Изобретение относится к технологии машиностроения и станкостроению, а именно к способам напорной подачи смазочно-охлаждающей технологической смеси (СОТС) через поры шлифовального круга с аксиально-смещенным режущим слоем.
Известен способ подачи смазочно-охлаждающей жидкости (СОЖ) через поры круга, реализуемый с помощью устройства, содержащего насадок с приемной и распределительной полостями, при этом оно снабжено установленными между приемной и распределительной полостями клапанами и расположенным в приемной полости накопителем СОЖ [1].
Недостатком известного способа является не принудительное, а только лишь под действием инерционных сил самоистечение СОЖ во все радиально расположенные каналы пор круга, при этом самоистечение СОЖ происходит по всей периферии круга одновременно и нет целевой направленности подачи СОЖ, например, только в зону контакта круга с заготовкой. Это говорит о неэкономичном расходовании СОЖ.
Известен способ подачи СОЖ через поры шлифовального круга с помощью устройства, состоящего из неподвижного патрубка, по которому СОЖ подается в конусную насадку и далее в осевые и радиальные каналы, изготовленные во фланце, к внутренней поверхности отверстия круга [2].
Недостатком приведенного способа является не принудительное, а только лишь под действием инерционных сил самоистечение СОЖ во все осевые и радиально расположенные каналы фланца и пор круга, при этом самоистечение СОЖ происходит по всей периферии круга одновременно и нет целевой направленности подачи СОЖ, например, только в зону контакта круга с заготовкой. Это говорит о неэкономичном расходовании СОЖ.
Наиболее близким по технической сути является способ напорной подачи СОТС через поры шлифовального круга, включающий подачу СОТС через неподвижный патрубок с осевой насадкой [3].
Недостатком способа является неэкономичное расходование СОТС и нет целевой направленности подачи СОТС в зону контакта круга с заготовкой.
Задачей изобретения является сокращение расходов СОТС благодаря целенаправленной подаче СОТС и принудительному впрыскиванию ее в зону резания и повышение эффективности охлаждения.
Поставленная задача решается предлагаемым способом напорной подачи смазочно-охлаждающей технологической смеси (СОТС) через поры шлифовального круга, включающий подачу СОТС через неподвижный патрубок в осевой насадок, при этом используют шлифовальный круг с аксиально-смещенным режущим слоем, установленный под углом α к плоскости, перпендикулярной оси его вращения, и дополнительно осуществляют впрыскивание СОТС через его поры в зону контакта с обрабатываемой поверхностью посредством расположенных вокруг насадка и соединенных с ним радиальными и дренажными каналами цилиндров, смещенных в осевом направлении друг относительно друга и имеющих поршни со штоками, опирающимися на неподвижный кожух.
Кроме того, осуществляют постоянный контакт штоков с кожухом и возврат поршней в первоначальное положение после впрыскивания СОТС, для чего цилиндры используют со спиральными пружинами в их бесштоковой полости и с разновысокими штоками, которые оперты на кожух через кольцо с криволинейным торцом, расположенным под углом α к плоскости, перпендикулярной оси вращения круга.
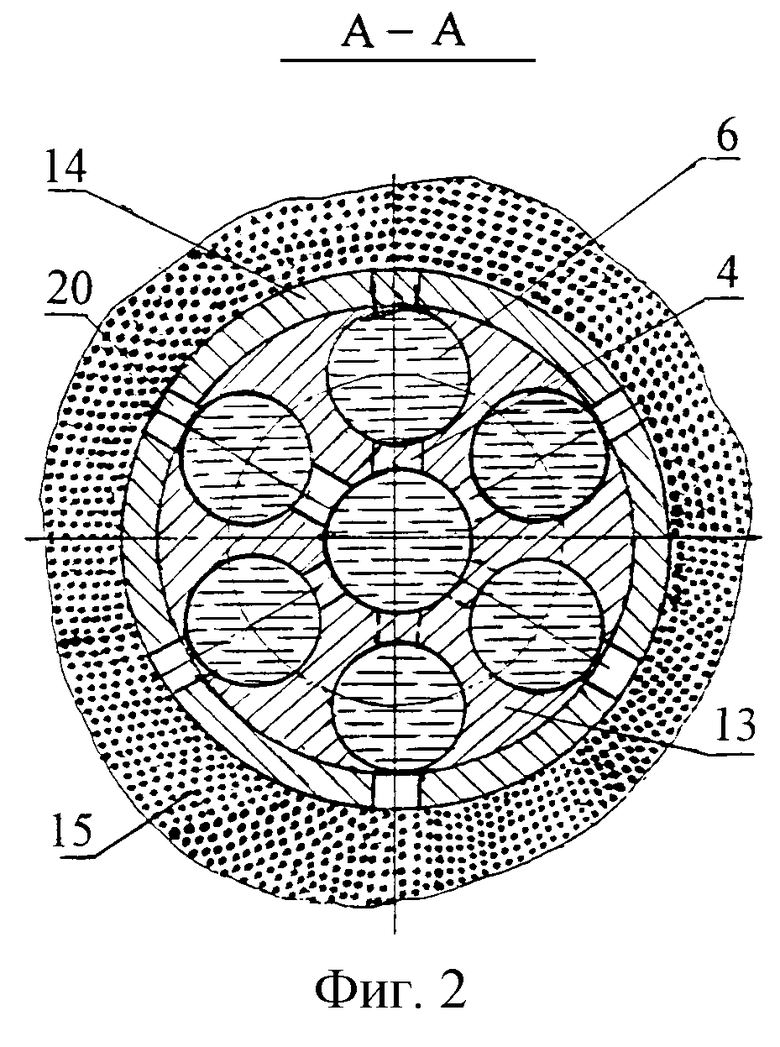
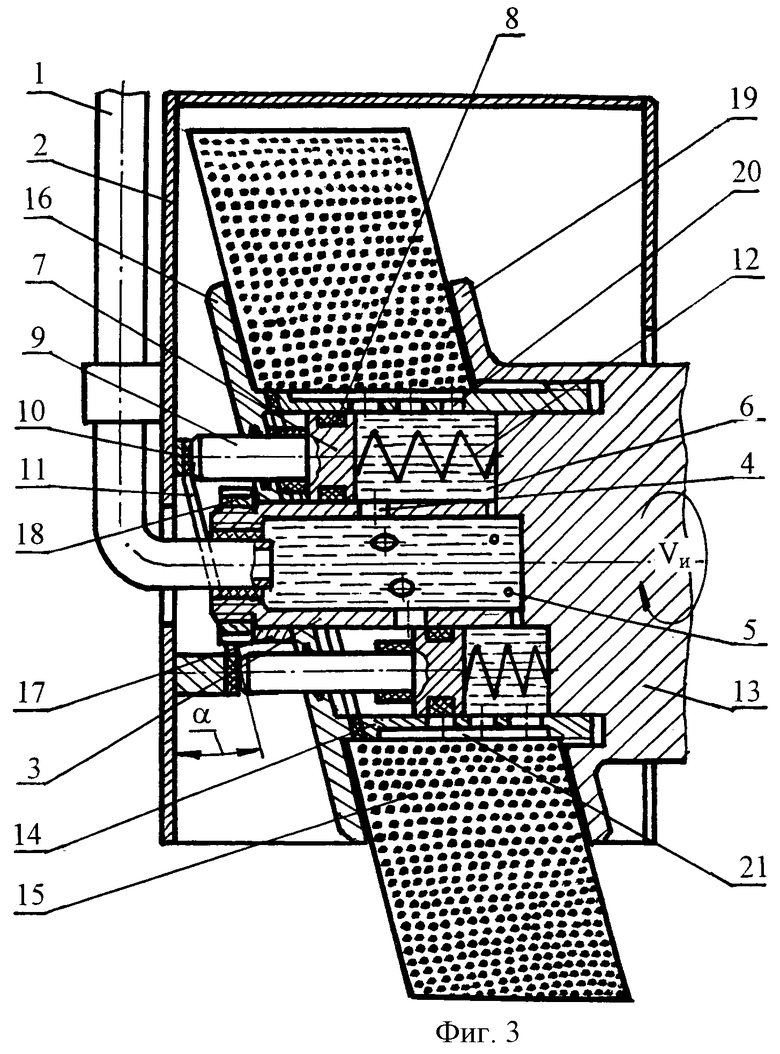
На фиг. 1 приведено устройство, реализующее способ напорной подачи СОТС через поры шлифовального круга с аксиально-смещенным режущим слоем, продольный разрез; на фиг.2 - разрез А - А на фиг.1; на фиг.3 - положение круга, повернутого на 180o относительно положения на фиг.1.
Способ напорной подачи смазочно-охлаждающей технологической смеси (СОТС) через поры шлифовального круга с аксиально-смещенным режущим слоем под углом α к плоскости, перпендикулярной оси вращения, согласно которому СОТС через неподвижный патрубок 1, прикрепленный к кожуху 2, подают в насадок 3, который расположен на продольной центральной оси вращения инструмента. Под действием центробежной силы СОТС через радиальные каналы 4 и дренажные сливные отверстия 5 поступает в цилиндры 6, которые расположены вокруг насадка 3 и смещены в осевом направлении друг относительно друга на величину угла α.
В цилиндрах 6 имеются поршни 7 с уплотнительными манжетами 8 и штоки 9, опирающиеся на кольцо 10, которое неподвижно закреплено на кожухе 2. Штоки 9 выполнены разновысокими таким образом, что левые торцы штоков расположены в плоскости, перпендикулярной оси вращения, при положении поршней в цилиндрах в крайнем левом положении (согласно фиг.1). Штоки 9 опираются на кольцо 10 с криволинейным расположенным под углом α к плоскости, перпендикулярной оси вращения, торцом, который задает закон перемещения поршней в цилиндрах. Для снижения сил трения и износа торцов штоков 9, движущихся по кольцу 10, на поверхности торца кольца 10 установлена из антифрикционного материала шайба 11, например, винипластовая.
В цилиндрах 6 в бесштоковой полости установлены пружины 12, которые обеспечивают возврат поршней после впрыскивания СОТС в первоначальное левое (согласно фиг.1) положение, способствуя полному заполнению цилиндров СОТС, и постоянный контакт штоков 9 с кольцом 10.
Насадок 3 и цилиндры 6 закреплены на шпинделе 13 станка, а на внешней поверхности 14 насадка 3 закреплен шлифовальный круг 15 с помощью фланца 16, косой втулки 17 и гайки 18. Шлифовальный круг 15 установлен под углом α к плоскости, перпендикулярной оси вращения, благодаря наклонному торцу 19 шпинделя 13.
Во внешней поверхности 14 насадка 3 под кругом 15 выполнены отверстия 20 для подвода СОТС. Для более эффективного наполнения всех пор круга на внешней поверхности 14 насадка 3 под кругом 15 проточена канавка 21.
Способ осуществляют следующим образом.
Устройство для реализации способа закрепляют на шпинделе 13 насадка 3 с кругом 15 и цилиндрами 6. СОТС поступает под давлением через неподвижный патрубок 1 в центральный осевой насадок 3. При обработке СОТС вытекает через радиальные каналы 4 в цилиндры 6 и прижимается к стенкам цилиндров в местах отверстий 20. Под собственным давлением и действием центробежных сил СОТС через отверстия 20 попадает во внутреннюю полость круга 15 и окружную канавку 21. Затем через поры круга 15 на периферию круга и в зону резания.
Благодаря набеганию штока 9 на торец кольца 10 поршень 7 начинает осевое перемещение относительно цилиндра 6, выдавливая СОТС и дополнительно впрыскивая ее через радиальные каналы пор в зону резания, когда данный цилиндр находится в нижнем положении (согласно фиг.1, 3) относительно оси вращения инструмента.
Таким образом, каждый цилиндр 6, проходя нижнее положение относительно продольной оси, дополнительно впрыскивает целенаправленно в зону контакта круга 15 с заготовкой порцию СОТС.
Предлагаемый способ напорной подачи смазочно-охлаждающей технологической смеси (СОТС) через поры шлифовального круга с аксиально-смещенным режущим слоем обеспечивает подачу СОТС только во время обработки (при вращении круга 15) и позволяет дозировать количество СОТС дополнительным впрыскиванием только в зону резания.
Предлагаемый способ повышает эффективность действия СОТС, так как СОТС, поступая через поры круга непосредственно в зону резания, создает смазочные пленки на абразивных зернах, существенно уменьшает коэффициент трения зерна и связки о материал обрабатываемой заготовки, что приводит к снижению сил трения и температуры в зоне резания.
Кроме того, после каждого прохождения очередного напорного цилиндра нижнего положения на обрабатываемую поверхность за счет дополнительного впрыскивания направляются мощные струи эмульсии, обладающие хорошим охлаждающим действием и имеющие высокую скорость движения относительно заготовки.
Высокая относительная скорость движения в совокупности с высоким охлаждающим действием СОТС обеспечивает устранение прижогов и других дефектов поверхности на высоких режимах шлифования.
Пример. Проводили обработку плоской поверхности планки на плоскошлифовальном станке с прямоугольным столом мод. 3Б722. Размеры планки 110•280•20-0,03. Материал обрабатываемой заготовки - сталь 45 ГОСТ 1050-74, НВ 260, режущий инструмент - высокопористый круг на керамической связке ПП 450•63•203 24А 10 ВМ1 10 К5/П40-15 (где: П40-15 - зернистость порообразователей из перлита) ГОСТ 2424-83. Режимы обработки: скорость движения заготовки - 20 м/мин (≈0,33 м/с), скорость вращения инструмента - 34,3 м/с, частота вращения инструмента - 1450 об/мин, поперечная подача круга - 31,6 мм/ход; глубина шлифования t=0,01 мм; угол наклона круга к плоскости, перпендикулярной оси вращения - α=3o42/. Охлаждающая жидкость - эмульсия. Обработку осуществляли за 30 проходов.
Так как внутренний диаметр круга составляет 203 мм, то это дало возможность свободно разместить в полом шпинделе на оси насадок ⊘50 •60 мм и шесть цилиндров ⊘50•50 мм. На неподвижном кожухе было установлено кольцо ⊘65 мм.
Абразивная обработка кругом с аксиально-смещенным режущим слоем с напорной подачей СОТС позволила в 1,5...2,5 раза увеличить подачу на ход, при котором получена качественная обработанная поверхность требуемой шероховатости (Ra=0,63 мкм) без дефектов, прижогов и микротрещин.
Затраченное на обработку время - Тм=2,6 мин по сравнению с Т0=5,43 мин - при обработке обычным кругом и традиционном охлаждении, позволяет судить о том, что предлагаемый способ напорной подачи СОТС повышает производительность в 1,5...3 раза благодаря преимуществам целенаправленной подачи и дополнительного впрыскивания СОТС через поры круга и прогнозировать степени снижения теплонапряженности в зоне контакта.
Использование осцилляции зоны резания и предлагаемого способа напорной подачи СОТС позволяет ужесточить режимы резания, повысить виброустойчивость и снизить теплонапряженность шлифования.
Предлагаемый способ напорной подачи СОТС при шлифовании кругами с аксиально-смещенным режущим слоем может найти применение на любых металлообрабатывающих предприятиях, занимающихся шлифованием труднообрабатываемых материалов, и позволяет в результате изменения угла наклона абразивного круга, повысить производительность обработки за счет оптимизации теплонапряженности процесса при обработке различных материалов и качество процесса за счет осцилляции зоны резания, дополнительного и целенаправленного впрыскивания СОТС через поры круга в зону контакта.
Источники информации
1. Авт. св. СССР 1602716, МКИ В 24 В 55/02, 1990.
2. Лоскутов В. В. Шлифование металлов. - М.: Машиностроение, 1985, с. 28-29, рис.12,б.
3. Авт. св. СССР 674881, МКИ В 24 В, 55/02, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196041C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА | 2001 |
|
RU2196039C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2190516C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2198086C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРИ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКЕ | 2001 |
|
RU2185277C1 |
| СПОСОБ ОЧИСТКИ ГИДРОУДАРОМ АКСИАЛЬНО-СМЕЩЕННОЙ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2191676C2 |
| УСТРОЙСТВО ДЛЯ ОСЦИЛЛИРУЮЩЕЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2162789C2 |
Изобретение относится к технологии машиностроения и станкостроению и может быть использовано для напорной подачи смазочно-охлаждающей технологической смеси (СОТС) через поры шлифовального круга с аксиально-смещенным режущим слоем. СОТС через неподвижный патрубок подают в осевой насадок. Через радиальные и дренажные каналы она поступает в цилиндры, которые расположены вокруг насадка и смещены в осевом направлении друг относительно друга. Штоки их поршней опираются на неподвижный кожух. Благодаря этому СОТС дополнительно впрыскивается через поры круга в зону контакта с обрабатываемой поверхностью. При этом используют шлифовальный круг с аксиально-смещенным режущим слоем, установленный под углом α к плоскости, перпендикулярной оси его вращения. Такие действия позволяют повысить производительность обработки за счет оптимизации теплонапряженности процесса при обработке различных материалов и качество за счет осцилляции зоны резания и дополнительного и целенаправленного впрыскивания СОТС через поры круга в зону резания. 1 з.п. ф-лы, 3 ил.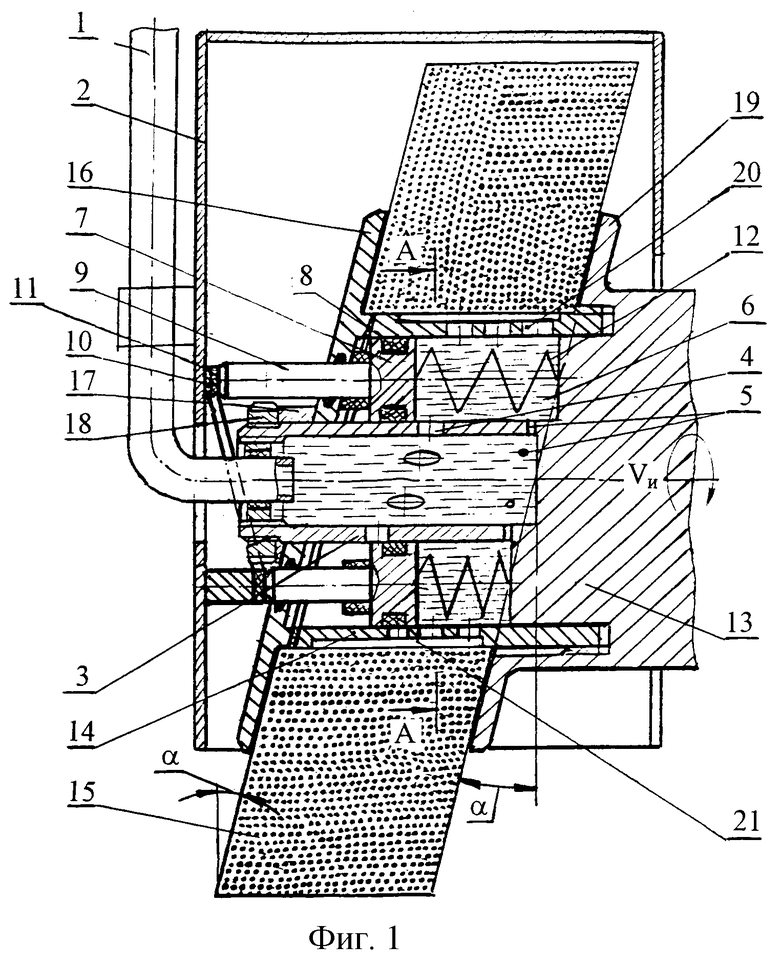
| Устройство для подачи охлаждающей среды при шлифовании | 1976 |
|
SU674881A1 |
| Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) через поры круга | 1989 |
|
SU1602716A1 |
| Устройство для шлифования | 1988 |
|
SU1636202A1 |
| Устройство для подачи смазочно-охлаждающей жидкости в зону резания через поры абразивного круга | 1984 |
|
SU1252148A1 |
| US 3324603, 19.06.1978. | |||

