1
Изобретение относится к изготовлению алмазно-абразивного инструмента.
Известна метал.плческая связка для изготовления абразивного инструмента, включающая медь, кремйий, магний, никель, марганец, карбидообразующий элемент (титан, хром. Цирконий) и алюминий. Эта связка обладает повышенной теплостойкостью и более низким, чем у Других составов на алюминиевой основе, адгезионным взаимодействием с обрабат1.;вае№1ми материалами, в том числе со сталями. Алмазные инструменты на основе этого связуквдего применяются для производительного шлифования твердых сплавов и композиций твердого сплава со ста.пью 1}«
Недостатком инструмента, изготовленного на основе известного связующего, является пониженная износостойкость, что объясняется недостаточно высокой прочностью удержания зерен абразива связкой В состав известного связуквдего введены титан, хром: или кобальт, цирконий, которые способствуют образованию переходных слоев на границе алмазное зерно - металлическая связка. Однако действие этих элг 1ентов незначительно, так
как температура формования абразивных инструментов на этой связке (560600 С) сравнительно низка. С технологической точки зрения к недостаткам известного решения следует отнести и трудность крепления режущего слоя к кррпусу. Так при формования режущего слоя на стальном корпусе не обеспечивается прочное сцепление между ними,
o что приводит к повыиенному браку инструмента из-за отслоений алмазоносного слоя. При использовании корпусов из алюминиевых сплавов в процессе изготовления кругов происходит оп5лавление корпусов. По технологичес КИМ причинам практически не изготовляются ка этой связке круги прямого профиля тарельчатой формы и т. д«
Цель изобретения - обеспечение 0 снижения расхода абразива, а также получение прочного спая алмазоносного слоя с корпусом.
Поставленная цель достигается тем, что в состав металлической связки,
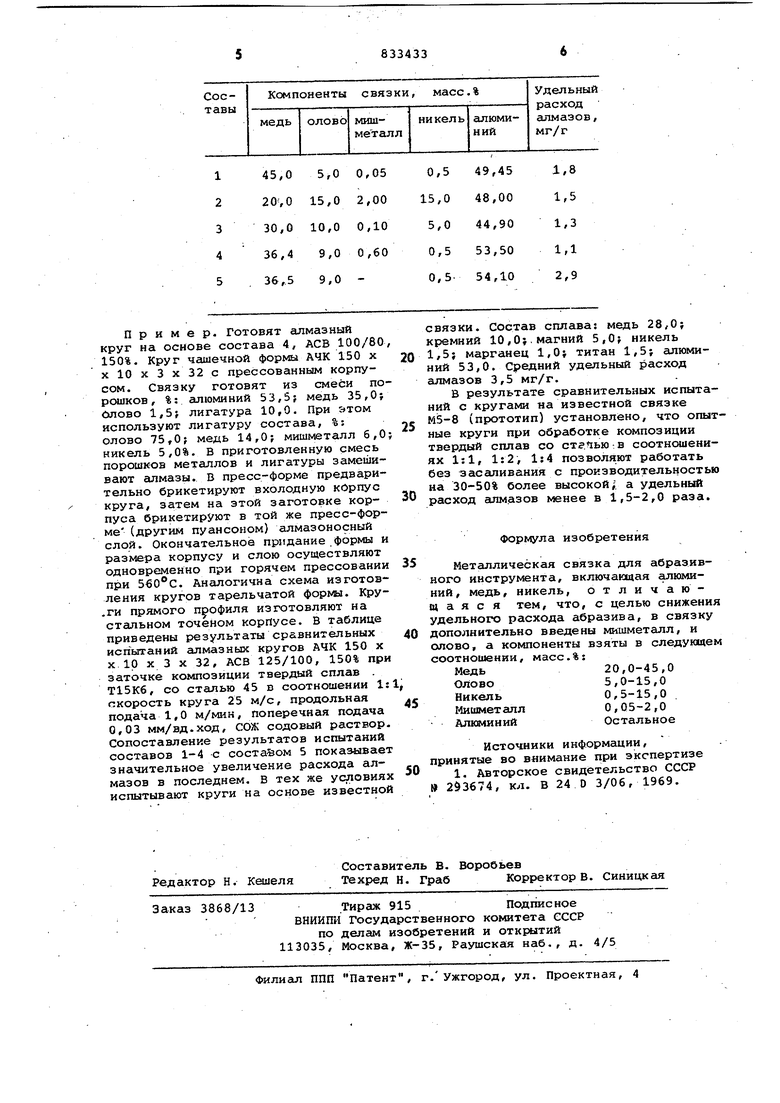
5 содержащий- никель, алюминий , дополнительно введены олово и мишметалл, а содержание компонентов взято в следукщем соотношении, масс.%: медь 20,0-45,0; onQBO 5,0-15,0; никель 0,5-15,0 мишметалл 0,05-2,0; алюмиНИИ остальное. Пределы содержания компонентов выбраны из следующих соображений . Медь является основным легирующим элементом, который определяет меха1нические свойства связки. При содержании меди менее 20,0% состав имеет недостаточную твердость, повышенную склоность к схватыванию с.обрабатываемыми материалами. Содер жание меди более 45,0% значительно охруп ивает состав, в результате чего снижается износостойкость связки. Олово вводится в состав в пределах о 5,0 до 15,0%. Оно влияет как на служебные, так и технологические свойст ва. При содержании.менее 0,5% его вл яние на механические и антифрикционные свойства сплава недостаточно. Увеличение содержания олова выше 15,0% приводит к значительному охруп чиванию сплава, что приводит к сколс м трещинам режущего слоя инструмента при ударных нагрузках. По технологическим соображениям вводится в сплав в виде порошка лигатуры, содер жащей мишметалл, а также добавки меди к никеля. Использование в качестве основы лигатуры олова с низкой тем пературой плавления позволяет наиболее полно использовать свойства метал лов редкоземельной группы, входящих мишметсьлл, влиять на межфазные грани цы с абразивным зерном, а также с ма териалом корпуса. Мишметалл - это технический сплав ряда резкозсмельных элементов(церий, лантан и другие). Его состав определяется ТУ 48-4-280-73. Резкоземельные элементы входящие в состав мйшметалла, оказывают существенное влияние на структуру и свойства сплавов даже при содержании менее 0,05%. Но основное назначение зтой добавки в металлической связке абразивного инструмента - влияние на границу зернометаллическая связка, а также на границу режущего слоя круга с корпусом. Для этих целей содержания мишметалла менее 0,05% недостаточно. Верхний предел содержания (2,0%) выбран из условия обеспечения сохранения шихты в неокисленном состоянии. Количество мишметалпа в свяьке определяется концентрацией абразивного зерна и антифрикционных наполнителей. Чем выше эта концентрация, тем больше в состав связки вводится мишметалла вплоть до верхнего предела содержания - 2,0%. Содержание никеля изменяется в широких пределах от 0,5 до 15,0%. Это объсняется тем, что никель вводится для улучшения механичес ких свойств и износостойкости связки а также из технологических сообргикеНИИ..С увеличением содержания никеля повышается твердость связки, ее прочность. Однако увеличение срдержания его в связке более 15,0% нежелательно, так как повьпиается содержание интерметсшлидов с высокой температу- . рой плавления. В связи с этим ухудшается технологичность связки - значительно возрастает температура формования инструмента с 550-570 с до 650750 С. Никель обеспечивает наиболее полное использование полезных свойств редкоземельных элементов, входящих в мишметалл. Редкоземельные элементы вводятся в состав связки в виде порошков лигатуры, содержащей олово, мишметалл, никель. С редкоземельными элементами никель образует интерметаллиды и тем самым за14ищает эти активные элементы от окисления. Температура плавления этих интерметаллидов от 450 ДО550°С. При нагреве сбрикетированной шихты в пресс-форме и последующей горячей допрессовке эти интерметаллиды расплавляются и в жидкой фазе оказываются м&жфазноактивные добавки редкоземельных элементов. Н(1жний предел содержания никеля из технологических соображений устанавливается равным 0,5%. Изготовление абразивных кругов на основе предлагаемого состава осущест- . вляется из порошков методами порошковой металлургии: брикетирование в пресс-форме смеси порошков связки с алмазами или другими сверхтвердыми материалами, нагрев смеси с прессформой до 550-580 С (до появления жидкой фазы) и допрессовка в нагретом состоянии для придания режущему слою окончательной формы и размеров. Состав хорошо пристает к стальному корпусу за счет межфазноактивной добавки - мишметсшла, детали прессформы защищаются от налипания связки графитосодержащими смазками. Состав позволяет осуществить формование режущего слоя одновременно с прессованием порошкового корпуса (температуры формования совпадают). Изготовление корпуса осуществляется из порошков алюминия марок ПА1-ПЛ4 (по ГОСТу 6058-73). Шихта связки включает в себя смесь готовых порошков алюминия, меди, олова, никеля и лигатуры. Лигатура необходима в связи с тем, что промышленность не выпускает порошков мишметалла или других редкоземельных элементов из-за высокой химической активностии вязкости этих металлов. Лигатура позволяет получить дроблением порошки, содержащие мишметалл и предохранить от окисления в процессе их изготовления, хранения, а также изготовления инструмента. В лигатУре редкоземельные элементы находятся в связанном виде легкоплавких интерметаллидов с оловом, никелем, которые разлагаются или расплаазляются при температуре формования инструмента. Примеры составов, которые использованы для изготовления алмазных кругов, приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлическая связка | 1978 |
|
SU1021093A1 |
| Масса для изготовления абразивного инструмента | 1987 |
|
SU1539052A1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2113972C1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА | 1992 |
|
RU2028916C1 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| Способ изготовления алмазно-абразивного инструмента | 1975 |
|
SU878550A1 |
| СПЕЧЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ АБРАЗИВНОГО И РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2032524C1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| Связка для изготовления алмазного инструмента | 2022 |
|
RU2827866C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОИЗНОСОСТОЙКОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2572903C2 |
