(5) СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБЧАТОГО ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТА

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых профиль-НыХ издЕлий из ТЕРМОплАСТичНыХ пОли-MEPOB и уСТРОйСТВО для ЕгО ОСущЕСТВ-лЕНия | 1979 |
|
SU835795A1 |
| Способ изготовления полых про-фильНыХ издЕлий из ТЕРМОплАСТичНыХпОлиМЕРОВ и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1978 |
|
SU806446A1 |
| Способ изготовления рукавной пленки, имеющей тенденцию к загибу кромок | 1990 |
|
SU1825743A1 |
| Установка для регулирования толщины стенки экструдируемых труб из термопластов | 1985 |
|
SU1324858A1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| СПОСОБ ПОЛУЧЕНИЯ И КОНСТРУКЦИЯ ЗАМКОВЫХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ ИЗ ПОЛИКАРБОНАТА | 2019 |
|
RU2728440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ТРУБ С ЦВЕТНЫМИ ПОЛОСАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176596C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСРЕДСТВОМ ЭКСТРУЗИИ ДАЮЩЕГО УСАДКУ ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТА | 1989 |
|
RU2022790C1 |
| ЭКСТРУДАТ, ИМЕЮЩИЙ В СОСТАВЕ ПЕНОИЗОЛЯЦИЮ, И СПОСОБ ЭКСТРУЗИИ ДЛЯ ОКОННЫХ И ДВЕРНЫХ СИСТЕМ | 2010 |
|
RU2559246C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
ИзоЬретение относится к переработке пластмасс, в частности к области получения из термопластов тонкостенных полых профильно-погонажных изделий, которые .могут быть широко использованы для различных элементов конструкций в радиоэлектронно строительной, мебельной и др. отраслях промышленности, а именно к регулированию толщины стенки полых профильных изделий из термопластов в процессе экструзии. Известен способ регулирования тол щины стенки трубчатого изделия из термопласта, заключающийся в опреде лении весового расхода экструдата за единицу времени. Согласно этому способу при отклонении веса от оптималь ного значения поступает сигнал, изме няющий в нужную сторону скорость тянущего механизма и, соответственно, толщину стенки экструдируемого изделия Cl. Недостатком способа является необходимость прерывания процесса экструзии для определения весового количества расплава за единицу времени. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ ре- . гулирования толщины стенки трубчатого изделия из термопласта в процессе шнекоаой экструзии с вакуум-калиброванием, заключающийся в определении, отклонения толи(ины стенки от заданного значения и изменении регулирующей величины Г2Т Недостаток указанного способа состоит- в том, что он не позволяет регулировать толщину стенки изделия, составляющую менее одного миллиметра, поскольку изменение толщины стенки определяется изменением скорости тянущего устройства, которая является в данном способе регулирующей величиной и не обеспечивает тонкой регулировки
толщины по длине тонкостенного изделия. Кроме того, в известном способе не учитывается влияние на толщину стенки эффекта вытяжки, определяемого усилием калибрования, что снижает качество из.делия.
.Цель изобретения - повышение качества тонкостенного изделия за счет снижения разнотолщиниости по длине его.
Указанная цель достигается тем, что в способе регулирования толщины стенки трубчатого изделия из термопласта в процессе шнековой экструзии с вакуум-калиброванием, заключающемся в определении отклонения толщины стенки от заданного значения и изменении регулирующей величины, отклонение толщины стенки определяют измерением отклонения величины остаточного давления вакуум-калибрования от заданного и изменяют в качестве регулирующей величины число оборотов шнека экструдера.
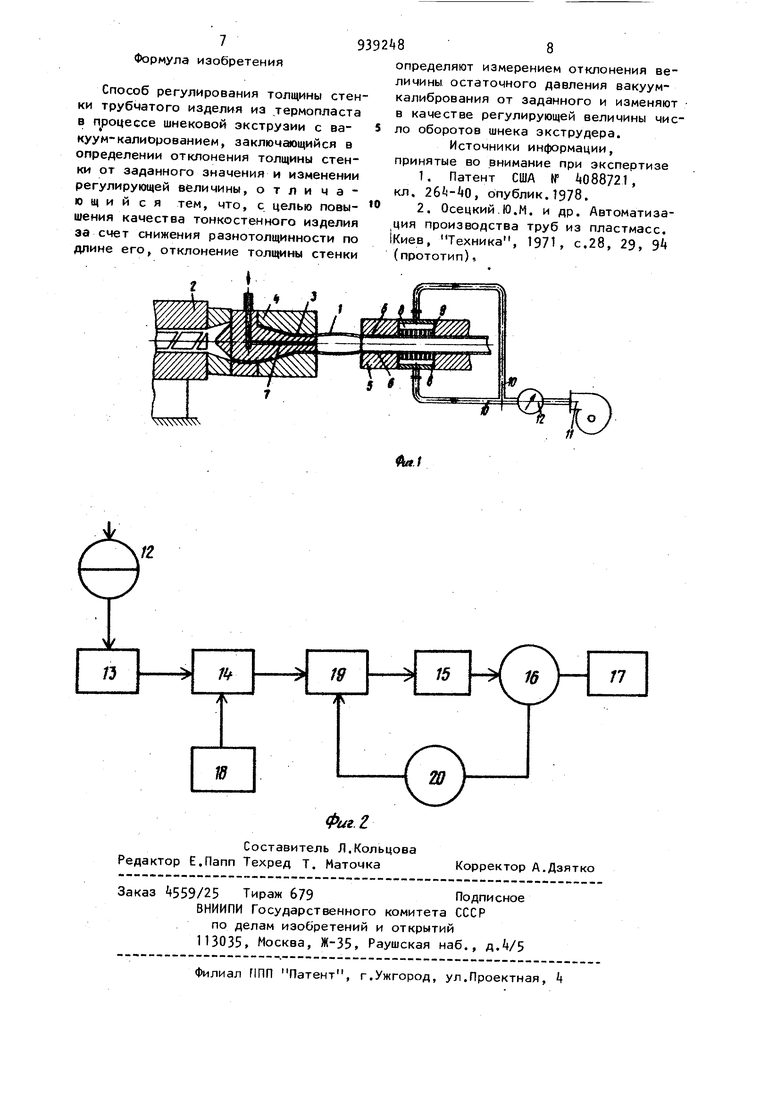
На фиг.1 показана технологическая схема процесса экструзии; на фиг,2 схема преобразователя сигнала, изменяющего число оборотов шнека экструдера.
Технология получения тонкостенного полого профильного трубчатого изделия (фиг,1) состоит в следующем.
Тонкостенное полое профильное изделие 1 из экструдера 2 через формующий канал 3 экструзионной головки k поступает в вакуум-калибратор 5 где окончательно охлаждается и оформляется. 8 вакуум-калибраторе 5 профильное изделие прижимается к оформляющим поверхностям 6 постоянным избыточным давлением Р воздуха, поступающего внутрь изделия через канал 7 экструзионной головки, и вакуумом Pj в полостях 8 вакуум-калибратора. Полости 8 соединены с оформляющими поверхностями 6 вакуум-калибратора серией мелких каналов 9 через которые происходит подсос профильного изделия к оформляющим поверхностям. При этом показания включенного в сеть воздуховодов 10, соединяющих вакуумный насос
11и вакуумные полости 8, вакуумметра
12определяют остаточное давление (усилие) с которым профильное изделие 1 прижато к оформляющей поверхнести 6 вакуум-калибратора 5. По его величине судят о толщине профильного изделия.
Отклонение показаний .вакуумметра 12 от заданного свидетельствует об изменении толщины стенки тонкостенного полого профильного изделия, которое можно устранить, меняя расход расплава, поступающего в формующий канал 3 экструзионной головки 4 путем изменения числа оборотов шнека экструдера 2.
Показания вакуумметра 12 заранее тарируются на заданную толщину стенки для изделий, полученных из различных полимерных материалов.
Механизм .автоматического регулирования числа оборотов шнека экструдера (фиг,2) состоит из измерительного и регулирующего контуров. Измерительный контур образован вакуумметром 12 с пределами измерения 0,60 кгс/см с нормализующим усилителем 13, преобразующим сигнал первичного преобразователя в токовый ,0-5 мА Регулирующий контур построен на электрических блоках. В качестве регулирующего устройства применен регулирующий блок Н, выходной сигнал которого усиливается бесконтактным реверсивным блоком 15, который в свою очередь управляет однооборотным электрическим исполнительным механизмом 16, Исполнительный механизм 16 перемещает задатчик 17 устройства управления скоростью электропривода.
Для изменения задания вакуума используется задатчик 18, Данная система представляет собой регулятор, в котором предусмотрены два режима управления: ручной дистанционный, обеспечивающий ведение процесса при отказах регулирующего блока, а также в период настройки и профилактики, и основной автоматический режим. Для выбора режима применен блок 19 управления, работающий совместно с датчиком 20 положения исполнительного механизма.
Система автоматического регулирования числа оборотов шнека экструдера (фиг.2) работает следующим образом.
При отклонении толщины стенки изделия 1 от заданной величины S на 0,05 мм изменяется величина остаточного давления в вакуум-калибраторе, которая измеряется вакуумметром 12 и преобразуется им в электрический сигнал. При изменении показаний вакуумметра 12 более чем наtО,025 атм на вход системы автоматического регулирования поступает электросигнал, который затем усиливается усилителе 13 и поступает на механизм, регулирующий число оборотов шнека экструдера через блоки k-2Q, Пример 1. Полое профильное изделие (кассета для микросхем) из полипропилена (ПП) марки 21020 (ППР 2,1 г/10 мин) с заданной толщиной стенки 0,75-0,05 мм .получают в процессе экструзии на экструдере со сл дующими характеристиками: диаметр шнека экструдера 63 мм, длина шнека 12бО мм, степень сжатия шнека ,5. Режим экструзии. Температура по зонам экструдера начиная от загрузочной зоны, 170-19 205С (t5°C в каждой зоне). Температура по зонам профильной экструзионной головки 170-1б5С (t2°C к каждой зоне) Скорость вращения шнека 5 об/мин Расплав подают из экструдера 2 ч рез профильную экструзионную головк 1 в свободное пространство между го ловкой k и вакуум-калибратором 5 в виде полой профильной заготовки, в которую поступает воздух под давлением 0,05 атм через канал 7 в головке t. В ва уум-калибраторе 5 заготовка под действием избыточного давления внутри и вакуума извне(остаточное давление 0,375-0,01 атм) прижимается к стенкам рабочей полости вакуум-калибратора 5, благодаря чему достигается фиксация формы профильной заготовки и частичное ее охлаждение При изменении показаний вакуумметра 12 более чем на ±0,01 ата, электросигнал, усиленный усилителем 13, через систему блоков lt-20 регулирующего контура, подается на механизм, регулирующий число оборотов шнека экструдера 2. Толщина профильных изделий регулируется автоматически по изменению показаний вакуумметра 12 за границами значений вакуума 0,375tO,01 ата. Получают заготовки кассеты для микросхем с толщиной 0,75±0,05 мм. Количество брака составляет 5%. Пример 2. Полое профильное изделие (аналогичное примеру 1) полу чают из сополимера МСП (сополимер стирола с метилметакрилатом на основе каучука) с ПТР-6 г/10 мин. Режим экструзии. Температура по зонам экструдера 2, начиная от загрузочной зоны, 210-220225С (5°С), Температура по зонам профильной головки k 220-210 0 (), скорость вращения шнека k об/мин, давление воздуха 0,1 ати; остаточное давление воздуха в вакуум-калибраторе 5 0,3 ±0,01 атм. Количество брака составляет 151. Пример 3. Полое профильное изделие (аналогичное изде5П1Ю 1) получают из сополимера АБС-1106Э с ПТР 2-3 г/10 мин. Режим экструзии. Температура по зонам экструдера 2, начиная от загрузочной зоны, 205 215-235 С (t5°C), Температура по зонам профильной головки k 230-225°С (±2С). Скорость вращения шнека 3,5 об/мин, давление воздуха О,1 ати, остаточное давление воздуха в вакуум-калибраторе 0,35±0,01 атм. Количество брака при получении таких профильных изделий составляет 5%. Пример k (контрольный). Полое профильное изделие из полипропилена ПП марки 21020 (ПТР 2,1 г/10 мин) получают в процессе экструзии подобно тому, как описано в примере 1, но без применения системы автоматического регулирования числа оборотов шнека. Режим экструзии и остальные технологические параметры аналогичны примеру 1. Остаточное давление в вакуум-ка- либраторе 5 не замеряется и электросигналов, регулируюир1х подачу расплава (число оборотов шнека экструдера) не поступает. Толщина стенки изделия контролирутся только при обрезке. В результате получается не менее 25% брака, т.е. отклонение толщины стенки про филя более чемtО,05 мм. Из данных примеров видно, что применение предлагаемого способа регулирования толщины стенки полых профильных изделий из термопластов дает возможность своевременно устранить отклонения в толир не стенки экструдируемого изделия и свести до минимума количество брака при получении подобных изделий.
Формула изобретения
Способ регулирования толщины стенки трубчатого изделия из .термопласта в процессе шнековой экструзии с вакуум- калиорованием, заключающийся в определении отклонения толщины стенки от заданного значения и изменении регулирующей величины, отличающий с я тем, что, с целью повышения качества тонкостенного изделия за счет снижения разнотолщинности по длине его, отклонение толщины стенки
2
определяют измерением отклонения величины остаточного давления вакуумкалибрования от заданного и изменяют в качестве регулирующей величины число оборотов шнека экструдера.
Источники информации, принятые во внимание при экспертизе
(прототип)«
