Изобретение относится к машиностроению, и может быть использовано при абразивной обработке. Известны различные способы охлаждения зоны резания: под давлением, струей, поливом. В качестве хладоагента используют газы, жидкости, а также сжиженные газы fl. Наиболее эффективным способом охлаждения является способ подачи хладоагента через поры абразивного круга. В качестве хладоагента применяют различные смазоч.ю-охлазвдаквдие жидкости (СОЖ). С помощью специального устройства СОЖ подается к центру вра щения круга. Под действием центробеж ной силы, СОЖ через ряд распределительных отверстий поступает в полост абразивного круга, откуда под действ ем той же силы проходит сквозь поры круга в радиальном направлении к его периферии и попадает в зону резания i2. При этом нарушается его балансиро ка, что требует модернизации шпиндел ной группы существующего оборудования с целью увеличения жесткости систегФа При подаче через поры круга СОЖ охлаждается в основном только поверх ность круга, так как не реализуется эффект кипения в порах круга и не используется эффект поглощения тепла при переходе от жидкой фазы к газообразной. Кроме того, способ подачи СОЖ через- поры круга применим только для кругов на пористой связке, например, керамических, и совершенно не применим для кругов на бакелитовой связке, так как она не содержит сквозных пор. Цель изобретения - расширение области применения и повышение эффективности охлаждения. Для достижения указанной цели в способе охлаждения зоны резания при абразивной обработке с подачей хладоагента через поры круга, в качеств.е хладОагента берут сжиженные газы, преимущественно с температурой кипения ниже . Под действием центробежной силы газ от центра круга транспортируется на периферию в зону обработки. При этом в порах начинает интенсивно протекать процесс кипения с образов анием большого количества газообразного хпадоагента. Эти микровзрывы расширяют имеющиеся.поры в абразивном круге, а также создают .новые, пленку связки в местах микротрещин. Благодаря этому эффекту газ проникает и через связки, ке имеющие поры, например, через бакелитовые.
Процесс кипения сжиженного газа начинается в сгибом начале его пути через поры и происходит практически на всем пути поровых кангшов, благодаря чему, во-первых, круг охлаждается равномерно во всем объеме, вовторых, значительно снижается вероятность появления дисбаланса круга.
При переходе от жидкой к газовой фазе« происходит резкое увеличение объема хладоагента, сопровождающееся повышением давления и скорости движения газа как а самих порах, так и при истечении газа из пор. Благодаря этому создается возможность регулирования интенсивности охлаждения за счет использования дроссельного эффекта , что позволяет, в свою очередь, рационально использовать сжиженные газы.
Охлаждение рабочей поверхности абразивного круга продолжается и вне зоны контакта за счет испарения хладоахента. Таким образом, процесс охлаждения рабочей поверхности вне зоны контакта позволяет подготовить зено и связку для поглощения новой порции тепла, поступающей из зоны контакта, за полный оборот круга. Такое свойство хладоагента усиливает эффекTHBHOcfb охлаждения зоны контакта.
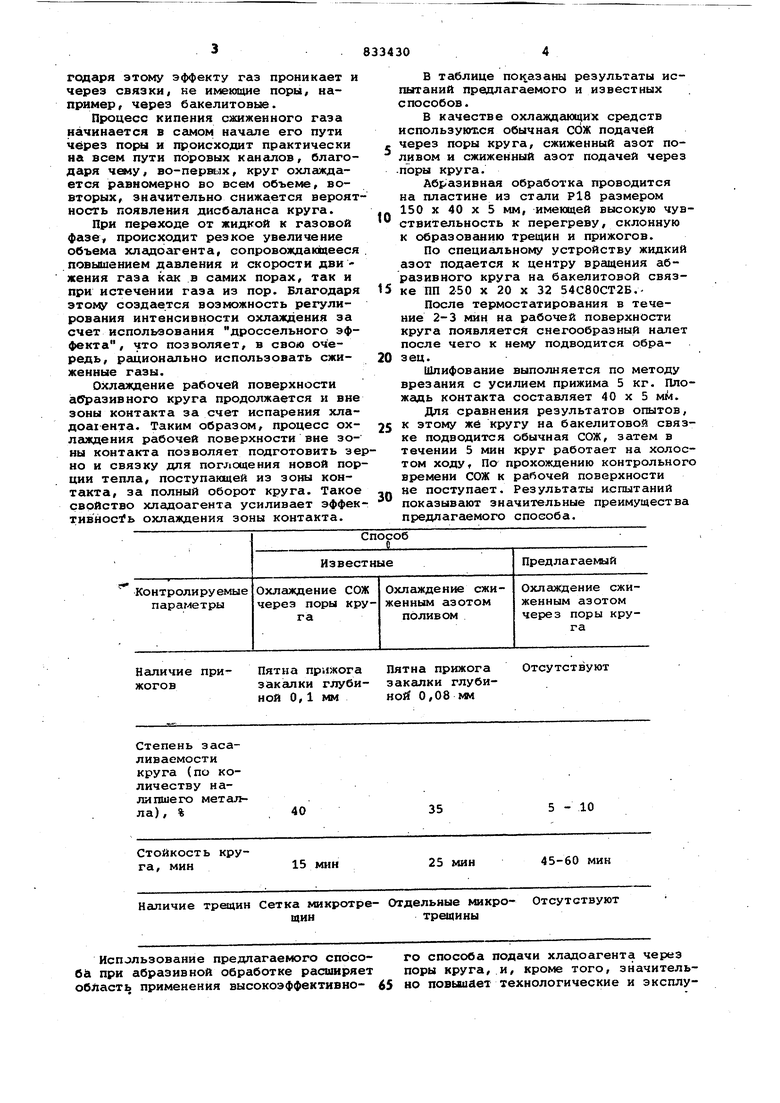
В таблице показаны результаты испытаний предлагаемого и известных способов.
В качестве охлаждающих средств используются обычная сёж подачей , через поры круга, сжиженный азот поливом и сжиженный азот подачей через -поры круга.
Абразивная обработка проводится на пластине из стали Р18 размером 150 X 40 X 5 мм, имеющей высокую чувствительность к перегреву, склонную к образованию трещин и прижогов.
По специальному устройству жидкий азот подается к центру вращения абразивного круга на бакелитовой связке ПП 250 X 20 X 32 54С80СТ2Б.После термостатирования в течение 2-3 мин на рабочей поверхности круга появляется снегообразный налет после чего к нему подводится образец.
Шлифование выполняется по методу врезания с усилием прижима 5 кг. Пложадь контакта составляет 40 х 5 м.
Для сравнения результатов опытов, к этому же кругу на бакелитовой связке подводится обычная СОЖ, затем в течении 5 мин круг работает на холостом ходу. По прохождению контрольного времени СОЖ к рабочей поверхности не поступает. Результаты испытаний показывают значительные преимущества предлагаемого способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки | 1981 |
|
SU1029517A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2162787C2 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031451C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| АБРАЗИВНЫЙ КРУГ | 1998 |
|
RU2137594C1 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ | 2004 |
|
RU2275294C1 |
| СПОСОБ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196040C1 |
| УСТРОЙСТВО ДЛЯ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196041C1 |
приПятна прижога Пятна прижога закалки глуби- закалки глубиной 0,1 мм ной 0,08 мм
Степень засаливаемостикруга (по количеству налипшего металла), %
Стойкость кру15 ман га, мин Наличие трещин Сетка микротрещин
Использование предлагаемого спосо6Ek при абразивной обработке расширяет область применения высокоэффективно- 65
Отсутствуют
5 - 10
35
45-60 мин
25 мин
го способа подачи хладоагента через поры круга, и, кроме того, значительно повыиает технологические и эксплуОтдельные микро- Отсутствуют трещины
атационные характеристики абразивных кругов.
Формула изобретения
Способ охлаждения зоны резания при абразивной обработке с подачей хладоагента через поры круга, о т л и чающийся тем, что, с целью расширения области применения и повышения эффективности охлаждения, в
качестве хладойгента, подаваемого через поры круга, берут сжиженные газы.
Источники информации, .принятые во внимание при экспертизе
