(54) ВАКУУМНАЯ ЭЛЕКТРОПЕЧЬ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ
ОБРАБОТКИ ,
ревательные элементы соединены с системой газоподвода.
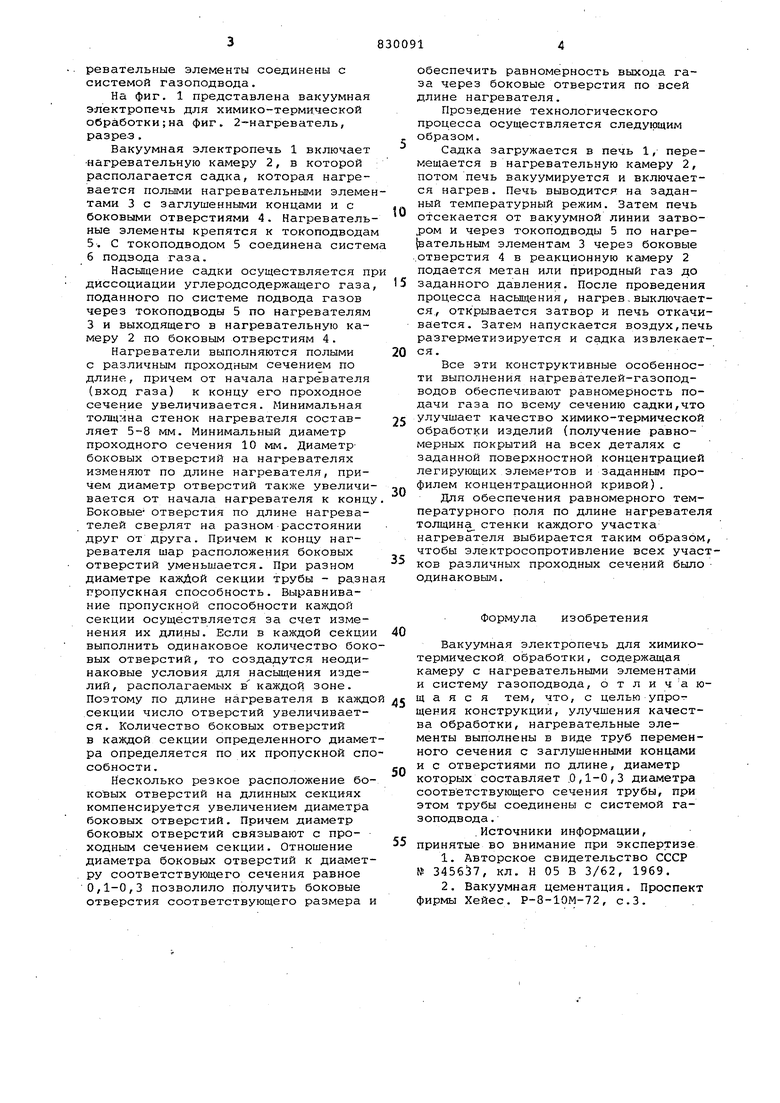
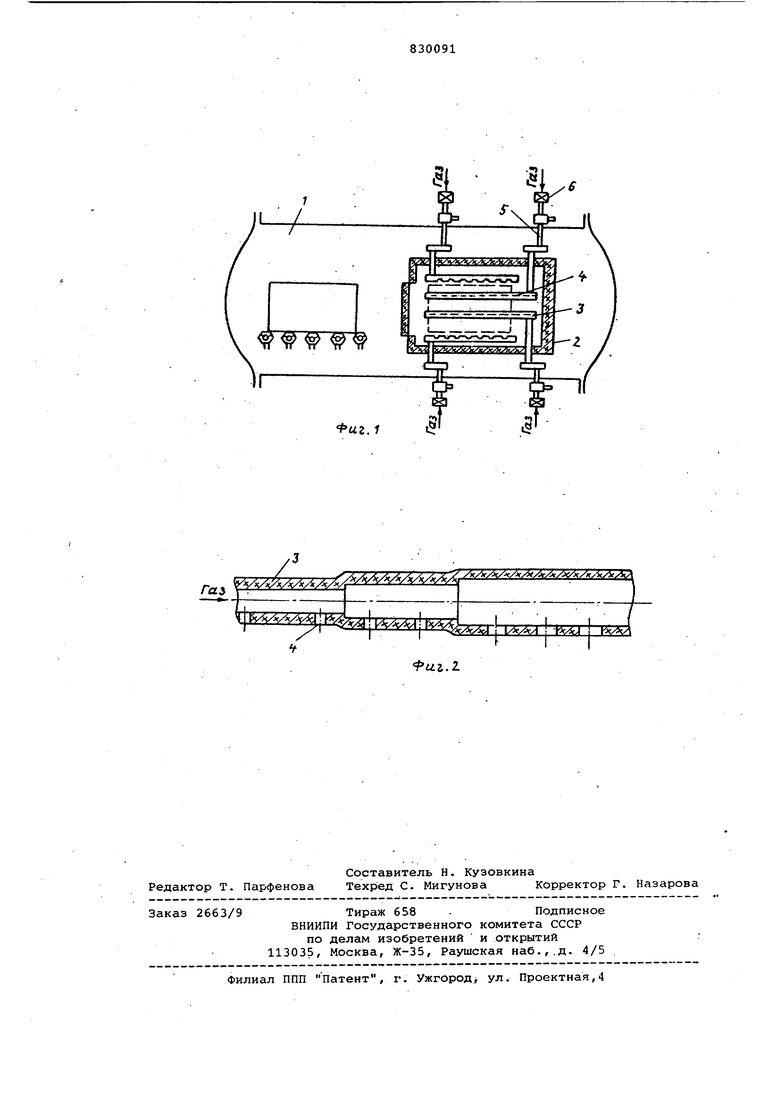
На фиг. 1 представлена вакуумная электропечь для химико-термической обработки;на фиг. 2-нагреватель, разрез.
Вакуумная электропечь 1 включает нагревательную камеру 2, в которой располагается садка, которая нагревается полыми нагревательными элементами 3 с заглушенными концами и с боковыми отверстиями 4. Нагревательные элементы крепятся к токоподводам 5. С токоподводом 5 соединена систем 6 подвода газа.
Насыщение садки осуществляется пр диссоциации углеродсодержащего газа, поданного по системе подвода газов через токоподводы 5 по нагревателям 3 и выходящего в нагревательную камеру 2 по 6oKOBbUv5 отверстиям 4.
Нагреватели выполняются полыми с различным проходным сечением по длине, причем от начала нагревателя (вход газа) к концу его проходное сечение увеличивается. Минимальная толщина стенок нагревателя составляет 5-8 мм. Минимальный диаметр проходного сечения 10 мм. Диаметрбоковых отверстий на нагревателях изменяют по длине нагревателя, причем диаметр отверстий также увеличивается от начала нагревателя к концу Боковые- отверстия по длине нагревателей сверлят на разном расстоянии друг от друга. Причем к концу нагревателя шар расположения боковых отверстий уменьшается. При разном диаметре кажДой секции трубы - разна пропускная способность. Выравнивание пропускной способности каждой секции осуществляется за счет изменения их длины. Если в каждой секции выполнить одинаковое количество боковых отверстий, то создадутся неодинаковые условия для насыщения изделий, располагаемых в каждой зоне. Поэтому по длине нагревателя в каждо секции число отверстий увеличивается. Количество боковых отверстий в каждой секции определенного диаметра определяется по их пропускной способности.
Несколько резкое расположение боковых отверстий на длинных секциях компенсируется увеличением диаметра боковых отверстий. Причем диаметр боковых отверстий связывают с проходным сечением секции. Отношение диаметра боковых отверстий к диаметру соответствующего сечения равное 0,1-0,3 позволило получить боковые отверстия соответствующего размера и
обеспечить равномерность выхода газа через боковые отверстия по всей длине нагревателя.
Проведение технологического процесса осуществляется следующим образом.
Садка загружается в печь 1, перемещается в нагревательную камеру 2, потом печь вакуумируется и включается нагрев. Печь выводится на заданный температурный режим. Затем печь отсекается от вакуумной линии затвором и через токоподводы 5 по нагре{вательным элементам 3 через боковые .отверстия 4 в реакционную камеру 2 подается метан или природный газ до заданного давления. После проведения процесса насыщения, нагрев,выключается, открывается затвор и печь откачивается. Затем напускается воздух,печ разгерметизируется и садка извлекается.
Все эти конструктивные особенности выполнения нагревателей-газоподводов обеспечивают равномерность подачи газа по всему сечению садки,что улучшает качество химико-термической обработки изделий (получение равномерных покрытий на всех деталях с заданной поверхностной концентрацией легирующих элементов и заданным профилем концентрационной кривой).
Для обеспечения равномерного температурного поля по длине нагревател толщина стенки каждого участка нагревателя выбирается таким образом чтобы электросопротивление всех учасков различных проходных сечений было одинаковым.
Формула изобретения
Вакуумная электропечь для химикотермической обработки, содержащая камеру с нагревательными элементами и систему газоподвода, о т л и ч а ющ а я с я тем, что, с целью упротщения конструкции, улучшения качества обработки, нагревательные элементы выполнены в виде труб переменного сечения с заглушенными концами и с отверстиями по длине, диаметр которых составляет ,0,1-0,3 диаметра соответствующего сечения трубы, при этом трубы соединены с системой газоподвода.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 345637, кл. Н 05 В 3/62, 1969.
2.Вакуумная цементация. Проспект фирмы Хейес. Р-8-10М-72, с.З.
Фиг, 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная электропечь для термообработки металлических изделий | 1979 |
|
SU863975A1 |
| Электропечь для ионного нагрева деталей | 1979 |
|
SU830667A2 |
| Вакуумная шахтная электропечь | 1978 |
|
SU773398A1 |
| Вакуумная элеваторная электропечь | 1979 |
|
SU846954A1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ ВАКУУМНАЯ ПЕЧЬ | 1991 |
|
RU2051323C1 |
| Колпаковая электропечь | 1989 |
|
SU1681158A1 |
| Муфельная электропечь | 1981 |
|
SU1006887A1 |
| Электропечь для обжига углеродсодержащих материалов | 1987 |
|
SU1578424A1 |
| Вертикальная электропечь | 1979 |
|
SU800551A1 |
| ЭЛЕКТРОПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2219452C1 |
/
J.
Гал
..у I ы.Ах11 I
.I
«rxVvVx r
