(54) СПОСОБ УПРОЧНЕНИЯ ШТАМПОВОЙ СТАЛИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термомеханической обработки штампов | 1976 |
|
SU779416A1 |
| Способ обработки инструментальныхСТАлЕй | 1979 |
|
SU821512A1 |
| Способ термомеханической обработки инструмента | 1978 |
|
SU742473A1 |
| Способ термомеханической обработки биметаллических поковок | 1976 |
|
SU583184A1 |
| Способ упрочнения изделий | 1975 |
|
SU532638A1 |
| Способ изготовления биметаллических штамповых изделий | 1980 |
|
SU954454A1 |
| Способ высокотемпературной термомеханической обработки штамповой стали | 1980 |
|
SU872578A1 |
| Способ низкотемпературной термомеханической обработки изделий из быстрорежущих сталей | 1978 |
|
SU722962A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО ИНСТРУМЕНТА | 2007 |
|
RU2355787C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2094484C1 |
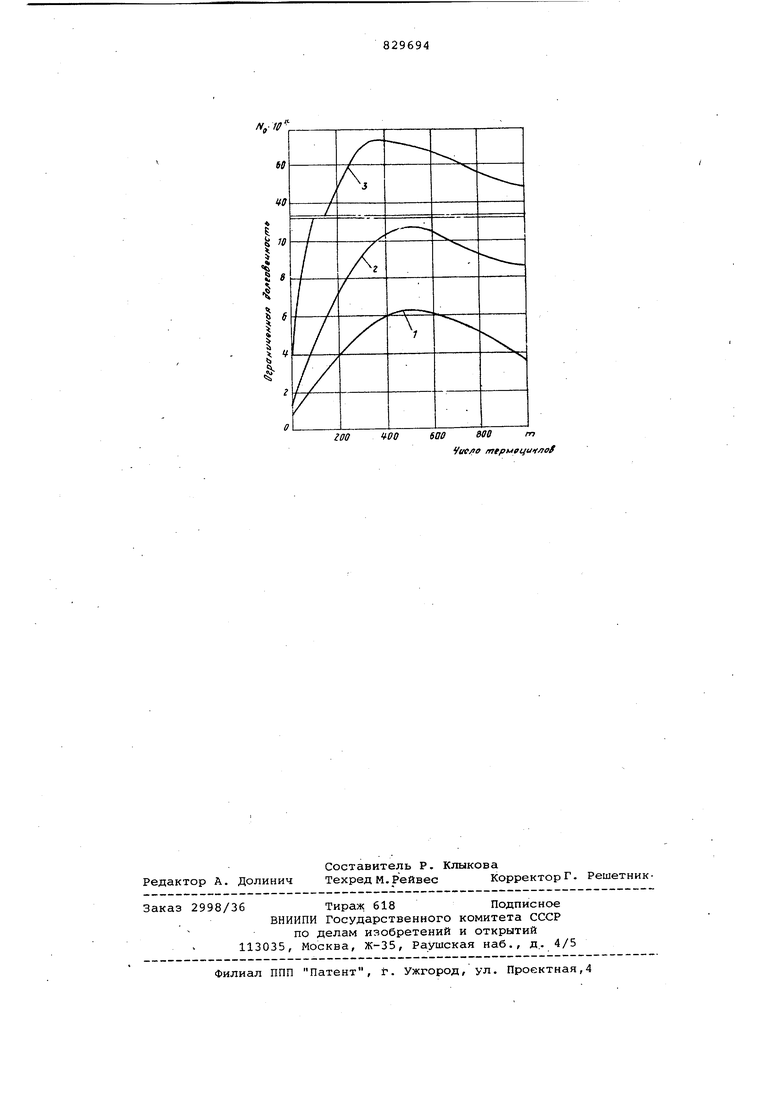
Изобретение относится к упрочнению металлов и сплавов термомеханической обработкой и может быть от несено к способам повышения стойкости штампового инструмента горяче го деформирования, работающего под воздействием высоких циклически меняющихся температур и напряжений. Известны различные способы повышения прочностных свойств металлов сплавов термомеханической обработкой, включающие пластическую деформацию, закалку i отпуск l. Эти способы не обеспечивают дост точно высокого значения стойкости и усталостной прочности. Наиболее близким к предложенному является способ термомеханической обработки штампов, включающий нагре до температуры аустенизации, пласти ческую деформацию, закалку, отпуск и термоциклирование в интервале тем ператур 20;:: 550°С от 400 до 600 ра Применение термоциклирования в указанном интервале температур позволяет повысить эксплуатационную стойкость штампов. Цель изобретения-дальнейшее повышение Эксплуатационной стойкости . штампов. Для достижения поставленной цели предлагается способ упрочнения штамповой стали, включающий нагрев до температуры аустенизации, пластическую деформацию, закалку, отпуск и термоциклирование в интервале от 20 до 550с, в котором пластическую деформацию проводят перед нагревом до температуры аустенизации. Пример. Проводят термомеханическую обработку образцов с надрезом типа Менаже размеров 10x10x130 шл, изготовленных из штамповой стали марки ЗХ2В8Ф. Химический состав исследуемой стали,%: углерод 0,3-0,4, марганец 0,15-0,40, кремний 0,150,40,- хром 2,2-2,7, вольфрам 7,59,0, ванадий 0,2-0,5, остал ное - железо. Сначала образец подвергают пластической деформации, в результате которой осуществляется вьщавливание надреза типа Менаже в приспособлении, установленном на 25-тонном кривошипном прессе. Режим последующей обработки подбирают таким образом, чтобы изменения. вызванные в структуре стали выдавливанием, были возможно Солее полно со ранены. Образцы из штамповой стали ЗХ2В8Ф обрабатывают на твердость HRC 44-46 по следующему режиму. Закалку проводят предварительным нагревом в электропечи при - выдержка 15 мин. Окончательный нагрев в электропечи осуществляют при 1200с - выдержка 6 мин. Охлаждение в масле при 20-30 с. Отпуск осуществляют при 650-660°С - выдержка 30 мин. Полученные образцы после пластической деформации, осуществляе мой выдавливанием и последующей терм ческой обработкой, подвергают термоциклированию до 300-600 теплосмен по режиму: нагрев от до немедленное охлаждение до 20с. Продол жительность одного цикла при термоциклировании постоянная. После нагрева, осуществляемого пропусканием тока промышленной частоты, до заданной программой испытаний температуры образцы охлаждают водой до .После чего цикл повторяют вновь. Временной выдержки при максимальной тем пературе не производят. После термоциклирования образцы испытывают на ограниченную долговечность. Для полной оценки свойств и состояния поверхностной зоны, структуры, твердо ти, стойкости и усталостной прочности, поверхностного упрочнения,остаточных напряжений 1-го рода, обра цы после пластической деформации и последующей термической обработки испытывают на ограниченную долговеч ность на копре повторных ударов, с частотой 600 ударов в минуту, при энергии удара 2 кгс/см. Удары наносились с противоположной стороны надреза до окончательной поломки образца. Каждое значение ограниченной долговечности для различных примеров получено по результантам ис пытаний шести образцов. Достовернос пиков ограниченной долговечности проверяют на удвоенном количестве образцов. Для получения сравнительных данных проводят испытания полученных образцов по известному способу, пос ле обычной термической обработки (контрольный вариант) и подвергнутых термоциклированию (предложенный способ). Зависимость стойкости штампов в зависимости от способа упрочнения показана на чертеже, где кривая 1 контрольный вариант; кривая 2 способ упрочнения пО известному способу; кривая 3 - способ упрочнения по предложенному способу. Приведенные данные показывают, что предложенный способ повьлшает стойкость штампов в 10-12 раз, а известный в 2-3 раза. В результате пластической деформации, осуществляемой вьщавливанием в холодном состоянии перед термической обработкой, происходит первый этап повышения стойкости и долговечности, что связано с созданием в поверхностных слоях пластически деформированного слоя с остаточными сжимающими напряжениями. При последующем термоциклировании до 500 термоциклов наблюдается повышение стойкости, что объясняется увеличением остаточных напряжений сжатия и повышением плотности дислокаций. Однако дальнейшее увеличение числа термоциклов приводит к снижению стойкости, что связано с тем, что выделение дисперсных карбидов прекращается процессом коагуляции карбидных частиц. При этом происходит разблокировка дислокаций и плоскостей скольжения, что обуславливает снижение прочностных свойств. Данный способ упрочнения штамповой стали может найти широкое применение в машиностроении для производства штампового инструмента горячего деформирования, имеющего концентраторы напряжений и работающего под воздействием циклически меняющихся температур л напряжений. Формула изобретения 1 Способ упрочнения штамповой стали, включающий нагрев до температуры аустенизации, пластическую деформацию, закалку, отпуск и термоциклирование в интервале от 20 до 550°С, о т л ичающийся тем, что, с целью повышения эксплуатационной стойкости, пластическую деформацию производят перед нагревом до температуры аустенизации. Источники информации, принятые во внимание при экспертизе 1.Бернштейн М.Л. Термомеханическая обработка металлов и сплавов. М. , 1968, с. 21-23. 2.Авторское свидетельство СССР по заявке № 2351425/22-02, кл. С 21 D 7/14, 26.04.76.
гоо 600 see т
Vacflo mepuft ut/ of
