Изобретение относится к цветной металлургии, а именно к плавильным агрегатам для переплава вторичных алюминиевых ломов и отходов алюминиевых сплавов в слитки и чушки. Печь может применятся для рафинирования, получения сплавов, усреднения химического состава лома.
Известен аналог - отражательная печь для переплавки металла (Источник информации патент РФ №2155304), содержащая корпус, образованный кирпичной кладкой наружных стен, как в заявленной печи, накопительную ванну и наклонную площадку, ограниченную подом и стенками, свод, сливную летку и газоход.
Недостатками этой печи являются:
1. Сложность конструкции из-за наличия двух сводов (малый над загрузочным столом и большой над ванной).
2. Отсутствие внешней теплоизоляции печи, уменьшающей потери тепла во внешнюю среду.
3. Печь не имеет систему пылегазоочистки и при работе будет загрязнять окружающую среду вредными выбросами.
4. Из описания печи следует, что она оснащена только одной форсункой. Этого явно недостаточно для обеспечения высокой скорости проплавления шихты и ведения форсированного режима плавки. Ввиду указанных выше недостатков печь не может обеспечить решение технической задачи.
Известен аналог - отражательная печь для переплава металла (Источник информации патент РФ №2047663), содержащая корпус, образованный кирпичной кладкой наружных стен, как в заявленной печи, накопительную ванну и наклонную площадку, ограниченную подом и стенками, свод, сливную летку и газоход.
Печь предназначена для переплавки вторичного алюминия и имеет следующие недостатки:
1. Дороговизна и сложность аккумулирующей теплоподушки (легковесный огнеупорный кирпич, блюмсы).
Большая глубина жидкого металла в ванне затрудняет процесс перемешивания, вследствие чего жидкий металл не будет гомогенным.
2. Отсутствие внешней теплоизоляции печи, уменьшающей потери тепла во внешнюю среду.
3. Печь не имеет систему пылегазоочистки и при работе будет загрязнять окружающую среду вредными выбросами.
4. В печи используется стационарный желоб для слива расплавленного металла.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Известен аналог - отражательная печь для переплавки металла (Источник информации патент РФ №2361162), являющаяся наиболее близкой (прототипом), содержащая корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, как в заявленной печи, накопительную ванну и наклонную площадку, ограниченную подом и стенками, свод, сливную летку и газоход, причем корпус размещен на сварном каркасе. Считаю, что печь, взятая за прототип, имеет следующие недостатки:
1. Печь не имеет камеру дожига и установку пылегазоочистки.
2. Печь имеет высокую производительность, но производительность ее еще можно увеличить.
3. Печь имеет удовлетворительную герметичность. За счет специальной конструкции заслонки рабочего и шлакового окон можно создать герметичную печь, позволяющую снизить выбросы вредных газов в атмосферу, уменьшить потери металла и тепла в окружающую среду.
4. Печь имеет ступеньку с наклонной площадки к подине, которая не позволяет с помощью погрузчика со скребком производить чистку подины и наклонной площадки (т.е. механизировать процесс чистки подины и наклонной площадки).
5. В печи использованы подовые блоки МКРС-50, имеющие достаточно большой срок эксплуатации, однако, применив другие подовые блоки для подины и наклонной площадки, можно увеличить срок эксплуатации печи.
Задачей изобретения является создание высокопроизводительной газовой ванной отражательного типа печи для переплава алюминиевых ломов, имеющей камеру дожига, установку пылегазоочистки, герметичной, позволяющей снизить выбросы вредных газов в атмосферу, уменьшить потери металла и тепла в окружающую среду, а также увеличить срок ее эксплуатации.
Технический результат - разработанная печь является герметичной, имеющей большой срок эксплуатации, высокопроизводительной, позволяющей: использовать несортированный от инородных включений лом, снизить потери тепла в окружающую среду за счет специальной теплоизоляции, вести процесс переплава на естественной и искусственной тяге с камерой дожига и установкой пылегазоочистки, что делает его экологически чистым.
Указанный технический результат достигается за счет того, что в отражательную печь для переплава алюминиевого лома, содержащую корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, накопительную ванну и наклонную площадку, ограниченные подом и стенками, свод, сливную летку и газоход, согласно предлагаемому изобретению, введен сварной каркас, залитый бетоном с наполнителем: шамотной и асбестовой крошкой, накопительная ванна и наклонная площадка выполнены из корундовых блоков КС, уложенных на три слоя асбокартона и легковесный кирпич ШЛ-1,0. Бетон с наполнителем: шамотной и асбестовой крошкой, три слоя асбокартона и легковесный кирпич под подиной и под наклонной площадкой позволяют снизить потери тепла, сохранять температуру металла в ванне и наклонной площадке. Срок службы печи увеличивается из-за использования корундовых блоков КС ТУ 14-8-556-87, которые имеют высокую огнеупорность и стойкость (срок службы по практическим данным 8-9 лет).
Кроме того, отражательная печь для переплава алюминиевого лома имеет в одной боковой стене две инжекционные восьмисмесительные горелки среднего давления, направленные под углом на наклонную площадку, в другой боковой стене одну инжекционную восьмисмесительную горелку, направленную под углом на наклонную площадку, а другую 17-смесительную, направленную на подину печи. 17-смесительная горелка имеет в центре пять смесителей с насадками, которые позволяют получить факел длиной 2,7 метра, остальные смесители используются без насадок и имеют факел длиной 1,5-1,6 метра, восьмисмесительные горелки имеют в верхнем ряду четыре смесителя, выполненные с ребрами на их концах внутри центрального канала, дающих при горении газовоздушной смеси длинный факел 2,2-2,3 метра, смесители, находящиеся в нижнем ряду, позволяют получить факел длиной 1,2 метра.
Такое расположение горелок позволяет добиться высокой скорости плавки, снижения угара (по практическим данным), а также загружать незагрязненную шихту через шлаковое окно и быстро ее переплавлять за счет тепла, выделяющегося при горении факела 17-смесительной горелки. Тепловая мощность горелок составляет 6240 КВт, что делает печь высокопроизводительной, позволяющей вести форсированный режим плавки.
При этом отражательная печь для переплава алюминиевого лома имеет запасную и рабочую летку в боковой стене для выпуска расплавленного металла, выполненные в быстросменных леточных кирпичах, причем каждый леточный кирпич размещается в металлическом коробе леточного кирпича, который приварен к рамке, при этом последняя крепится к коробу печи, кроме того, печь имеет футерованную поворотную чашу с приваренным к ней футерованным поворотным желобом, который может поворачиваться в процессе разливки жидкого металла и последовательно разливать наплавленный в печи металл в разливочное оборудование, расположенное в секторе обслуживания с углом 135°.
Более того, к каркасу печи приварен стальной короб, имеющий теплоизоляцию между ним и каждой стеной (кроме передней - завалочной), состоящую из асбестовой крошки, двойного слоя огнеупорных матов, двойного слоя листового асбокартона. Такое конструктивное решение значительно снижает потери тепла в окружающую среду.
Существенно отметить, что свод печи имеет огнеупорную теплоизоляционную обмазку и сверху его уложен двойной слой огнеупорных теплоизоляционных матов. Это дополнительно уменьшает теплопотери из печи.
Далее, печь имеет привод подъема и опускания рабочей заслонки печи, состоящий из электродвигателя, муфты, червячного редуктора, барабана, шкива, троса, цепей, противовеса, блоков и заслонки с тройным теплоизоляционным слоем асбеста, футерованной легковесным полуторным огнеупорным кирпичем, который скользит по зафутерованным в наклонной передней стене металлическим направляющим, которые обеспечивают при закрытии заслонкой рабочего окна печи достаточную герметичность, что способствует уменьшению угара. Заслонка шлакового окна печи имеет раму, футерованную легковесным полуторным кирпичем, выступающим за раму на 35 мм, причем рама закреплена в консоле, которая поворачивается вокруг оси, закрывая шлаковое окно, при этом образуется надежный «Г-образный замок», что способствует уменьшению угара и теплопотерь из печи.
Следует отметить, что отражательная печь для переплава алюминиевого лома снабжена футерованной огнеупорным кирпичом камерой дожига, в которой установлена газовая шестисмесительная инжекционная горелка, воздуходувка, а сверху камеры дожига смонтирован экономайзер.
Наконец, отражательная печь снабжена установкой пылегазоочистки для достижения экологически чистого процесса, причем установка пылегазоочистки имеет квадратную в сечении форму корпуса, в котором размещены две поворотные решетки и четырнадцать матерчатых фильтров.
Введение в конструкцию печи перечисленных выше устройств, материалов и т.п. обеспечивает решение поставленной задачи.
Наличие наклонной площадки позволяет вести в печи переплавку несортированного от инородных включений лома, так как переделки (чугунные и стальные кольца, вкладыши, втулки, шпильки, толкатели, клапаны и т.д.) не попадают в расплавленный металл.
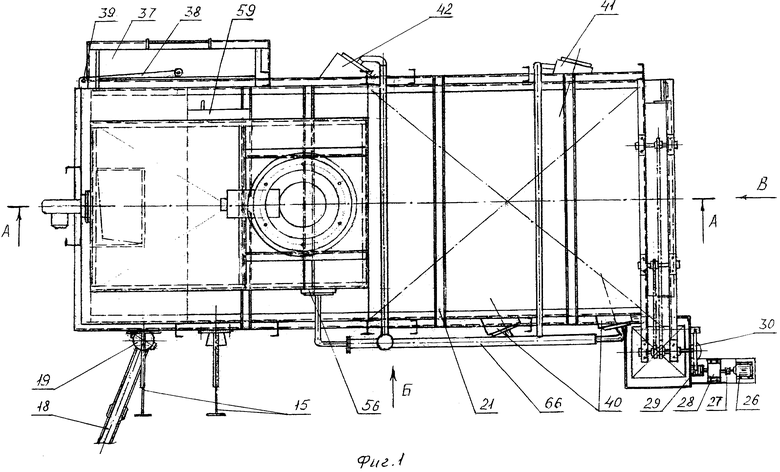
На фиг.1. Вид печи в плане.
На фиг.2. Продольный разрез печи.
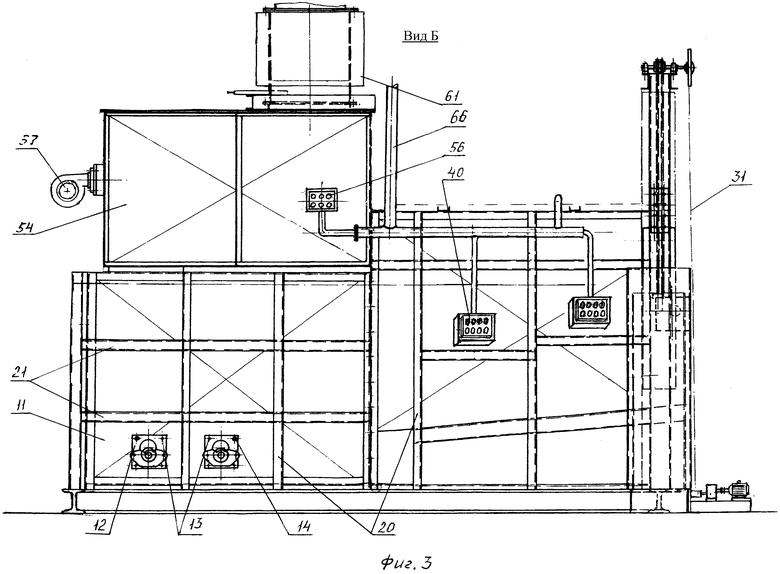
На фиг.3. Вид Б печи.
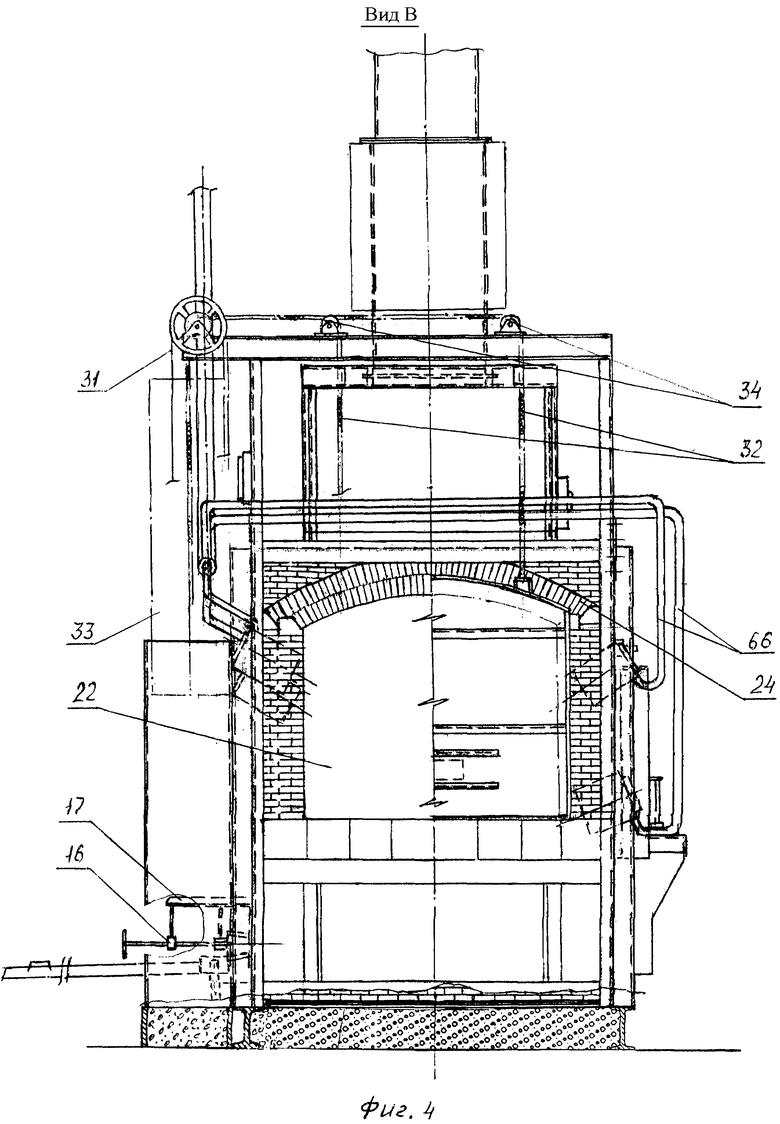
На фиг.4. Вид печи со стороны рабочего окна.
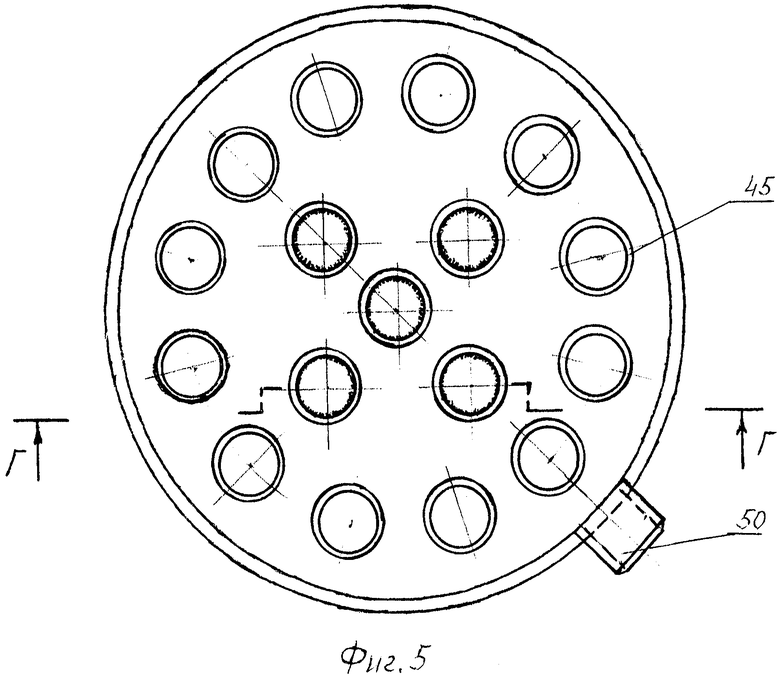
На фиг.5. 17-ти смесительная горелка.
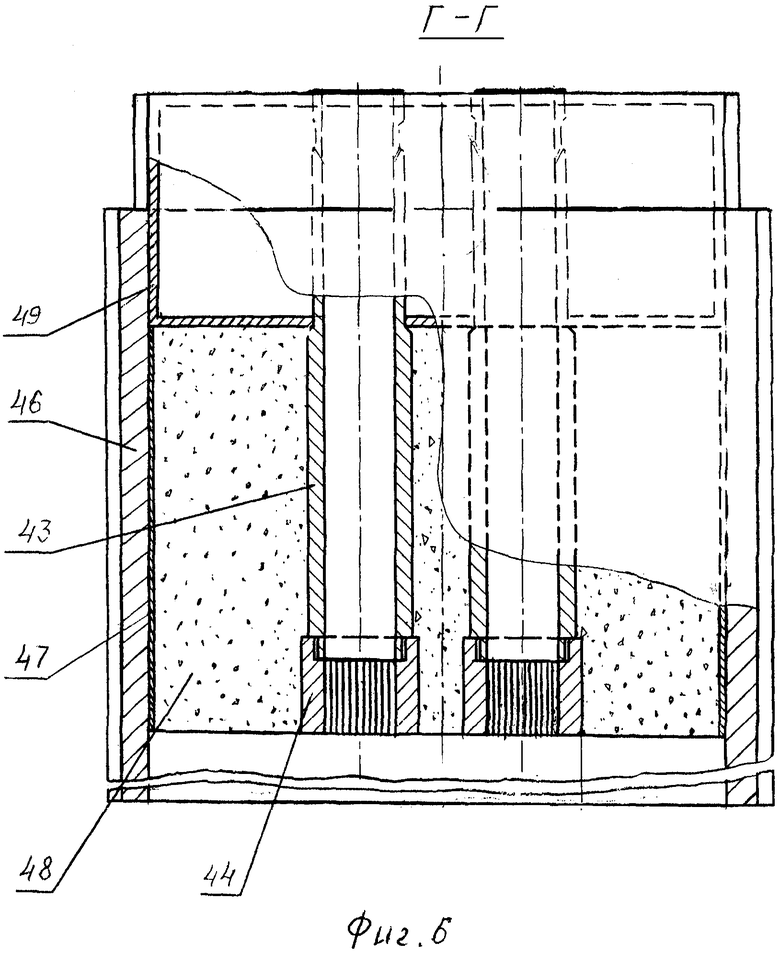
На фиг.6. Разрез Г-Г 17-ти смесительной горелки.
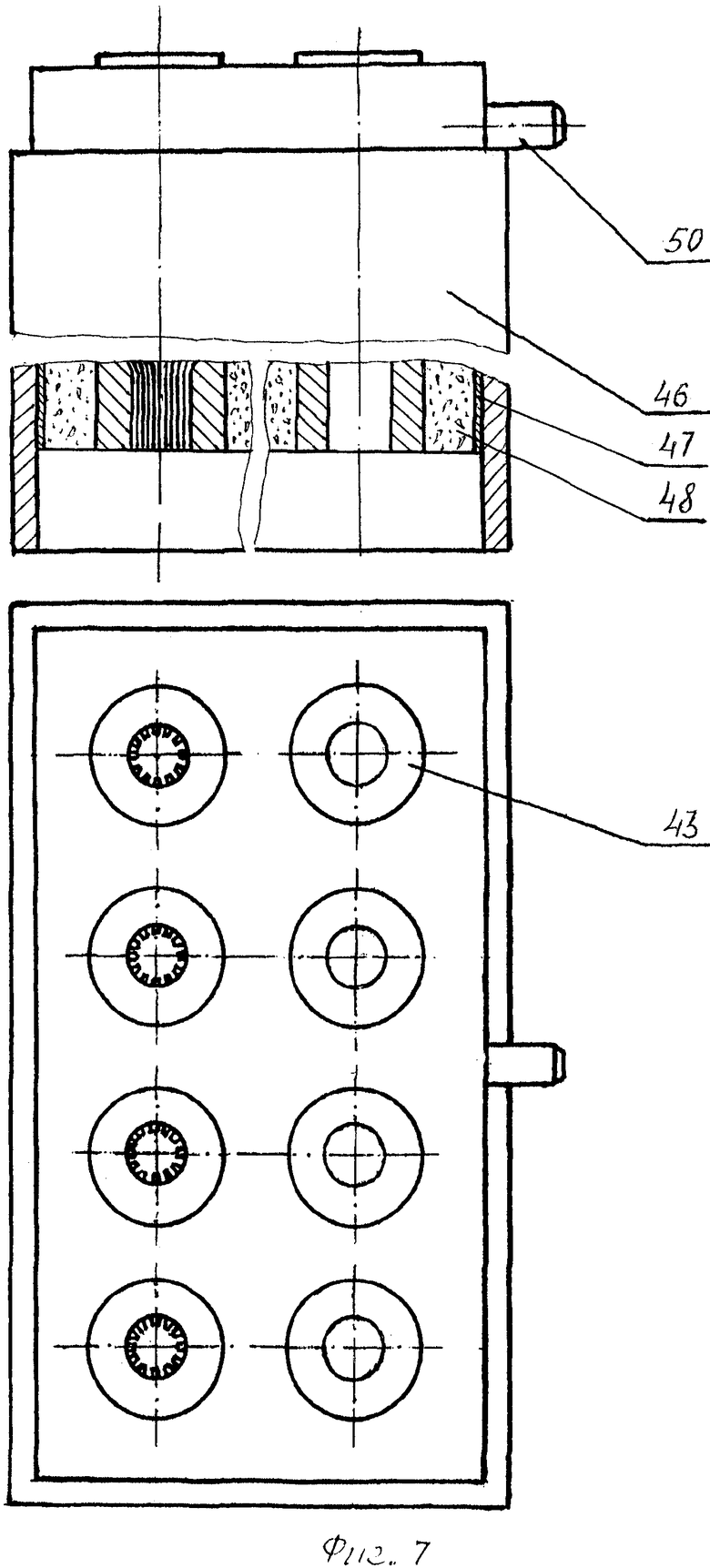
На фиг.7. Двухрядная восьмисмесительная горелка.
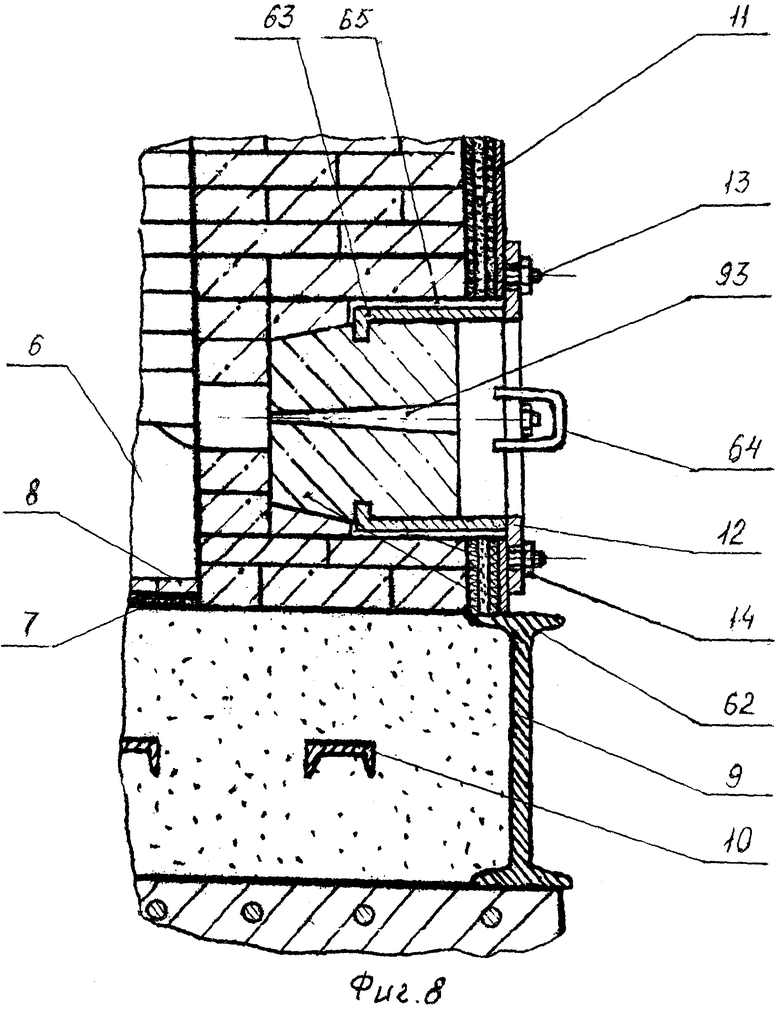
На фиг.8. Установка леточного кирпича в нише печи.
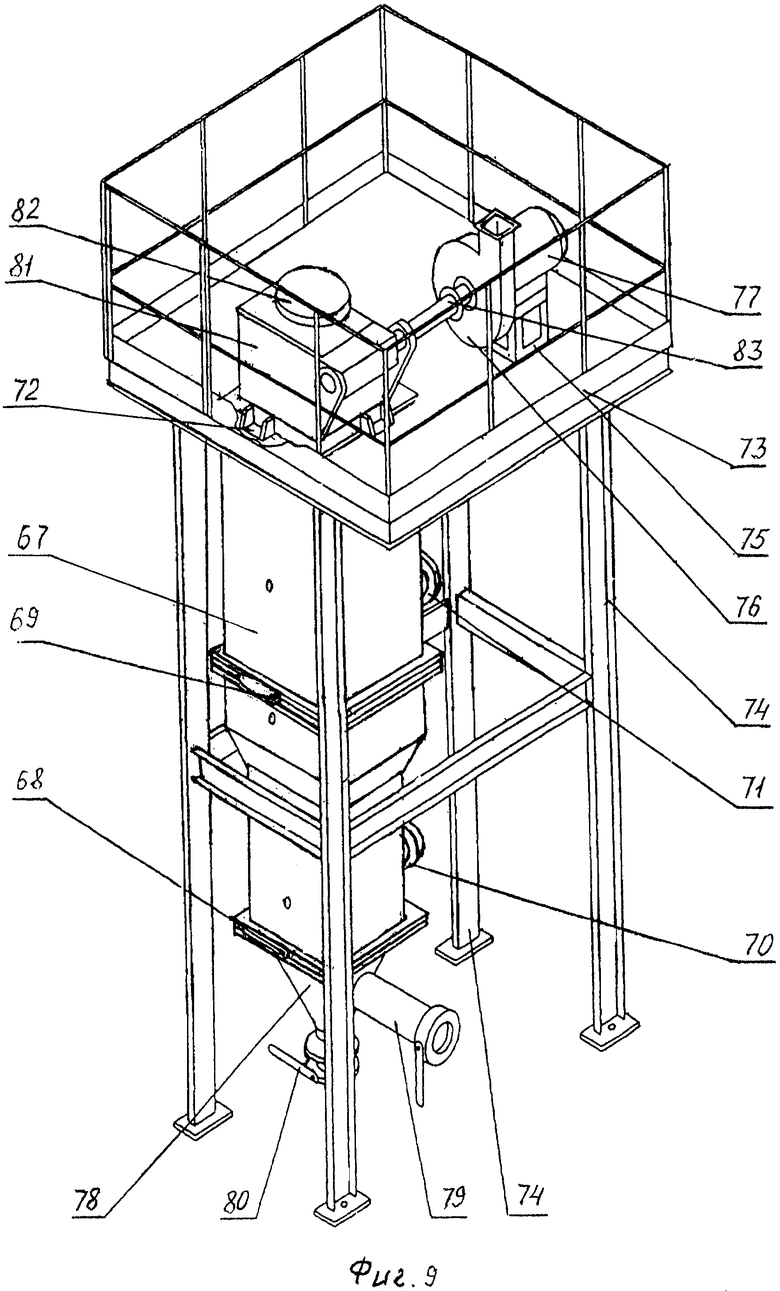
На фиг.9. Установка пылегазоочистки.
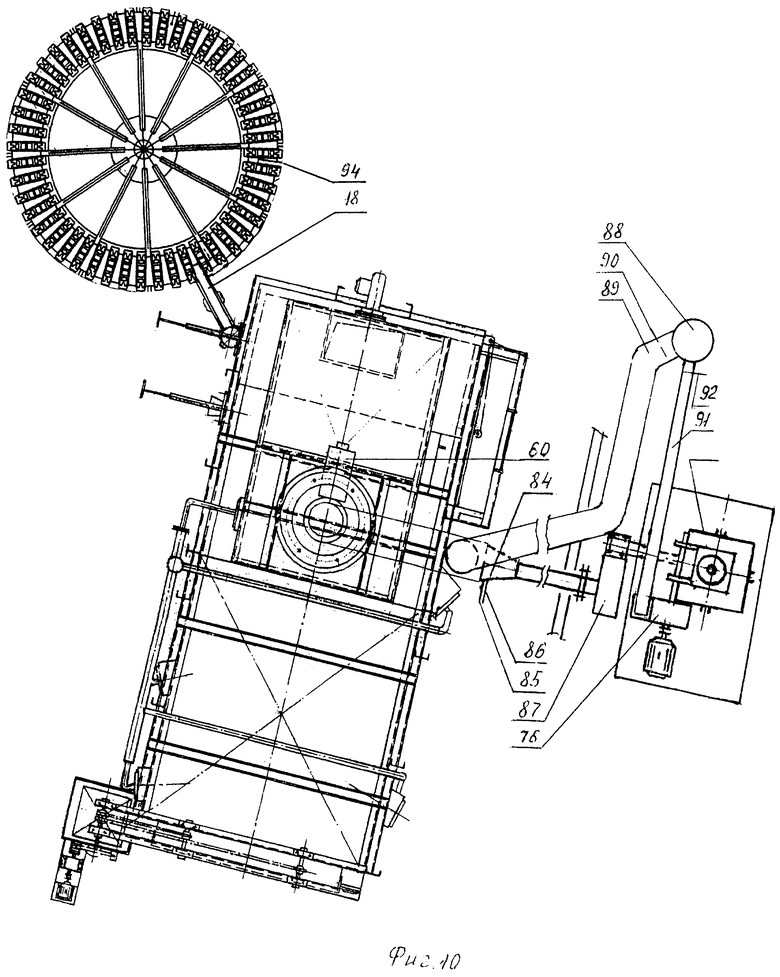
На фиг.10. Печь с разливочным оборудованием и установкой пылегазоочистки.
Предлагаемая печь содержит смонтированный на каркасе 1 печи корпус, образованный кирпичной кладкой наружных боковых, передней 2 и задней 3 торцевых стен.
Под 4 печи и наклонная площадка 5 имеют плавный переход и выложены из корундовых блоков поз. 6 КС ТУ 14-8-556-87, уложенных на три слоя асбокартона 7 и легковесный кирпич ШЛ-1,0 поз. 8 (фиг.2). Бетон, залитый в каркас 1 с наполнителем: шамотной и асбестовой крошкой, три слоя асбокартона 7 и легковесный кирпич 8 под подиной 4 и под наклонной площадкой 5 позволяют снизить потери тепла, сохранять температуру металла в ванне и наклонной площадке. Срок службы печи увеличивается из-за использования корундовых блоков КС ТУ 14-8-556-87, которые имеют высокую огнеупорность и стойкость (срок службы по практическим данным 8-9 лет). Применением корундовых блоков КС (больших - длина 1000 мм, ширина 400 мм, толщина 300 мм, малых - длина 500 мм, ширина 400 мм, толщина 300 мм) вместо обычных штучных изделий можно уменьшить количество швов, что снижает газопроницаемость и повышает шлакоустойчивость футеровки; получить экономию средств, поскольку отпадает процесс предварительного изготовления штучных огнеупоров, выполнить узлы агрегатов практически любой конфигурации, ускорить процесс строительства и снизить долю ручного труда. Швы между корундовыми блоками КС заполняют тонкоразмолотым сухим шамотным порошком, а еще более лучший результат был достигнут автором, когда засыпанный в щели блоков подины и наклонной площадки шамотный порошок в верхней части заливался жидким стеклом, а затем замазывался «заподлицо» с верхней плоскостью подины и наклонной площадки огнеупорной клеевой мастикой.
В качестве связующего вещества применяется огнеупорный раствор, состоящий из огнеупорной глины (21%), шамотного порошка (75%), жидкого стекла (3%) и фоскон (алюмохромофосфатная смесь, 1%).
Толщина швов 1-2 мм, термокомпесационные швы не выкладываются.
На металлическом каркасе 1 печи выложены четыре стены, под 4, наклонная площадка 5. Каркас печи сварной, сваренный из двутавров №20 (9), швеллеров №14 (10), заливают внизу бетоном марки В40 с наполнителем шамотной и асбестовой крошкой. Излишки бетона В40 с наполнителем шамотной и асбестовой крошкой снимают линейкой с поверхности двутавра №20. Горизонтальная часть подины 4 состоит из пяти рядов корундовых блоков КС по три штуки в каждом ряду, наклонная часть подины 4 имеет четыре ряда корундовых блоков КС по три штуки в каждом ряду, уложенных на плашку. Размер подины 3×2,4 метра. Наклонная площадка 5 состоит из семи рядов подовых блоков КС, уложенных на ребро. Размер наклонной площадки 3×2,1 метра. Подовые блоки обложены прямым шамотным кирпичом марки ША-1 изделие №5 ГОСТ 8691-73. Стены печи выложены из шамотного кирпича ША-1 №5 и №12 ГОСТ 8691-73 в стальном коробе 11. В боковой стене имеется рабочая летка и запасная, выполненные в леточных кирпичах. Каждый леточный кирпич размещается в металлическом коробе легочного кирпича и при кладке боковой стены укладывается в нишу, при этом рамка 12 приварена к коробу легочного кирпича и крепится на стальном коробе 11 печи четырьмя шпильками 13 и четырьмя гайками 14. Каждая летка затыкается пикой 15, которая ввинчивается и вывинчивается в две гайки 16, приваренных на кронштейне 17. Несколько подробнее о леточном кирпиче будет описано ниже.
При этом отражательная печь для переплава алюминиевого лома имеет поворотный футерованный желоб 18, который может поворачиваться в процессе разливки жидкого металла и имеет в конструкции футерованную поворотную чашу 19, что позволяет последовательно разливать наплавленный в печи металл в разливочное оборудование, расположенное в секторе обслуживания с углом 135° фиг.1. Передняя 2 стена печи выложена в полтора кирпича, остальные в два.
К каркасу 1 печи приварен стальной короб 11 печи, имеющий теплоизоляцию между ним и каждой стеной (кроме передней 2), состоящую из асбестовой крошки, огнеупорных матов, двойного слоя листового асбокартона. Такое конструктивное решение значительно снижает потери тепла в окружающую среду.
Крепление стального короба 11 печи к каркасу 1 печи производится вертикальными швеллерами №16 (20) фиг.3.
Для предотвращения распора кладки печи вертикальные швеллеры имеют связку из горизонтальных швеллеров №16 (21) фиг.1, 3.
Рабочее 22 и шлаковое 23 окна имеют своды 24 и 25 соответственно, выложенные по шаблонам из шамотного торцевого клина ША-1 №22 и №23 фиг.2, 4. Далее, печь имеет привод подъема и опускания заслонки рабочего окна печи, состоящий из электродвигателя 26, муфты 27, червячного редуктора 28, барабана 29, шкива 30, троса 31, цепей 32, противовеса 33, блоков 34 и заслонки с тройным теплоизоляционным слоем асбеста 35, футерованной легковесным полуторным огнеупорным кирпичем 36, который скользит по наклонной передней стене 2. В ней по бокам зафутерованы металлические направляющие швеллеры (не показаны), которые обеспечивают при закрытии заслонкой рабочего окна печи достаточную герметичность, что способствует уменьшению угара. Заслонка шлакового окна печи имеет раму 37, закрепленную в консоле 38, которая поворачивается вокруг оси 39, закрывая и открывая шлаковое окно 23. Она футерована легковесным полуторным огнеупорным кирпичом, выступающим за раму на 35 мм и образующим при закрытии надежный «Г-образный замок», что способствует уменьшению угара и теплопотерь из печи фиг.1. Открытие и закрытие заслонки производится вручную.
Кроме того, отражательная печь для переплава алюминиевого лома имеет в одной боковой стене две инжекционные восьмисмесительные горелки среднего давления 40, направленные под углом на наклонную площадку 5, в другой боковой стене одну инжекционную восьмисмесительную горелку 41, направленую под углом на наклонную площадку 5, а другую 17-смесительную 42, направленную на подину 4 печи. Такое расположение горелок позволяет добиться высокой скорости плавки, снижения угара (по практическим данным), а также загружать незагрязненную шихту через шлаковое окно и быстро ее переплавлять за счет тепла, выделяющегося при горении факела 17-смесительной горелки 42. Тепловая мощность горелок составляет 6240 КВт, что делает печь высокопроизводительной, позволяющей вести форсированный режим плавки, при этом металл не успевает окисляться и, в конечном счете, угар получается небольшим.
17-смесительная горелка 42 имеет в центре пять смесителей 43 с насадками 44, которые позволяют получить факел длиной 2,7 метра. Остальные смесители 45 используются без насадок и имеют факел длиной 1,5-1,6 метра (горелка исследовалась в лаборатории ООО «Пенаплав» на исследовательском стенде) фиг.5, 6. Горелка имеет горелочный туннель 46 для устойчивого горения факела, а также кожух 47 для набивки промежутков между смесителями огнеупорной набивной массой 48. Газ поступает в газораспределительную коробку 49 по штуцеру 50.
Номинальное рабочее давление горелок 0,08 МПа. При футеровке печи в четыре проема укладываются четыре инжекционные горелки и перекрываются блоками КС ТУ 14-8-556-87. Затем происходит обмуровка горелок огнеупорной набивной массой собственной разработки, имеющей следующий состав:
Песок кварцевый;
Мертель шамотный МШ 39 ТУ 14-199-119-200;
Лигносульфанат технический ТУ 13-0281036-89;
Порошок молотой глины ПГБ ТУ 1522-009-00190495-99;
Фоскон (алюмохромофосфатная смесь) ТУ 2149-150-10964029-01.
Инжекционные горелки, имеющие каждая восемь смесителей 40, 41, направленные на подину, имеют в левом ряду четыре смесителя, выполненные с ребрами на их концах внутри центрального канала, дающие при горении газовоздушной смеси длинный факел (получено 2,2-2,3 метра в лаборатории ООО «Пенаплав» на исследовательском стенде) фиг.7. Смесители, находящиеся в правом ряду, имеют: внутренний диаметр 43 мм, внешний 65 мм, гладкие внутренние поверхности и четыре сопла диаметром 1,6 мм. При горении газовоздушной смеси в таких смесителях образуется факел длиной 1,2 метра. При установке горелок левый ряд смесителей должен находиться вверху, а правый внизу, причем перед установкой в печь горелки прокаливают вне печи, а при установке заделывают только щели, образовавшиеся между кладкой проема и горелкой. Горелки направляются на подину и перекрываются блоками КС. Такое расположение горелок позволяет добиться высокой скорости плавки, снижение угара.
Большой свод 51 выполнен по шаблону (кружалам) из клина торцевого ША1 №22, №23 и имеет обмазку 52 имеющую следующий состав:
- асбестовая крошка - 90%;
- жидкое стекло - 5%;
- огнеупорная глина - 5%;
- вода.
Сверху обмазки уложен слой огнеупорных теплоизоляционных матов 53, что дополнительно уменьшает теплопотери из печи. Пятовые балки сварены из швеллеров №24.
Отражательная печь для переплава алюминиевого лома снабжена камерой дожига 54. Камера дожига 54 футерована огнеупорным кирпичом и имеет теплоизоляцию 55, состоящую из асбестовой крошки, огнеупорных матов, двойного слоя листового асбокартона. Такое конструктивное решение значительно снижает потери тепла в окружающую среду. В камере дожига 54 имеется двухрядная шестисмесительная горелка 56. Дополнительно, необходимый воздух для процесса горения подается воздуходувкой 57, фиг.2, 3. Для чистки камеры дожига 54 от пыли, сажи предусмотрено окно 58, закрываемое заслонкой 59. В верхней части камеры смешения имеется шибер 60, регулирующий тягу в печи. Над камерой дожига 54 размещается экономайзер 61, в котором нагревается вода, используемая для технологических нужд.
Некоторые уточнения по конструкции леточного кирпича, изображенного на фиг.8. Неточный кирпич 62 размещается в металлическом коробе 63 леточного кирпича 62, фиксируется в нем благодаря наличию паза, выполненного по периметру, торец металлического короба 63 леточного кирпича 62 приварен к рамке 12. К рамке 12 и к металлическому коробу 63 леточного кирпича 62 приварены две ручки 64, с помощью которых плавильщики металла и сплавов устанавливают в нишу 65 стены леточный кирпич 62, размещенный в металлическом коробе 63 леточного кирпича 62, при этом шпильки 13 входят в пазы рамки 12. Крепление производится четырьмя гайками 14.
При замене износившегося леточного кирпича 62 отвинчивают четыре гайки 14, металлический короб 63 леточного кирпича 62 вместе с зафиксированным внутри его леточным кирпичом 62 и рамкой 12 вынимают из ниши, ставят новый подготовленный леточный кирпич 62, находящийся в металлическом коробе 63 леточного кирпича 62 с приваренной рамкой 12 в нишу печи и навинчивают четыре гайки 14 на четыре шпильки 13. Существенно отметить, что подача природного газа к четырем горелкам печи и горелке камеры дожига производится по газопроводу 66.
Очистка дымовых газов от пыли и вредных веществ происходит в установке пылегазоочистки, разработанной автором и изображенной на фиг.9, которая имеет широкий спектр очищаемых вредных веществ, находящихся в дымовых газах. Пылегазоочистка представляет собой сборный стальной квадратный в сечении корпус 67, в нижней части которого имеется нижняя поворотная загрузочная решетка 68 с отверстиями. В средней части стального корпуса 67 имеется верхняя поворотная загрузочная решетка 69 с отверстиями. Поворот решеток вокруг осей осуществляется с помощью рукояток, закрепленных на осях. Выше нижней поворотной загрузочной решетки 68 расположен нижний загрузочный патрубок 70. Выше верхней поворотной загрузочной решетки 69 расположен верхний загрузочный патрубок 71. Внутри верхней части стального корпуса 67 размещены рукавные фильтры в количестве 14 штук, которые улавливают пылевидные частицы из дымовых газов.
В верхней части стального корпуса 67 закреплена на четырех кронштейнах 72 обслуживающая площадка 73, которая опирается на четыре опоры 74. На обслуживающей площадке 73 закреплена рама 75, на которой смонтирована воздуходувка 76 с электродвигателем 77. Отработанный адсорбент и пыль собираются в конусной части 78 стального корпуса 67. Очищаемые газы подаются в установку пылегазоочистки через патрубок 79. Повернув ручку 80, отработанный адсорбент высыпается через нижнюю горловину стального корпуса 67 в тару (не показана). Для обслуживания рукавных фильтров оператором имеется камера 81 с крышкой 82. Очищенные дымовые газы подаются по трубе 83 в воздуходувку 76. Обслуживание установки пылегазоочистки производится с приставных лестниц.
Основные технические характеристики установки пылегазоочистки:
Перед установкой пылегазоочистки установлена камера смешения 84, в которой шибер 85 предназначен для регулирования подачи дымовых газов в установку пылегазоочистки, а шибер 86 - для процесса смешивания дымовых газов с воздухом цеха. Для нагнетания дымовых газов в установку пылегазоочистки служит дымосос ДН-10 поз.87, перед входом в дымовую трубу 88 на трубе 89 установлен шибер 90, а на металлическом коробе 91 шибер 92.
Печь работает на естественной тяге следующим образом. Плавильщик металла и сплавов открывает шиберы 60 и 90, шиберы 85 и 92 закрыты, при этом тяга в печи должна составлять 2-20 даПа. Подается газ по газопроводу 66, включаются горелки и прокаливается печь по технологическому графику прокалки в зависимости от вида проведенного ремонта. После прокалки включается механизм подъема заслонки рабочего окна 22 и в прокаленную печь наклонную площадку 5 через рабочее окно 22 загружается погрузчиком неразделанный алюминиевый лом. Пламя трех газовых инжекционных горелок 40, 41 нагревает лом до температуры плавления. Металл плавится и стекает по наклонной площадке 5 на под 4 печи. По мере накопления расплавленного металла на подине 4 печи загружают в шлаковое окно 23 лом, который плавится факелом горелки 42. Раскаленные дымовые газы ударяются в заднюю стенку 3 печи, далее поднимаются и входят в камеру дожига 54, в которой дожигаются, пройдя экономайзер 61, нагревают воду для технологических нужд и по трубе 89 удаляются в атмосферу через дымовую трубу 88. В процессе работы тепло аккумулируется в большом своде 51, откуда отражается на металл. Слой обмазки 52, двойной слой огнеупорных теплоизоляционных матов 53 большого свода 51, теплоизоляция стен, подины 4, наклонной площадки 5 и теплоизолирующие слои на каркасе 1 печи обеспечивают высокую теплоизоляцию плавильного агрегата. Одновременно бетон каркаса печи с наполнителем шамотной и асбестовой крошкой обеспечивают дополнительное тепловое сопротивление тепловому потоку, исходящему от наклонной площадке 5 и подины 4 вниз к фундаменту. В процессе плавки лом расплавляется, а на наклонной площадке 5 остаются все включения, температура плавления которых выше алюминиевого сплава. Эти отходы (переделки: чугунные и стальные кольца, вкладыши, втулки, шпильки, толкатели, клапаны и т.д.) не попадают в расплавленный металл, так как в конце плавки их удаляют с наклонной площадке скребком, закрепленным на погрузчике. После полного расплавления загруженного в печь лома, обработки флюсом жидкого металла, тщательного перемешивания металла в ванне и подтверждения лабораторией спектрального анализа марки получаемого сплава, заливщик металла открывает пикой 15 летку 93 и производит разливку жидкого металла в изложницы разливочной карусели 94. После разливки из печи жидкого металла, плавильщик металла и открывает заслонку шлакового окна 23 и чистит подину 4 от шлака и случайно попавших на нее переделок. Работа печи на искусственной тяге происходит следующим образом.
Плавильщик металла и сплавов закрывает шибер 90, а шиберы 85, 86, 92 при этом открыты. Операции выполняются такие же, как и при плавке на естественной тяге. Разница в том, что перед загрузкой шихты в печь загружается адсорбент с приставных лестниц в установку пылегазоочистки и производится ее включение, кроме того, включается дымосос 87. Продукты горения, пройдя камеру смешения 84, разбавляются в ней воздухом цеха, далее проходят очистку от пыли и вредных соединений в установке пылегазоочистки и нагнетаются дымососом 87 и воздуходувкой 76 по металлическому коробу 91 в дымовую трубу 88. Принцип работы установки пылегазоочистки заключается в следующем: дымовые газы проходят слой адсорбента на нижней 68 и верхней 69 загрузочных решетках, при этом образуется «кипящий слой», в результате чего вредные вещества, находящиеся в дымовых газах, адсорбируются известью пушонкой, активированным углем, селикагелем, березовым углем. После очистки дымовых газов от вредных веществ они очищаются от пыли в 14-рукавных фильтрах, находящихся в верхней части стального корпуса 67. Поворачивается ручка 80 и отработанный адсорбент выгружается через нижнюю горловину стального корпуса 67 в металлическую емкость и увозится в отвал.
Изобретение относится к отражательной печи для переплава алюминиевого лома. Печь содержит корпус, размещенный на сварном каркасе и образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, накопительную ванну и наклонную площадку, ограниченные подом и стенками, свод, рабочую и запасную сливные летки, заслонки рабочего и шлакового окон, поворотную чашу, газоход. В печи имеется внешняя теплоизоляция стен, состоящая из асбестовой крошки, двойного слоя огнеупорных матов, двойного слоя листового асбокартона. Накопительная ванна и наклонная площадка выполнены из корундовых блоков КС, уложенных на три слоя асбокартона и легковесный кирпич ШЛ-1,0. Каркас печи залит бетоном с наполнителем из шамотной и асбестовой крошки. Свод над наклонной площадкой и ванной печи имеет теплоизоляционную обмазку, сверху которой уложен двойной слой из огнеупорных теплоизоляционных матов. Печь имеет в одной боковой стене две инжекционные восьмисмесительные горелки среднего давления, направленные под углом на наклонную площадку, в другой боковой стене одну инжекционную восьмисмесительную горелку, направленную под углом к наклонной площадке, и другую 17-смесительную, направленную на подину печи, футерованную огнеупорным кирпичом камеру дожига, в которой установлена газовая шестисмесительная инжекционная горелка, воздуходувка, а сверху камеры дожига смонтирован экономайзер. Летки в боковой стене для выпуска расплавленного металла выполнены в быстросменных леточных кирпичах. Обеспечивается высокая производительность печи, уменьшение потерь тепла и угара и возможность экологически чистого переплава алюминиевого лома. 6 з.п. ф-лы, 10 ил.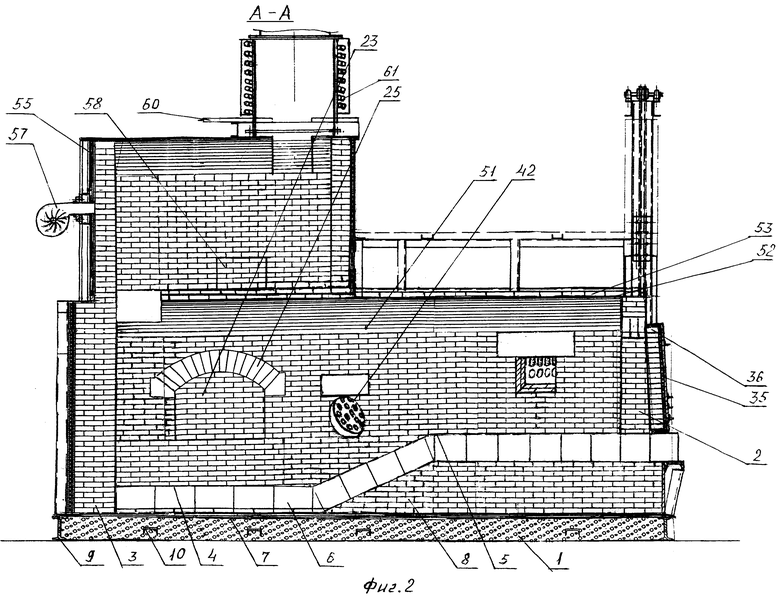
1. Отражательная печь для переплава алюминиевого лома, содержащая корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, ограниченную подом и стенками накопительную ванну, наклонную площадку, свод, сливную летку, газоход, отличающаяся тем, что корпус печи размещен на сварном каркасе, залитом бетоном с наполнителем, при этом накопительная ванна и наклонная площадка выполнены из корундовых блоков КС, уложенных на три слоя асбокартона и легковесный кирпич ШЛ-1,0, к каркасу печи приварен стальной короб, имеющий теплоизоляцию между ним и каждой стенкой, кроме передней завалочной, состоящую из асбестовой крошки, двойного слоя огнеупорных матов, двойного слоя листового асбокартона, при этом печь имеет в одной боковой стене две инжекционные восьмисмесительные горелки среднего давления, направленные под углом к наклонной площадке, в другой боковой стене одну инжекционную восьмисмесительную горелку, направленную под углом к наклонной площадке, а другую 17-смесительную, направленную на подину печи, футерованную огнеупорным кирпичом камеру дожига, в которой установлены газовая шестисмесительная инжекционная горелка, воздуходувка, а сверху камеры дожига смонтирован экономайзер.
2. Печь по п.1, отличающаяся тем, что она имеет привод подъема и опускания заслонки рабочего окна печи, состоящий из электродвигателя, муфты, червячного редуктора, барабана, шкива, троса, цепей, противовеса, блоков и заслонки с тройным теплоизоляционным слоем асбеста, футерованной легковесным полуторным огнеупорным кирпичом, который скользит по зафутерованным в наклонной передней стене металлическим направляющим, обеспечиващим при закрытии заслонкой рабочего окна печи достаточную герметичность.
3. Печь по п.1, отличающаяся тем, что заслонка шлакового окна печи имеет раму, футерованную легковесным полуторным кирпичом, выступающим за раму на 35 мм, причем рама закреплена в консоли, которая поворачивается вокруг оси с образованием при закрытии шлакового окна Г-образного замка.
4. Печь по п.1, отличающаяся тем, что она имеет запасную и рабочую летку в боковой стене для выпуска расплавленного металла, выполненные в быстросменных леточных кирпичах, при этом каждый леточный кирпич размещен в металлическом коробе легочного кирпича, приваренного к рамке, закрепленной к коробу печи, футерованную поворотную чашу с приваренным к ней футерованным поворотным желобом, выполненным с возможностью поворота в процессе разливки жидкого металла и последовательной разливки наплавленного в печи металла в разливочное оборудование, расположенное в секторе обслуживания с углом 135°.
5. Печь по п.1, отличающаяся тем, что свод печи имеет огнеупорную теплоизоляционную обмазку и сверху его уложен двойной слой огнеупорных теплоизоляционных матов.
6. Печь по п.1, отличающаяся тем, что она снабжена установкой пылегазоочистки для достижения экологически чистого процесса, имеющей квадратную в сечении форму корпуса, в котором размещены две поворотные решетки и четырнадцать матерчатых фильтров.
7. Печь по п.1, отличающаяся тем, что 17-смесительная горелка имеет в центре пять смесителей с насадками для получения факела длиной 2,7 м, остальные смесители без насадок имеют факел длиной 1,5-1,6 м, а восьмисмесительные горелки имеют в верхнем ряду четыре смесителя, выполненных с ребрами на их концах внутри центрального канала для получения при горении газовоздушной смеси длинного факела 2,2-2,3 м, и смесители в нижнем ряду для получения факела длиной 1,2 м.
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2010 |
|
RU2413148C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361162C2 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361161C2 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2360983C2 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225578C1 |
| Способ изготовления стен промышленных печей | 1990 |
|
SU1753224A1 |
| US 3973076 A, 03.08.1976 | |||
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ ЭПОКСИДНЫХ КОМПАУНДОВ | 0 |
|
SU240998A1 |

