.
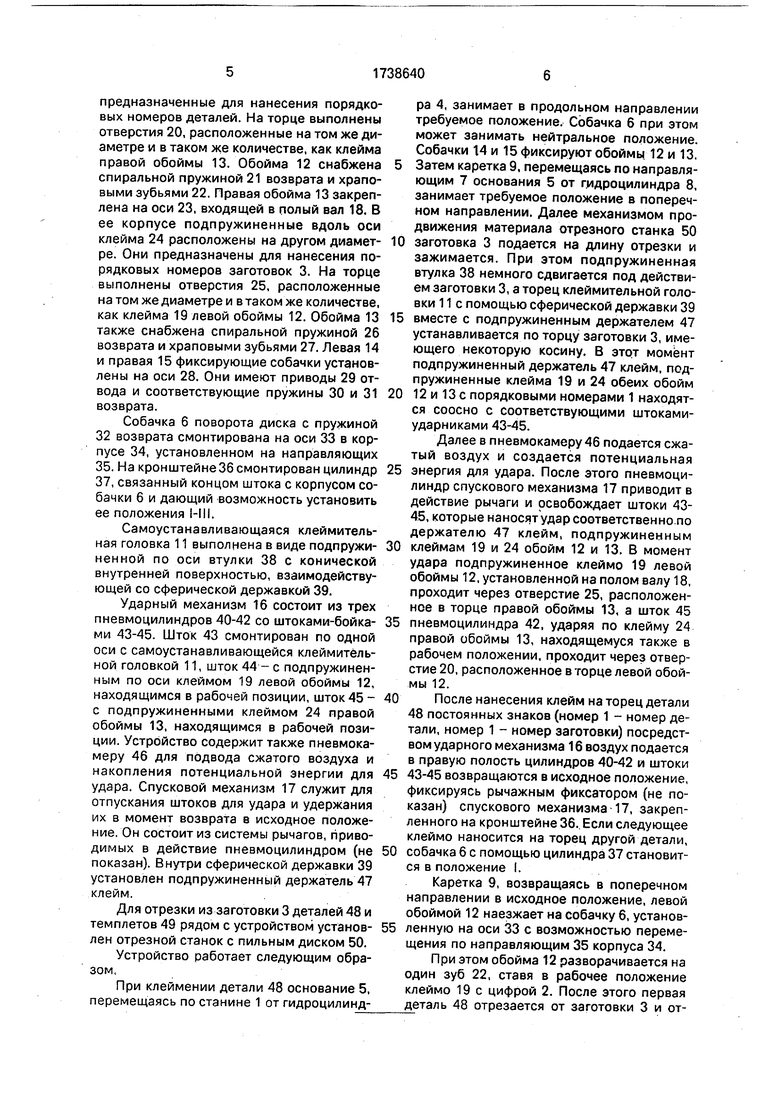
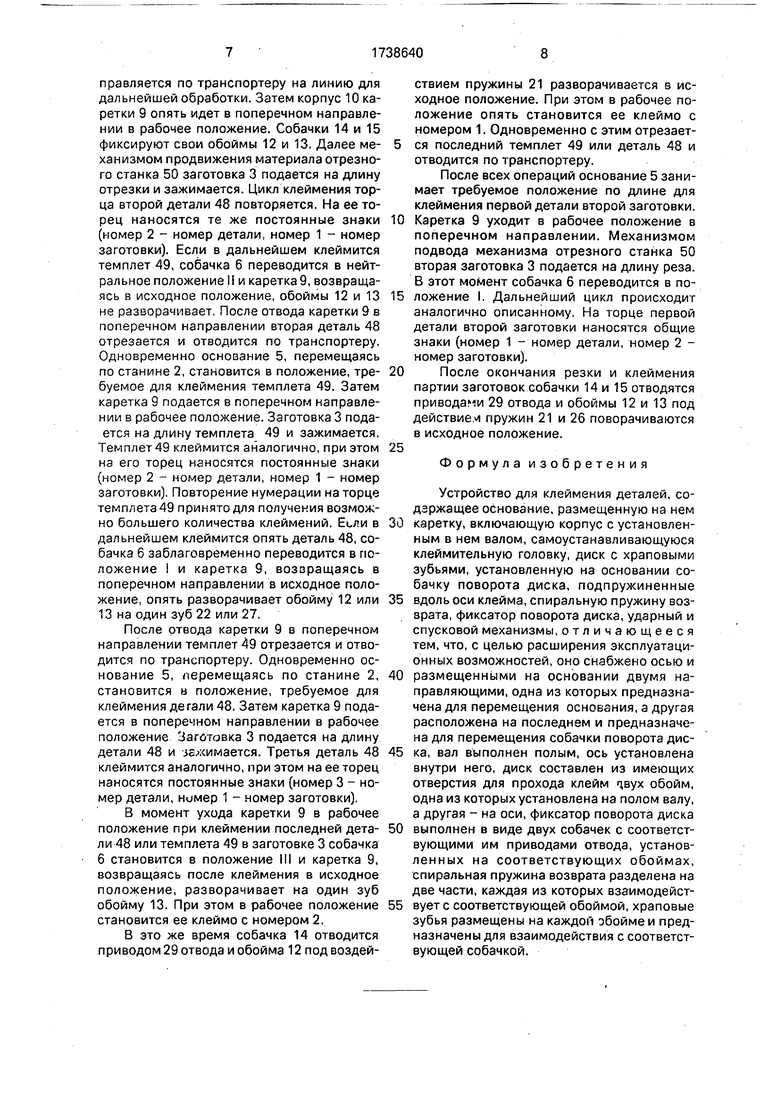
На фиг. 1 представлена кинематическая схема устройства для клеймения деталей; на фиг 2 - обоймы, разрез; на фиг. 3 - собачка поворота обойм, вид сверху.
Устройство для клеймения деталей состоит из станины 1, на направляющих 2 которой с возможностью продольного перемещения относительно оси заготовки 3 от гидроцилиндра 4 установлено основание 5. На основании установлена собачка 6 поворота диска, размещенного на станине 1. На направляющих 7 основания 5 с возможностью поперечного перемещения от гидроцилиндра 8 установлена каретка 9, в корпусе 10 которой смонтированы самоустанавливающаяся клэймительная головка 11 и диск, составленный из левой 12 и правой 13 обойм. Обоймы 12 и 13 имеют соответствующие им левую 14 и правую 15 фиксирующие собачки, а также ударный 16 и спусковой 17 механизмы.
Левая обойма 12 размещена в корпусе 10 каретки 9 и установлена на полом валу 18. В ее корпусе на одном диаметре встроены подпружиненные вдоль оси клейма 19,
предназначенные для нанесения порядковых номеров деталей. На торце выполнены отверстия 20, расположенные на том же диаметре и в таком же количестве, как клейма правой обоймы 13. Обойма 12 снабжена спиральной пружиной 21 возврата и храповыми зубьями 22. Правая обойма 13 закреплена на оси 23, входящей в полый вал 18. В ее корпусе подпружиненные вдоль оси клейма 24 расположены на другом диаметре. Они предназначены для нанесения порядковых номеров заготовок 3. На торце выполнены отверстия 25, расположенные на том же диаметре и в таком же количестве, как клейма 19 левой обоймы 12. Обойма 13 также снабжена спиральной пружиной 26 возврата и храповыми зубьями 27. Левая 14 и правая 15 фиксирующие собачки установлены на оси 28. Они имеют приводы 29 отвода и соответствующие пружины 30 и 31 возврата.
Собачка 6 поворота диска с пружиной 32 возврата смонтирована на оси 33 в корпусе 34, установленном на направляющих 35. На кронштейне36 смонтирован цилиндр 37, связанный концом штока с корпусом собачки 6 и дающий возможность установить ее положения I-III.
Самоустанавливающаяся клеймитель- ная головка 11 выполнена в виде подпружиненной по оси втулки 38 с конической внутренней поверхностью, взаимодействующей со сферической державкой 39.
Ударный механизм 16 состоит из трех пневмоцилиндров 40-42 со штоками-бойками 43-45. Шток 43 смонтирован по одной оси с самоустанавливающейся клеймитель- ной головкой 11, шток 44 - с подпружиненным по оси клеймом 19 левой обоймы 12, находящимся в рабочей позиции, шток 45- с подпружиненными клеймом 24 правой обоймы 13, находящимся в рабочей позиции. Устройство содержит также пневмока- меру 46 для подвода сжатого воздуха и накопления потенциальной энергии для удара. Спусковой механизм 17 служит для отпускания штоков для удара и удержания их в момент возврата в исходное положение. Он состоит из системы рычагов, приводимых в действие пневмоцилиндром (не показан). Внутри сферической державки 39 установлен подпружиненный держатель 47 клейм.
Для отрезки из заготовки 3 деталей 48 и темплетов 49 рядом с устройством установлен отрезной станок с пильным диском 50.
Устройство работает следующим образом.
При клеймении детали 48 основание 5, перемещаясь по станине 1 от гидроцилиндра 4, занимает в продольном направлении требуемое положение. Собачка 6 при этом может занимать нейтральное положение. Собачки 14 и 15 фиксируют обоймы 12 и 13.
Затем каретка 9, перемещаясь по направляющим 7 основания 5 от гидроцилиндра 8, занимает требуемое положение в поперечном направлении. Далее механизмом продвижения материала отрезного станка 50
0 заготовка 3 подается на длину отрезки и зажимается. При этом подпружиненная втулка 38 немного сдвигается под действием заготовки 3, а торец клеймительной головки 11 с помощью сферической державки 39
5 вместе с подпружиненным держателем 47 устанавливается по торцу заготовки 3, имеющего некоторую косину. В этот момент подпружиненный держатель 47 клейм, подпружиненные клейма 19 и 24 обеих обойм
0 12 и 13 с порядковыми номерами 1 находятся соосно с соответствующими штоками- ударниками 43-45.
Далее в пневмокамеру 46 подается сжатый воздух и создается потенциальная
5 энергия для удара. После этого пневмоци- линдр спускового механизма 17 приводит в действие рычаги и освобождает штоки 43- 45, которые наносят удар соответственно по держателю 47 клейм, подпружиненным
0 клеймам 19 и 24 обойм 12 и 13. В момент удара подпружиненное клеймо 19 левой обоймы 12. установленной на полом валу 18, проходит через отверстие 25, расположенное в торце правой обоймы 13, а шток 45
5 пневмоцилиндра 42, ударяя по клейму 24 правой обоймы 13, находящемуся также в рабочем положении, проходит через отверстие 20, расположенное в торце левой обоймы 12.
0 После нанесения клейм на торец детали 48 постоянных знаков (номер 1 - номер детали, номер 1 - номер заготовки) посредством ударного механизма 16 воздух подается в правую полость цилиндров 40-42 и штоки
5 43-45 возвращаются в исходное положение, фиксируясь рычажным фиксатором (не показан) спускового механизма 17, закрепленного на кронштейне 36. Если следующее клеймо наносится на торец другой детали,
0 собачка 6 с помощью цилиндра 37 становится в положение I.
Каретка 9, возвращаясь в поперечном направлении в исходное положение, левой обоймой 12 наезжает на собачку 6, установ5 ленную на оси 33 с возможностью перемещения по направляющим 35 корпуса 34.
При этом обойма 12 разворачивается на один зуб 22, ставя в рабочее положение клеймо 19 с цифрой 2. После этого первая деталь 48 отрезается от заготовки 3 и отправляется по транспортеру на линию для дальнейшей обработки. Затем корпус 10 каретки 9 опять идет в поперечном направлении в рабочее положение. Собачки 14 и 15 фиксируют свои обоймы 12 и 13. Далее механизмом продвижения материала отрезного станка 50 заготовка 3 подается на длину отрезки и зажимается. Цикл клеймения торца второй детали 48 повторяется. На ее торец наносятся те же постоянные знаки (номер 2 - номер детали, номер 1 - номер заготовки). Если в дальнейшем клеймится темплет 49, собачка 6 переводится в нейтральное положение П и каретка 9, возвращаясь в исходное положение, обоймы 12 и 13 не разворачивает, После отвода каретки 9 в поперечном направлении вторая деталь 48 отрезается и отводится по транспортеру. Одновременно основание 5, перемещаясь по станине 2, становится в положение, требуемое для клеймения темплета 49. Затем каретка 9 подается в поперечном направлении в рабочее положение. Заготовка 3 подается на длину темплета 49 и зажимается. Темплет 49 клеймится аналогично, при этом на его торец наносятся постоянные знаки (номер 2 - номер детали, номер 1 - номер заготовки). Повторение нумерации на торце темплета 49 принято для получения возможно большего количества клеймений. Если в дальнейшем клеймится опять деталь 48, собачка 6 заблаговременно переводится в положение i и каретка 9, возвращаясь в поперечном направлении в исходное положение, опять разворачивает обойму 12 или 13 на один зуб 22 или 27.
После отвода каретки 9 в поперечном направлении темплет 49 отрезается и отводится по транспортеру. Одновременно основание 5, перемещаясь по станине 2, становится в положение, требуемое для клеймения детали 48. Затем каретка 9 подается в поперечном направлении в рабочее положение Заготовка 3 подается на длину детали 48 и занимается. Третья деталь 48 клеймится аналогично, при этом на ее торец наносятся постоянные знаки (номер 3 - номер детали, нимер 1 - номер заготовки).
В момент ухода каретки 9 в рабочее положение при клеймении последней детали 48 или темплета 49 в заготовке 3 собачка 6 становится в положение III и каретка 9, возвращаясь после клеймения в исходное положение, разворачивает на один зуб обойму 13. При этом в рабочее положение становится ее клеймо с номером 2.
В это же время собачка 14 отводится приводом 29 отвода и обойма 12 под воздействием пружины 21 разворачивается в исходное положение. При этом в рабочее положение опять становится ее клеймо с номером 1. Одновременно с этим отрезается последний темплет 49 или деталь 48 и отводится по транспортеру.
После всех операций основание 5 занимает требуемое положение по длине для клеймения первой детали второй заготовки.
Каретка 9 уходит в рабочее положение в поперечном направлении. Механизмом подвода механизма отрезного станка 50 вторая заготовка 3 подается на длину реза. В этот момент собачка 6 переводится в положение I. Дальнейший цикл происходит аналогично описанному. На торце первой детали второй заготовки наносятся общие знаки (номер 1 - номер детали, номер 2 - номер заготовки).
После окончания резки и клеймения партии заготовок собачки 14 и 15 отводятся приводами 29 отвода и обоймы 12 и 13 под действием пружин 21 и 26 поворачиваются в исходное положение.
Формула изобретения
Устройство для клеймения деталей, со- дэржащее основание, размещенную на нем
каретку, включающую корпус с установленным в нем валом, самоустанавливающуюся клеймительную головку, диск с храповыми зубьями, установленную на основании собачку поворота диска, подпружиненные
вдоль оси клейма, спиральную пружину возврата, фиксатор поворота диска, ударный и спусковой механизмы, отличающееся тем, что, с целью расширения эксплуатационных возможностей, оно снабжено осью и
размещенными на основании двумя направляющими, одна из которых предназначена для перемещения основания, а другая расположена на последнем и предназначена для перемещения собачки поворота диска, вал выполнен полым, ось установлена внутри него, диск составлен из имеющих отверстия для прохода клейм чвух обойм, одна из которых установлена на полом валу, а другая - на оси, фиксатор поворота диска
выполнен в виде двух собачек с соответствующими им приводами отвода, установленных на соответствующих обоймах, спиральная пружина возврата разделена на две части, каждая из которых взаимодействует с соответствующей обоймой, храповые зубья размещены на каждой эбойме и предназначены для взаимодействия с соответствующей собачкой.
СП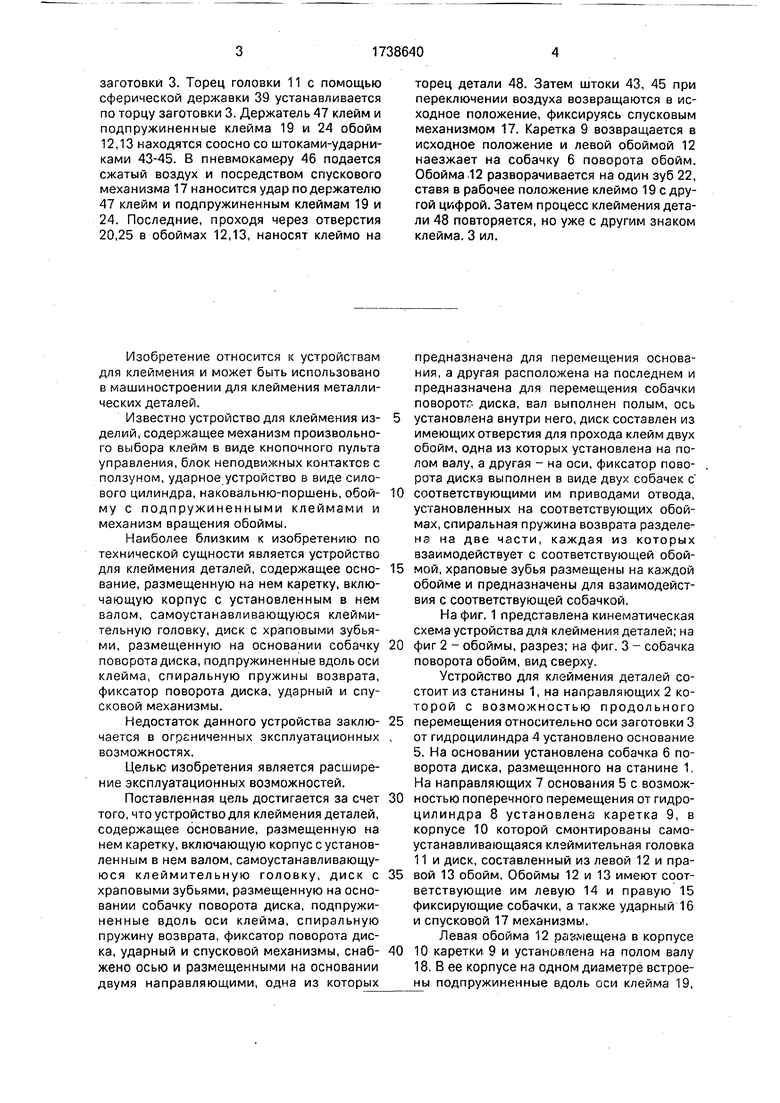
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ПРОФИЛЕЙ | 1968 |
|
SU207080A1 |
| Устройство для клеймения изделий | 1973 |
|
SU451483A2 |
| Устройство для многострочного маркирования | 1979 |
|
SU895572A1 |
| Устройство для клеймения цилиндрических деталей в торец | 1975 |
|
SU528135A2 |
| Устройство для клеймения | 1979 |
|
SU829249A1 |
| Устройство для клеймения | 1980 |
|
SU897369A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ПРОКАТА | 1968 |
|
SU210718A1 |
| Устройство для клеймения проката | 1973 |
|
SU492331A1 |
| Автоматический станок с гидравлическим приводом для клеймения | 1960 |
|
SU141406A1 |
Изобретение относится к устройствам для клеймения и может быть использовано в машиностроении для клеймения металлических деталей. Цель изобретения - расширение эсплуатационных возможностей путем клеймения деталей различного рода. При клеймении деталей 48 основание 5 перемещается по направляющим 2 станины 1. Собачка 6 поворота диска, составленного из обойм 12,13, может быть установлена в разных рабочих положениях. Обоймы 12,13 фиксируются посредством собачек 14,15, управляемых приводами 29 отвода и пружинами 30 и 31 возврата. Каретка 9 перемещается по направляющим 7 основания 5 и занимает требуемое положение. Заготовку 3 подают на длину отрезка и зажимают. Подпружиненная втулка 38 клеймительной головки 11 сдвигается под действием
| Комплект информационных листков о научно-технических достижениях по промышленности | |||
| ЛенЦНТИ, 1986 | |||
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ПРОФИЛЕЙ | 0 |
|
SU207080A1 |
| Механический грохот | 1922 |
|
SU41A1 |
