Изобретение относится к станкостроению и обработке материалов резанием, а именно к способам подачи смазочно-охлаждающей жидкости (СОЖ) в зону шлифования и на круг с аксиально-смещенным режущим слоем.
Известен способ подачи смазочно-охлаждающей жидкости (СОЖ), согласно которому СОЖ дополнительно подают в направлении между рабочим торцом круга и обрабатываемым торцом заготовки на внутреннюю поверхность круга в зону между его центром и участком контакта с заготовкой [1].
Недостатком способа является то, что его невозможно использовать при применении шлифовальных кругов с аксиально-смещенным режущим слоем (ШК с АРС), т. е. кругов, у которых торцы наклонены под некоторым острым углом к плоскости, перпендикулярной оси вращения круга. Потому что участок контакта круга и заготовки осциллирует и СОЖ не имеет возможность попасть в эту зону в достаточном количестве, т.к. торец круга отбивает и отбрасывает приторцовый поток жидкости от зоны резания. Это ведет к появлению дефектов в виде прижогов и микротрещин, к снижению качества обработки и производительности.
Известен способ подачи СОЖ в зону шлифования, согласно которому СОЖ подают поливом из сопла, охватывающего отрезной круг и расположенного в непосредственной близости к зоне резания, при этом сопло выбирается с открытыми торцами, продольное сечение которого имеет форму дуги окружности, переходящей в прямую, и подают СОЖ на стенки сопла из условия образования пристеночного потока жидкости [2].
Недостатком известного способа является невозможность его использования для шлифовальных кругов с аксиально-смещенным режущим слоем (ШК с АРС), которые, как известно, устанавливаются наклонно под некоторым острым углом к плоскости, перпендикулярной оси вращения круга. Торцы таких кругов осциллируют и создают дополнительный воздушный поток, отбрасывая и отбивая СОЖ, не дают возможности поливать осциллирующую зону шлифования. Это снижает эффективность обработки, способствует повышению температуры в зоне контакта круга и заготовки, появлению дефектов типа прижогов, снижению качества и производительности.
Задачей изобретения является повышение эффективности охлаждения и подачи СОЖ непосредственно в осциллирующую зону резания шлифовальными кругами с аксиально-смещенным режущим слоем (ШК с АРС) за счет образования осциллирующего приторцового потока СОЖ, направленного на бегущую в продольном направлении зону шлифования, и дополнительного впрыскивания СОЖ с каждым оборотом круга.
Это достигается применением разработанного способа осциллирующей подачи смазочно-охлаждающей жидкости (СОЖ) в зону шлифования кругом с аксиально-смещенным режущим слоем и торцами, наклоненными под острым углом α к плоскости, перпендикулярной оси вращения, при этом СОЖ подают поливом из расположенного у осциллирующего торца круга в непосредственной близости к зоне резания сопла, которому сообщают осцилляцию синхронно осцилляции торца круга, кроме того, подачу СОЖ на упомянутый осциллирующий торец и в осциллирующую зону резания осуществляют из условия образования пульсирующего приторцового потока за счет дополнительного впрыскивания СОЖ с частотой, равной частоте вращения круга.
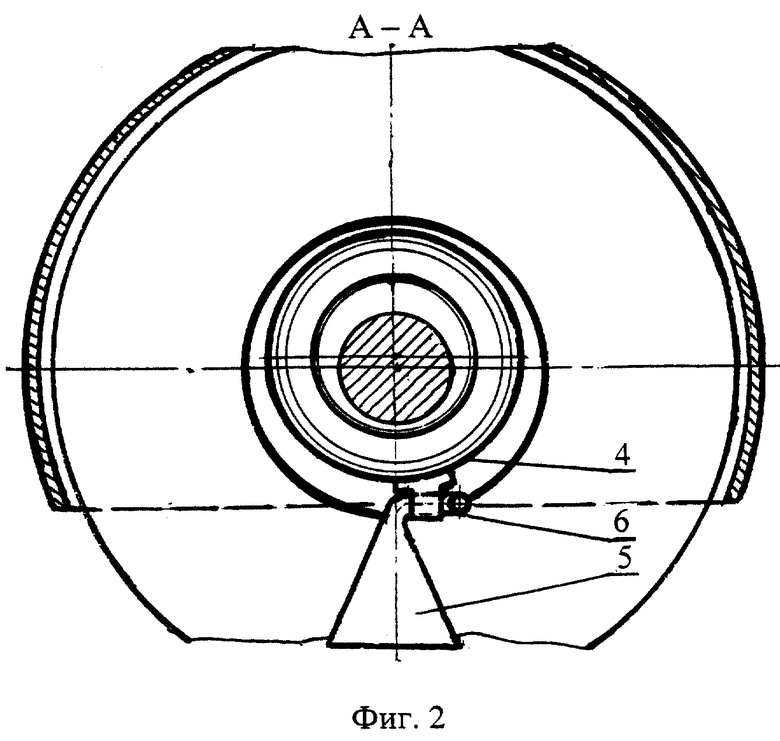
Сущность способа поясняется чертежами. На фиг. 1 приведено устройство для осуществления предлагаемого способа, продольный разрез, сопло в крайнем правом положении (крайнее левое положение показано штрихпунктиром); на фиг. 2 - разрез А-А на фиг. 1.
Осциллирующая подача смазочно-охлаждающей жидкости (СОЖ) по предлагаемому способу осуществляется устройством, которое содержит шпиндель 1 и шлифовальный круг 2, установленный под острым углом α к плоскости, перпендикулярной оси вращения. На фланце 3 на подшипнике наклонно под углом α к плоскости, перпендикулярной оси вращения, установлен корпус 4, на котором смонтированы сопло 5 и подводящие СОЖ телескопические патрубки 6 и 7. Сопло 5 закреплено на корпусе 4 жестко с возможностью установки и поддерживания постоянного зазора между соплом и торцом круга, при этом по мере износа круга длину сопла соответственно изменяют (не показано). Патрубок 6 шарнирно соединен с соплом 5 и установлен в патрубке 7 подвижно. Неподвижный патрубок 7 устанавливается на станке одним из известных приемов крепления.
Использование осциллирующего сопла исключает влияние воздушного потока, создаваемого вращающимся шлифовальным кругом с аксиально-смещенным режущим слоем и торцами, наклоненными под некоторым острым углом α к плоскости, перпендикулярной оси вращения, на течение СОЖ.
Способ осуществляется следующим образом.
При работе устройства СОЖ через патрубки 7, 6 и сопло 5 подается с образованием приторцового осциллирующего потока в зону шлифования, при этом струя СОЖ перемещается в осевом направлении синхронно осевому смещению зоны резания. Кроме того жидкость будет истекать из сопла не равномерно, а пульсирующим потоком.
Дополнительное впрыскивание СОЖ осуществляется при перемещении сопла 5 и подвижного патрубка 6 слева (фиг. 1 положение, показанное штрихпунктиром) направо, когда последний входит в неподвижный патрубок 7 и запорный клапан (не показан), расположенный в неподвижном патрубке, закрыт.
Таким образом, система телескопически соединенных и коаксиально расположенных патрубков 6 и 7 выполняет функции поршневого насоса, и в момент, когда круг освобождает зону резания, смещаясь в осевом направлении справа налево, с повышенной эффективностью производит охлаждение. Частота пульсации потока будет равна частоте вращения круга, а величина напора дополнительного впрыскивания зависит от угла α наклона корпуса 4 и шлифовального круга 2.
Предлагаемый способ осциллирующей подачи смазочно-охлаждающей жидкости (СОЖ) в зону шлифования кругом с аксиально-смещенным режущим слоем (АРС) и торцами, наклоненными под некоторым острым углом α к плоскости, перпендикулярной оси вращения, по сравнению с прототипом обеспечивает целевое попадание СОЖ, расширяет технологические возможности и повышает эффективность обработки.
Способ улучшает условия выноса шлама из зоны резания, снижает вероятность появления прижогов и микротрещин, что повышает производительность процесса обработки. Экспериментальные исследования показали, что разработанный способ смягчает воздействие продуктов разрушения (осциллирующее интенсивное с пульсирующей подкачкой охлаждение инструмента способствует увеличению вылета абразивных зерен над связкой) на абразивосодержащий слой, обеспечивает возможность повышения износостойкости шлифовальных кругов.
Источники информации
1 А. с. СССР N 854700, кл. B 24 B 55/02. Заявка N 2660750/25-08, заявл. 11.09.78, опубл. 15.08.81. Бюл. N 30.
2 А. с. СССР N 1286400, кл. B 24 B 55/02. Заявка N 3716706/25-08, заявл. 04.01.84, опубл. 30.01.87. Бюл. N 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОСЦИЛЛИРУЮЩЕЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2162789C2 |
| АБРАЗИВНЫЙ КРУГ | 1998 |
|
RU2137594C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРИ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКЕ | 2001 |
|
RU2185277C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРИ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКЕ | 2001 |
|
RU2185276C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА | 1999 |
|
RU2171737C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2190516C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| СПОСОБ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196040C1 |
Изобретение относится к станкостроению и обработке материалов резанием и может быть использовано для подачи смазочно-охлаждающей жидкости (СОЖ) в зону шлифования и на круг с аксиально-смещенным режущим слоем (АРС). Подачу СОЖ в зону шлифования осуществляют поливом из сопла, расположенного у торца в непосредственной близости к зоне резания. Соплу сообщают осцилляцию синхронно торцу круга. СОЖ подают на осциллирующий торец и осциллирующую зону резания из условия образования пульсирующего приторцевого потока за счет дополнительного ее впрыскивания с частотой, равной частоте вращения круга. Предлагаемый способ осциллирующей подачи СОЖ в зону шлифования кругом с аксиально-смещенным режущим слоем обеспечивает целевое попадание СОЖ, расширяет технологические возможности и повышает эффективность обработки. Интенсивное с пульсирующей подкачкой охлаждение инструмента способствует увеличению вылета абразивных зерен над связкой, повышая износостойкость шлифовальных кругов. 2 ил.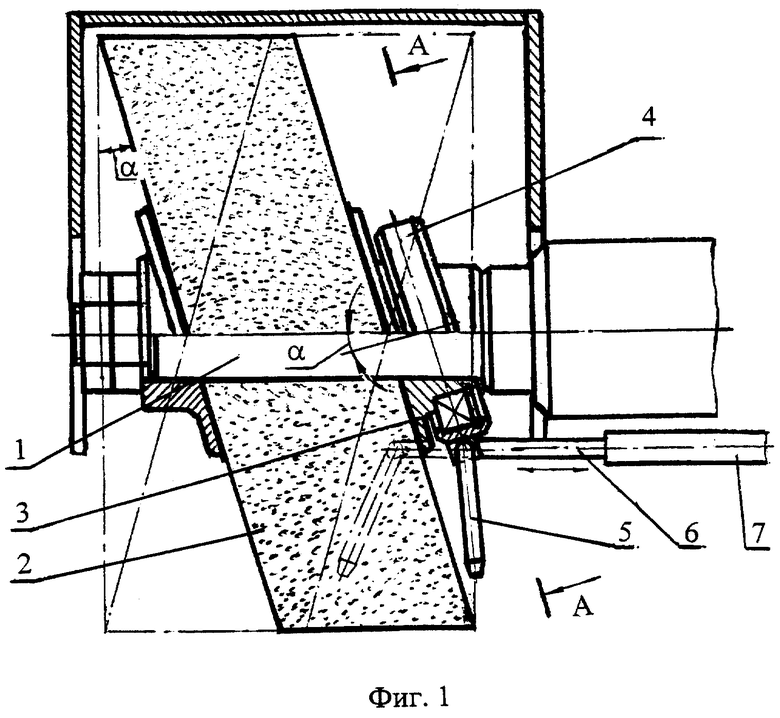
Способ осциллирующей подачи смазочно-охлаждающей жидкости (СОЖ) в зону шлифования кругом с аксиально-смещенным режущим слоем и торцами, наклоненными под некоторым острым углом α к плоскости, перпендикулярной оси вращения, отличающийся тем, что СОЖ подают поливом из расположенного у осциллирующего торца круга в непосредственной близости к зоне резания сопла, которому сообщают осцилляцию, синхронно осцилляции торца круга, при этом подачу СОЖ на упомянутый осциллирующий торец и в осциллирующую зону резания осуществляют из условия образования пульсирующего приторцевого потока за счет дополнительного впрыскивания СОЖ с частотой, равной частоте вращения круга.
| SU 1222519 A, 07.04.1986 | |||
| Устройство для подачи смазочно-охлаждающей жидкости | 1985 |
|
SU1261775A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1983 |
|
SU1172683A1 |
| Устройство для подачи смазочноохлаждающей жидкости | 1976 |
|
SU672003A2 |
| Устройство для подачи смазочно- ОХлАждАющЕй жидКОСТи | 1979 |
|
SU831592A1 |
| Способ очистки поверхностей | 1988 |
|
SU1652003A1 |
