(54) ПЕЧЬ ДЛЯ ПЛАВКИ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ СЫРЬЯ ОТРАБОТАННЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ | 1997 |
|
RU2146298C1 |
| Плавильная печь для легкоплавких металлов | 1967 |
|
SU449953A1 |
| Отражательная печь для переплава алюминиевого лома | 2017 |
|
RU2657948C1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2016 |
|
RU2617087C1 |
| Отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2729232C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2011 |
|
RU2481534C1 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2020 |
|
RU2757773C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2760135C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2013 |
|
RU2529348C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВЫХ ЛОМОВ | 2014 |
|
RU2579707C1 |
1
Изобретение относится к металлургии, в частности к печам для плавки легкоплавких металлов, например свинца.
Известна плавильная печь для легкоплавких металлов, содержащая ванну, загру зочное устройство, выполненное в виде шлюзового затвора, механизм для удаления изгари и герметичную крышку 1
Герметичная крышка препятствует попаданию паров свинца в атмосферу, однако не решает вопрос уменьшения образования изгари.
Известна также печь для плавки легкоплавких металлов, содержащая ванну с загрузочным устройством и сливным отверстием с запорным вентилем, крышку с установленной на ней мешалкой, датчиком уровня и вентиляционным патрубком и нагревательные элементы. Борьба с образованием изгари ведется с помощью, например, активированного угля, помещаемого на поверхность жидкого металла 2.
Недостатком этой печи является отсутствие эффективного способа борьбы с угаром расплавленного металла, так как применение активированного угля недостаточно защищает металл от образования изгари
(окислов свинца), не препятствует испарению свинца, разбрызгиванию его и т. п.
.Цель изобретения - уменьшение угара металла.
Поставленная цель достигается тем, что печь снабжена металлической плитой для покрытия поверхности металла, установленной с зазором относительно стенок ванны, плита снабжена штангами с подвижно установленными на них втулками, штанги закреплены на верхней поверхности плиты, на нижней поверхности которой по периметру выполнены ребра, а втулки закреплены на крышке.
Благодаря этому полностью исключается контакт между поверхностью расплавленного металла и окружаюшей средой, что исключает образование угара - окислов металла (изгари), паров металла, брызг и т. п.
Кроме того, ребра повышают устойчивость плиты при колебаниях поверхности расплавленного металла при загрузке слитков и т. п.
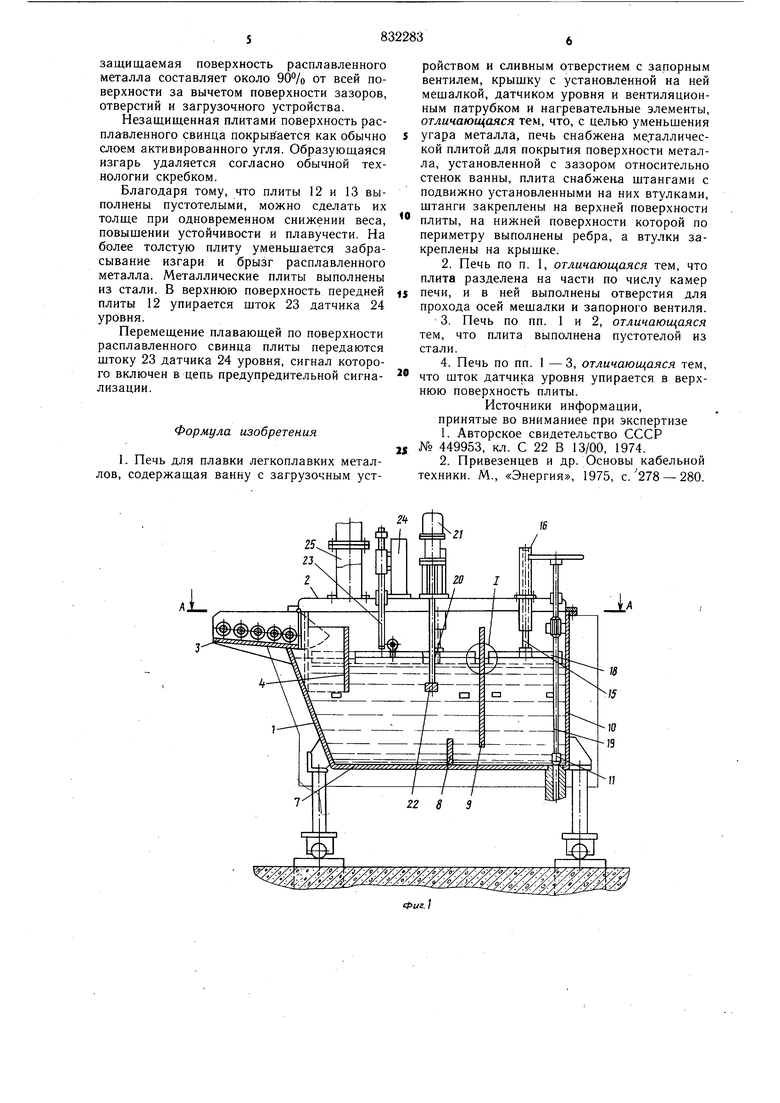
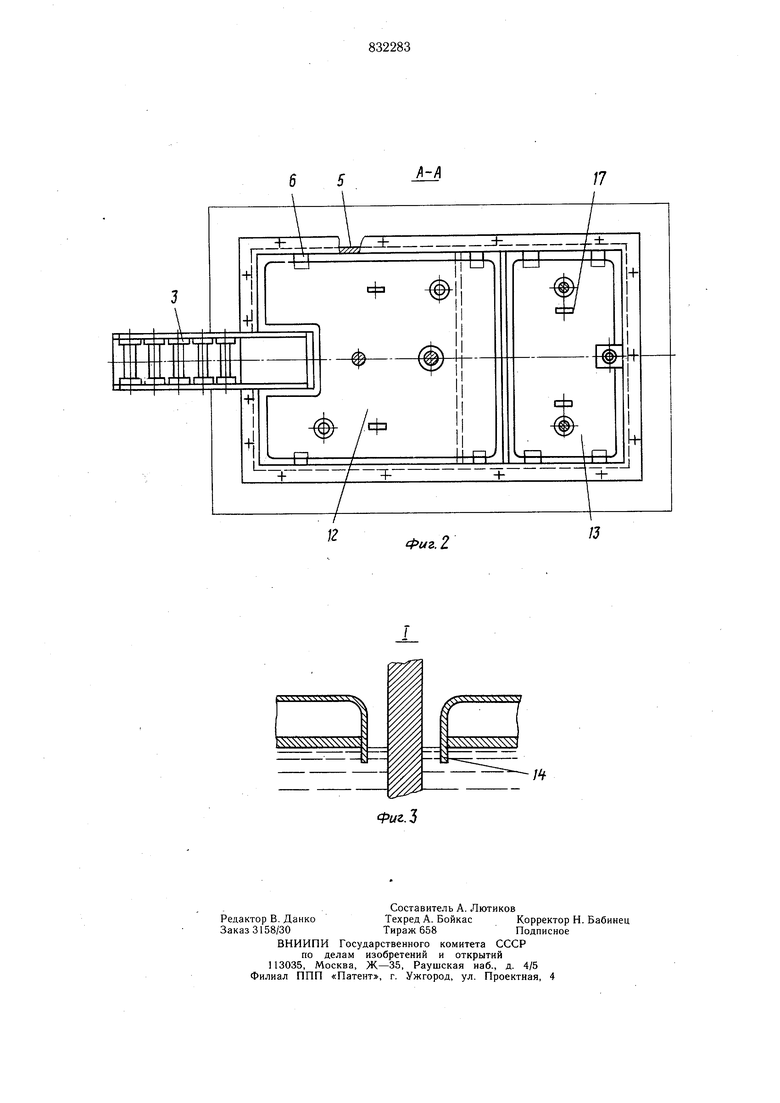
Наличие штанг позволяет фиксировать положение плиты в горизонтальной плоскости и дает свободу передвижения в вертикальном направлении при изменениях уровня расплавленного металла. В случае многокамерной печи плита может быть разделена на части по числу камер печи, и в ней выполнены отверстия для прохода осей мешалки .и запорного вентиля. Плита может быть выполнена пустотелой из стали, а шток датчика уровня упираться в верхнюю поверхность плиты. На фиг. 1 изображена печь, вертикальный разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1. Печь для легкоплавкого металла содержит ванну 1, закрытую крышкой 2. Ванна 1 имеет загрузочное устройство 3, отделенное от внутреннего объема ванны 1 стенкой 4, на боковых стенках 5 ванны 1 имеются упоры 6. К дну 7 и боковым стенкам 5 ванны 1 приварен выступ 8, а к боковым стенкам 5 с зазором по дну 7 приварена перегородка 9. К задней стенке 10 ванны 1 прикреплен запорный вентиль 11. Поверхность расплавленного металла покрыта плаваюш,ей пустотелой металлической плитой, разделенной перегородкой 9 на две части - переднюю плиту 12 и заднюю плиту 13. Обрашенные к расплавленному металлу нижние поверхности плит имеют по периметру ребра 14. На верхней поверхности плит закреплены штанги 15, входяшие во втулки 16, установленные на крышке 2, и рым-болты 17. В задней плите 13 выполнен вырез 18 для прохода оси 19 запорного вентиля 11. Б передней плите 12 выполнено отверстие 20 для прохода оси мешалки 21 с крыльчаткой 22. Шток 23 датчика 24 уровня опирается на верхнюю поверхность передней плиты 12. На крышке 2 размещен вентиляционный патрубок 25. Устройство работает следующим образом. Перед запуском ванны 1 в работу, например после ремонта, ее загружают свинцовыми слитками до упоров 6 на боковых стенках 5. Уложенные слитки накрывают передней плитой 12 и задней плитой 13, которые ложатся на упоры 6. Затем накрывают ванну 1 крышкой 2 таким образом, чтобы штанги 15 плит вошли ьо втулки 16 крышки 2, после чего крепят крышку 2 к ванне 1 болтами. Включают нагрев ванны 1, плавят загруженные слитки, после чего добавляют в расплавленный металл через загрузочное устройство 3 слитки, доводя уровень расплавленного металла до высоты 700 мм. После этого плавильная печь готова к работе. Непрерывный срок работы печи составляет несколько месяцев, в течение живается уровень расплавленного свинца 500 - 700 мм, что исключает попадание окислов в шнек пресса и, соответственно. В оболочку кабеля. Выступ 8 и перегородка 9 служат для разделения ванны Г на секцию плавления, расположенную со стороны загрузочного устройства 3, и секцию постоянной температурь, расположенную в задней части. Загрузочное устройство 3 ограждено стенкой 4 от внутреннего объема ванны 1, что уменьшает разбрызгивание металла при загрузке слитков, а также отделяет переднюю плиту 12 от них. Над загрузочным устройством 3 на крышке 2 расположен вентиляционный патрубок 25, соединенный с вентиляционной системой, отсасывающей пары свинца из зоны загрузочного устройства 3, что исключает попадание паров свинца в атмосферу цеха. Одновременно это позволяет отказаться от полной герметизации плавильной печи, что сделать весьма сложно, учитывая большой расход свинца за смену и необходимость поддерживать уровень расплавленного металла в узком пределе. В среднем в течение смены перерабатывают 8000 кг свинца, что при весе слитка 50 кг составляет 160 слитков. При необходимости, подача расплавленного свинца из ванны 1 может быть прекращена-закрытием запорного вентиля 11. Для уменьшения образования угара свинца поверхность расплавленного металла покрыта плавающей в расплаве пустотелой металлической плитой. Последняя может быть разделена на части, и в предлагаемом изобретении разделена на переднюю плиту 12, защищающую поверхность секции плавления, и заднюю плиту 13, защищающую поверхность секции постоянной температуры. Плиты расположены с зазором около 10 мм относительно стенок ванны. По периметру плиты на нижней поверхности выполнены ребра 14, которые погружены в расплав и препятствуют проникновению, воздуха под плиту, что улучщает защитные свойства плиты. Кроме того, ребра 14 повышают устойчивость плиты при колебаниях поверхности расплавленного металла при загрузке слитков и т. п. Закрепленные на верхней поверхности плит штанги 15, входящие во втулки 16 крышки 2, фиксируют положение плит к горизонтальной плоскости и обеспечивают свободное перемещение плит в вертикальном направлении. Нижний предел опускания плит ограничивается упорами 6. Через отверстие 20 передней плиты 12 пропущена ось мешалки 21 с крыльчаткой 22, служащей для перемещивания расплава при добавлении различных присадок к свинцу, например сурьмы и т. п. Через отверстие 18 задней плиты 13 проходит ось 19 запорного вентиля 11. Общая
защищаемая поверхность расплавленного металла составляет около 90% от всей поверхности за вычетом поверхности зазоров, отверстий и загрузочного устройства.
Незащищенная плитами поверхность расплавленного свинца покрывается как обычно слоем активированного угля. Образующаяся изгарь удаляется согласно обычной технологии скребком.
Благодаря тому, что плиты 12 и 13 выполнены пустотелыми, можно сделать их толще при одновременном снижении веса, повыщении устойчивости и плавучести. На более толстую плиту уменьщается забрасывание изгари и брызг расплавленного металла. Металлические плиты выполнены из стали. В верхнюю поверхность передней плиты 12 упирается щток 23 датчика 24 уровня.
Перемещение плавающей по поверхности расплавленного свинца плиты передаются щтоку 23 датчика 24 уровня, сигнал которого включен в цепь предупредительной сигнализации.
Формула изобретения
Источники информации, принятые во вниманиее при экспертизе
Scv s sSSSSx
Фиг. 2
/
14
Фиг.
