Изобретение относится к технике управления технологическими процесса ми получения высоко1сачественных поли мерных материалов методом экструзий и .может применяться в химической промышленности. Известно устройство для регулирования средней тол1цинь1 листов из т.ермош1астов, получаемых методом экстру зии, в котором толщина листов определяется сканируюиЦШ радиационным толщиномером по данным замеров в нес кольких зонах листа по его ширине пу тем изменения скорости вращения валков каландра Dl Недостатком указанного устройства является то, что изменение скорости вращения валков каландра приводит к изменению не только средней толщин листов, но и их ширишл, так как каландр оказывает на полимерную ленту прокатывающее и вытягивающее воздействия. Кроме того, в устройстве не учитывается изменение производительности экструдера и при стабильной средней толщине ленты можно получать ; ленту разной ширины, варьируя скорость вращения шнекового механизма . ГеЬметрические показатели качества листов, такие как толщина, ширина и прямоугольность, играют важную роль в процессах дальнейшей их переработки, например, методом вакуумфбрмования в холодильной промьшшенностк. . Известен также способ автоматического регулирования ширины полимерных материалов fz по результатам измерения скорости изменения и величины ширины ленты путем воздействия на температурный режим форм ющей головки экструдера в соответствующей зоне по ее ширине. Этот способ имеет существенный недостаток, поскольку изменение температурного режима вдоль формующей годовки экструдера приводит к изменению ее производительности HJ следователь-: . к изменению средней толщины ленНаиболее близким по технической сущности к данному изобретению являе ся .система регулирования параметров листов из термопластов при их изготовлезши, содержащая толщиномер, сое диненный с блоком усреднения и через первый элемент сравнения с первым вх дом блока регулирования параметров листов, второй вход которого соединен с датчиком ширины через второй элемент сравнения, а первьй н второй выходы соединены соответственно через третий и четвертый элементы срав нения с блоком регулирования числа оборотов,каландра и с блоком регулирования оборотов шнека экструдера соединенного с датчиком оборотов шне ка, и тянущий механизм, соединенный .с блоком регулирования числа оборото тялущего механизма з. Основным недостатком этой системы является то, что в ней предполагаетс постоянство ширины ленты, которое должно обеспечиваться ножницами, установленнь ми на участке между формую щей головкой экструдера и каландром. На самом дёлз ножницы обеспечивают ширину ленты не больше заданрюй положением ножниц, но, очевидно, еще неостывший экструдат, который подвергается окончательной термопластической обработке на участках головк каландр и каландр-тянущий механизм можно подвергнуть вытяжке на этих участках за счет изменения числа оборотов электроприводов шнека, каландра и тянущего механизма и тем са мым можно не только получить ширину листов меньше заданной, но даже порвать полимерную ленту. Целью изобретения.является повьше ние точности системы регулирования. Поставленная цель достигается тем что в систему введены пятый элемент сравнения, датчик .оборотов тянущего механизма и блок коррекции, входы которого соединены с датчиками оборо тов шнека, каландра, тянущего механизма, датчиком ширины и с выходом блока усреднения. Выход блока коррек ции соединен с третьим входом блока регулирования параметров листов, тре тий выход которого соединен через пятый элемент сравнения с блоком регулирования числа оборотов тянущего механизма. Функциональная схема предлагаемой системы приведена на чертеже. Система содержит экструдер, состоящий из загрузочного бункера 1, цилиндра 2, в котором вращается- шнек, связанный через датчик 3 оборотов шнека с. электродвигателем 4, головку 5,которая формирует полимерную ленту 6,валки каландра 7 с электроприводом 8, Датчик ширины 9, толщиномер 10, датчик II обо ротов тянущего механизма с электроприводом 12, укладчик 13 готовых листов, блок коррекции 14, блок усреднения 15, блок 16 регулирования параметров листов, элементы сравне1шя: четвертый 17, третий 18, пятый 19, второй 20, первый 21, ключи 22-26, блок 27 регулирования числа оборотов шнека экструдера, блок 28 регулирования числа оборотов каландра, блок 29 регулирования числа оборотов тянущего механизма, датчик 30 оборотов каландра. Система регулирования параметров при изготовлении листов из термопластов работает следующим образом. На блок коррекции 14 поступают сигналы угловых скоростей вращения шнека валков каландра 7, тянущего механизма с тахогенераторов, установленных на валу соответствующих электроприводов, сигнал датчика ширины 9 и через блок усреднения 15 - сигнал толщиномера .10. В блоке 14 значения угловых скоростей и ширины усредняются в течение промежутка времени, необходимого для завершения цикла сканирования толищномера 10. Датчики угловых скоростей и ширины опрашиваются периодически с циклом примерно 20 с, а цикл сканирования толщиномера равен примерно с. Средние значения угловых скоростей вращения электроприводов, средняя ширина и средняя толщина ленты в блоке коррекции 14 запоминаются в течение п циклов сканирования толщиномера 10, где п определяется по формуле , (1) и - величина транспортного запаздывания измерения толщины ленты от формующей головки до толщиномера (8-12 мин): д t- цикл сканирования толщиномера 10. Затем измеренные в последнем из п .циклов сканирования толщиномера 10 значения средней толщины и ширины ленты сравниваются с их значениями, рассчитанными по регрессионной модели процесса: Н ,L - значения средней толщины и ширины ленты соответственно, рассчитанные по модели: (й)щ , - средние значения угловых ско к 1 ростей вращения шнека, каланд t3r pa и тянущего механизма соответственно, измеренные п циклов назад:. Нд,Ьо) коэффициенты регрессионной U,Ci,, модели процесса, которые опре Я яются экспериментально и отражают специфику данного технологического оборудования для получения листов из полимера:t- дискретный параметр времени (число циклов): т.е. вычисляются величины рассогласований: -L ( , 1- 13) п - среднее измеренное в последне из циклов п значение толщины ленты, L - аналогично среднее измеренно значение ширины ленты. Есгш имеет место рассогласование хотя бы по одному из параметров листов, то в блоке коррекции 14 произво дится коррекция коэффициентов моДели .(2) по рекуррбитным формулам метода стохастической аппроксимации Mt-.,ir-t.. Ь..(,Л, c-:,). /(D-an, д , ,-л-t-r l, , (Ш| /ш; ; Коррекция коэффициентов модели (2) по формулам (4) производится в блоке коррекции 14 в реальном масштабе времени по мере поступления новых измеренных значений средней толщины и ширины ленты в результате завершения очередного цикла сканирования толщиномера 10. При этом в блоке 14 запоминаются новые значения этих параметров, а старые, измеренные п циклов назад, стираются. Таким образом, в блоке 14 постоянно запоминаются п средних значений угловых скоростей и средние значения толщины и. ширины. Вычисления по формулам (4) заканчиваются тогда, когда будут равны нулю величины рассогласований, т.е. модель (2) правильно описывает технологический процесс , Яосле этого управление передается блоку 16 регулирования параметров листов, на вход которого поступают со второго и первого элементов сравнения 20,21 сигналы рассогласований измеренных значений средней толщины и ширины ленты с их заданными значениями:. ,.Ь««--«-(6),/ Если хотя бы одна из величин этих рассогласований не равна нулю, то производится уточнение соотношений оборотов (вытяжек) следующим образом. Сначала решается совместная система линеййых относительно, величин вытяжек -. , - .. - уравнений , .%aiA- D %V«A (7) ч Д1 , Чал заданные значения толщины и ширигал ленты соответственн о. А затем рассчитываются новые значения заданий блока 28 регулирования числа оборотов каландра и блока 29 регулирования числа оборотов тянущего механизма по формулам )-(в) После окончания расчетов проверяется .выполнение технологических ограничений, так как нельзя варьировать скорости эпектроприводов в неограни, чениых пределах та. (9) к. к к . и сигналы новых задавши поступают на третий и пятый элементы сравнения 18, 19 в контуры стабплизации чнсла оборо.тов каландра и тянущего механизма. При этом в случае выхода технологичес кого параметра за допусти ме (9} пределы, за новое значение задания регулятору берется ближайшее ограничетше к рассчитанному значению, , если за а) принимается величина w . Если после выдачи управляющих воздействий, рассчитанных по формуле (8 величины рассогласований (6) не умень шаются,то рассчитываются величины новых Заданий регуляторам числа оборотов шнека и тянущего механизма по фор1-1ула,м Т1/-1U. 6- , 1V , «к1 и проверя.ется выполнение технологических ограниче шй по формулам min ША vway wnw bf „. , , l« ы- После того как определены величины заданий регуляторам числа оборотов шнека и тянущего механизма сигналы новых заданий поступают в контуры стабилизации числа оборотов шнека и тянущего механизма через четвертые и пятые элементы сравнения 17,19, .Если два способа управления неэф- фективны или ухудшается качест:9о листов по неизмеряемым показателям (портится глянец, появляются вмятины или раковины и т.д.),- то управление процессом берет/на себя машинист экструдера. Введение пятого элемента сравнения и блока коррекции позволяет првысить точность регулирования- и увеи1шть надежность работы системы. Формула изобретения Система регулирования параметров при изготовлении листов из термо- пластов, содержащая толщиномер, соединенный.с блоком усреднения и через первый элемент сравнения с первым входом .блока регулирования параметров листов, второй вход которого соединен с датчиком ширины через второй элемент сравне1шя, а первый и второй выходы соединены соответственно через третий и четвертый элементы сравнения с блоком регулирова1шя числа оборотов калавдра и с блоком регулирования числа оборотов шнека экструдера соединенного с датчиком оборотов шнека, и тянущий меха шзм, соединенный с блоком регулирования числа оборотов тянущего механизма, отличающаяся тем, что, с целью повьш1ения Точности системы, в нее введены-пятый элемент сравнения, датчик оборотов тянущего механизма и блок коррекции, входы которого соединены с датчиками оборотов шнека, каландра, тянущего механизма, датчиком ширины и с выходом блока усреднения, а выход соединен с третьим входом блока регулирования параметров листов, третий выход которого соединен через пятый элемент сравнения с блоком регулирований числа оборотов тянущего механизма. Источники информации, принятые вовнимание при экспертизе 1.Патент США № 3609326, кл . 135151, опублик. 1970. 2. Авторское свидетельс б СССР № 445029, кл. G 05 D 3/06, 1972. 3.Патент Великобритании № 1413676, кл, G 05 D 5/02, опублик. 1972 (прототип).
L
imn
W.
5
Технод. 0} С
-.- I «
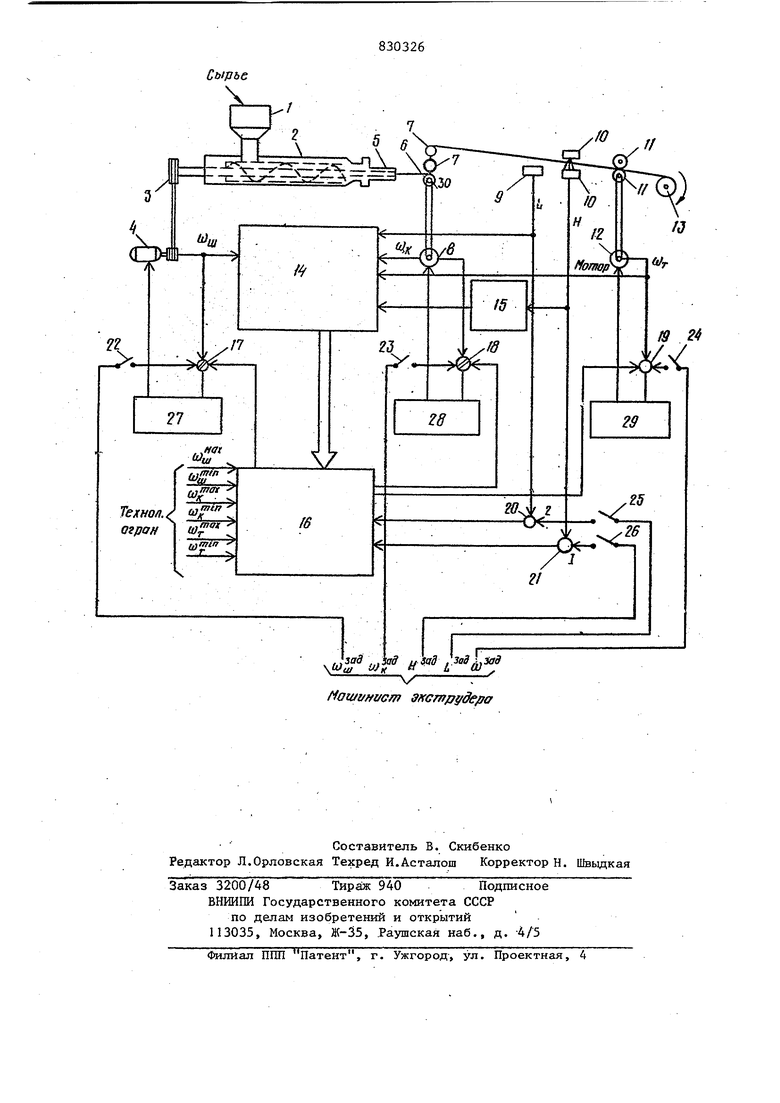
огрог/
Ч)(тИГ Xty t9 24 
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования геометрических размеров листов из термопласта | 1984 |
|
SU1282090A1 |
| Способ автоматического управленияпРОцЕССОМ эКСТРузии | 1977 |
|
SU802062A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |
| Способ стабилизации толщины изоляции кабеля и устройство для его реализации | 1982 |
|
SU1302248A1 |
| МАССИВНОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ПОЛИКАРБОНАТА С УЛУЧШЕННЫМИ ОПТИЧЕСКИМИ СВОЙСТВАМИ И СПОСОБНОСТЬЮ К ТЕХНОЛОГИЧЕСКОЙ ПЕРЕРАБОТКЕ | 2004 |
|
RU2366580C2 |
| ОКРАШЕННОЕ ПОЛИМЕРНОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ, СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ | 2012 |
|
RU2609174C2 |
| Устройство для регулирования толщины изоляции кабельных изделий | 1985 |
|
SU1345176A1 |
| Способ регулирования толщины стенки трубчатого изделия из термопласта | 1981 |
|
SU939248A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕТЧАТОГО ПОЛИМЕРНОГО МАТЕРИАЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ПОЛУЧЕНИЯ И СЕТЧАТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2007 |
|
RU2333101C1 |
| Система для автоматической стабилизации толщины стенки пластмассовых труб | 1983 |
|
SU1098813A1 |
ur
fioiuvHvcm экструде а V
