(54) СПОСОБ ПРОКАТКИ ШЕРОХОВАТЫХ ПОЛОС

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО АВТОМОБИЛЬНОГО ЛИСТА | 2009 |
|
RU2414973C1 |
| Устройство для автоматического регулирования толщины полосы на реверсивном стане холодной прокатки-волочения без охвата валков полосой | 1976 |
|
SU692649A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ОЦИНКОВАНИЯ | 2008 |
|
RU2379140C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА | 2015 |
|
RU2596565C1 |
| СПОСОБ ПРОИЗВОДСТВА IF-СТАЛИ | 2008 |
|
RU2366730C1 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОГЕОМЕТРИИ ПОВЕРХНОСТИ КАТАНКИ И МЕЛКОГО СОРТА | 2001 |
|
RU2196650C1 |
| Способ прокатки полос на непрерывном прокатном стане | 1989 |
|
SU1650287A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЦИНКОВАННОЙ ПОЛОСОВОЙ СТАЛИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1999 |
|
RU2149717C1 |
| Способ холодной прокатки полос на непрерывном стане | 1987 |
|
SU1421432A1 |
| Устройство для автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA СТАНЕХОлОдНОй пРОКАТКи-ВОлОчЕНия бЕзОХВАТА ВАлКОВ пОлОСОй | 1979 |
|
SU801922A1 |

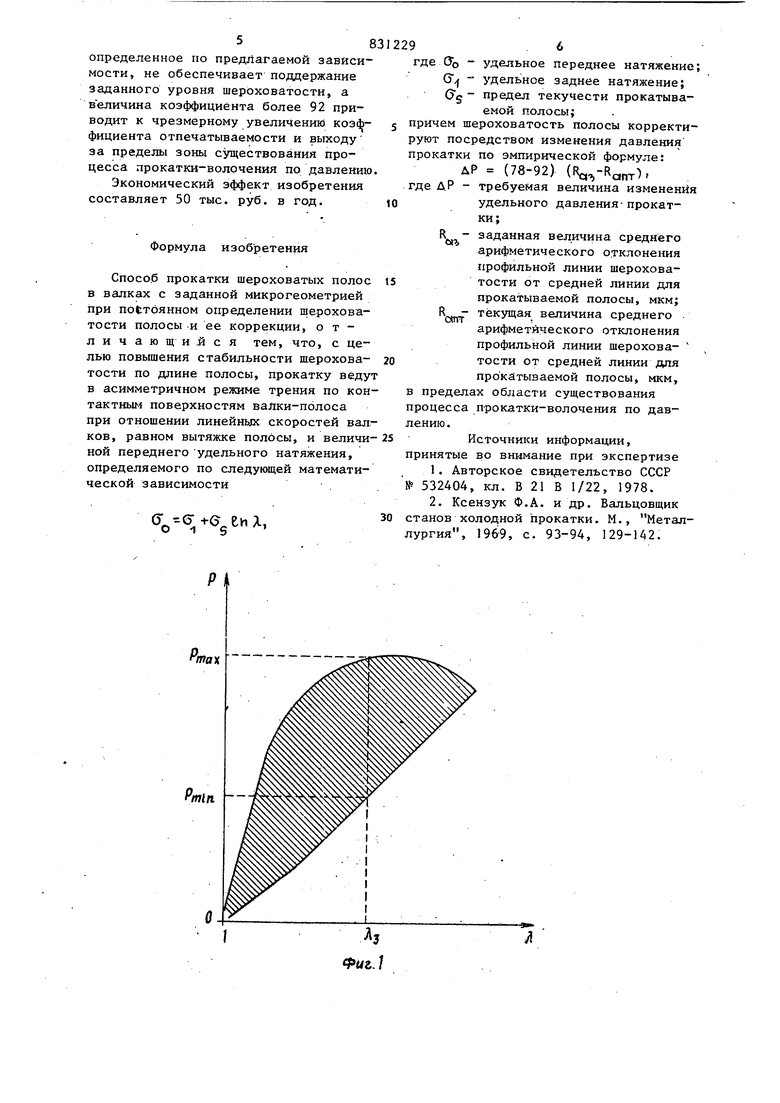
Изобретение относится к обработке металлов давлением и может быть испол зовано при производстве листов и поло со стабильной шероховатостью поверхностей. . Известен способ прокатки полос с натяжением в валках с разной степенью шероховатости Поверхностей, по которому скорость одного из валков уменьшают на величину, равную разност между величинами опережения металла на поверхности полосы со стороны одно го и другого валков П Недостаток такого способа состоит в том, что в процессе прокатки шерховатость валков непрерывно изменяется (уменьшается;, что приводит к изменеиию величины шероховатости по длине прокатываемой полосы. Известен также способ прокатки шероховатых полос, по которому осу.щестБЛЯют предварительную подготовку валков с заданной микрогеометрией. Шероховатость полосы при этом ойреде- ляют, например, по известным эмпирическим зависимостям величины шероховатости R(a от количества прокатаных полос, либо контролируют по приборам. При сниженииШероховатости полосы ниже допустимого уровня производят ее коррекцию путем замены валков на новые , с неизношенным шероховатым слоем Катающих поверхностей Р Однако при таком способе производства, вследствие скольжения прокатываемого металла по поверхности валков в очаге деформации, шероховатость полос непрерывно изменяется, вначале кампании более интенсивно, затем - менее, что приводит к изменению величины шероховатости по длине полосы. Целью изо15р тения является повышение стабильности шероховатости по длине полосы. Указанная цель достигается тем, что согласно способу производства шероховатых полос путем прокатки в .ках с заданной м-1крогеометрией при п стоянном определении шероховатости полосы и ее коррекции, прокатку ведут в асимметричном режиме трения по контактным поверхностям валки-полоса при отношении линейных скоростей вал ков, равном вытяжке полосы, и величи не удельного переднего натяжения, ра ное -сумме удельного заднего натяжения и произведения величины сопротивления металла деформации иа натуральнья логарифм от величины вытяжки (в режиме прокатка-волочение), изменяя давление прокатки в очаге деформ ции обратно пропорьдаонально изменению величины шероховатости RCI полосы в области существования процесса прокатки-волочения по давлению. На фиг. 1 изображен график изменения давления металла на валки в функции вытяжки (область существования процесса прокатки-волочения по давлению); на фиг. 2 - зависимость величины шероховатости Rgj полосы от величины удельного давления в очаге деформации. Пример. Прокатные валки стана ДУО диаметром 700 мм, с длиной бочки 800 мм, катающие поверхности которых имеют заданную микрогеометрию с величиной Rg 2,4 мкм, заваливают в клеть стана ПВ-800. Полосу из стали 08 кп, шириной 600 мм, толщиной 2,0 мм, смотанную в рулон, транс портируют к стану, закрепляют на барабане разматывателя и в валки для прокатки по S-образной схеме (с охватом валков полосой). Передний конец полосы заправляют в моталку, устанавливают величину переднего натяжения 24 тс, заднего натяжения 22 тс, величину давления металла на валки 250 тс, и ведут про цесс прокатки со следующими параметрами: 1,2 Л где VQ - линейная скорость ведущего валка; V/I - линейная скорость ведомого валка; Д, - величина вытяжки за проход GO (7 + (Tg 1пД./ где СЗд- удельное переднее натяжение CJ-) - удельное заднее напряжение (с- предел текучести прокатываемой полосы. 9 При прокатке в таком режиме обеслечиваются условия существования процесса прокатки-волочения, которому свойственна стабильность заданной ве.тячины натяжки Л-я,при изменении давления металла от Р,, ynof. предеах зоны существования процесса прокатки-волочения по давлению). С учетом коэффициента отпечатываемости для установленного давления металла на валки 250 тс К i о 4 IN - п - J 5 где f,i текущая величина шероховатости RQ полосы; величина шероховатости Rg валка, величина шероховатости R... полосы на выходе из клети 0,96 мкм. По мере износа катающих поверхностей валков и уменьшения величины шероховатости RQ полосы (определенного по зависимости величины шероховатости полосы от количества прокатанных полос) производят коррекцию шероховатости полосы увеличением давления металла на валки по следующей эмпирической формуле: ДР (78-92) () где (Р - требуемая величина приращения удельного давления прокатки, кгс/мм ; ( - заданная первоначальная величина среднего арифметического отклонения профильной линии от средней линии; R - текущая (определенная) величина среднего арифметического отклонения профильной лй. НИИ от средней линии. Увеличение давления металла на валки по линейному закону в пределах зоны Существования процесса прокаткиволочения по давлению приводит к увеличению шероховатости полосы Rg, согласно практически линейной зависимости, полученной экспериментально для случая, когда шероховатость валков больше, чем шероховатость полосы. Увеличение давления металла на валки ° vwvi Ру -дрбеспечнвает компенсацию уменьшения шероховатости полосы вслевследствие износа валков и поддержание ее на.уровне 0,96 неизменной величине .вытяжки полосы 1,2. Если коэффициент пропорциональности менее 78, изменение давления прокатки. определенное no предлагаемой зависимости, не обеспечивает поддержание заданного уровня шероховатости, а величина коэффициента более 92 приводит к чрезмерному увеличению коэффициента отпечатываемости и выходу за пределы зоны существования процесса лрокатки-волочения по давлению. Экономический эффект изобретения составляет 50 тыс. руб. в год. Формула изобретения Способ прокатки шероховатых полос в валках с заданной микрогеометрией при поЬтоянном определении шероховатости полосы -и ее коррекции, отличающийся тем, что, с целью повышения стабильности шероховатости по длине полосы, прокатку ведут в асимметричном режиме трения по контактным поверхностям валки-полоса при отношении линейньсс скоростей валков, равном вытяжке полосы, и величи-25 ной переднего удельного натяжения, определяемого по следующей математической зависимости (, гд 5 пр ру пр гд 10 в пр ле пр № 30 ст лу е СТо - удельное переднее натяжение; G - удельное заднее натяжение; (5 - предел текучести прокатываемой полосы; ичем шероховатость полосы корректиют посредством изменения давления окатки по эмпирической формуле: АР (7в-92) (Яс,,-Капт) е ДР - требуемая величина изменения удельного давления-прокатки;R - заданная величина среднего арифметического отклонения профильной линии шероховатости от средней линии для прокатываемой полосы, мкм; текущая величина среднего арифметического отклонения профильной линии шероховатости от средней линии дпя прокатываемой полосы, мкм, пределах области существования оцесса прокатки-волочения по давнию . Источники информации, инятые во внимание при экспертизе 1.Авторское свидетельство СССР 532404, кл. В 21 В 1/22, 1978. 2.Ксензук Ф.А. и др. Вальцовщик анов холодной прокатки. М., Металргия, 1969, с. 93-94, 129-142.
nwox
nwm
Лз Ф«г. /
0воюо
Иде/ ь}1оеда6ление,)гс1мм Ф(&.2
