(54) СПОСОБ подготовки КОВАРА ДЛЯ СПАИВАНИЯ
СО СТЕКЛОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления узлов изСТЕКлА и KOBAPA | 1978 |
|
SU804588A1 |
| СПОСОБ ПОДГОТОВКИ КОВАРА ДЛЯ СПАИВАНИЯ СО СТЕКЛОМ | 1969 |
|
SU243797A1 |
| Способ спаивания деталей из ковара с изделиями из оптического кварцевого стекла | 2024 |
|
RU2837758C1 |
| Легкоплавкое стекло | 1980 |
|
SU910542A1 |
| Способ соединения стекла с металлом | 1981 |
|
SU1044610A1 |
| ТЕХНОЛОГИЧЕСКАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ УЗЛОВ ИЗ СТЕКЛА И МЕТАЛЛА И СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛОВ ИЗ СТЕКЛА И МЕТАЛЛА | 2021 |
|
RU2789268C2 |
| Стекло для спаивания с коваром | 1979 |
|
SU863518A1 |
| Способ соединения стекла с металлом | 1986 |
|
SU1447768A1 |
| Способ изготовления узлов из стекла и металла | 1987 |
|
SU1447769A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПАЕВ СТЕКЛА С МЕТАЛЛОМ | 1969 |
|
SU238674A1 |
I
Изобретение относится к соединению изделий из стекла с изделиями из другого неорганического материала, а именно к технологии подготовки металлических поверхностей изделий для спаивания со стеклом.
Известен способ подготовки ковара для спаивания со стеклом, заключающийся в отжиге ковара в атмосфере влажного водорода при 900-1000°С в течение 15-ЗОмин 1.
Однако при непосредственном соединении ковара со стеклом не достигается достаточно высокое качество соединения.
Наиболее близким к предлагаемому является способ подготовки ковара для спаивания со стеклом, заключаюш,ийся в том, что коваровые детали перед спаиванием никелируют с последующим вжиганием в вакууме. Процесс проводят при вакууме Ю - Ю мм рт. ст. и температуре 700- 750°С в течение 5-5,5 ч 2.
Известный способ является нетехнологичным из-за продолжительного времени его проведения, а та(же из-за сравнительно низкой температуры вжигания ковара (700-750°С), так как обезгаживание при указанных температурах проходит не полностью и, как следствие этого, не обеспе:
чивается качественный спай между стеклом и металлом.
Цель изобретения - повышение производительности и качества спая.
Поставленная цель достигается тем, что J в способе подготовки ковара для спаивания со стеклом путем никелирования с последующим вжиганием никеля вжигание никеля осуществляют в атмосфере водорода в три стадии: при 800-820°С 15-20 мин, при 890-910°С 10-15 мин и при 980-1000°С
0 3-5 мин.
Пример 1. Предназначаемые для спаивания со стеклом коваровые детали (проволочные вводы, цоколи) в специальных устройствах обезжиривают и покрывают никелем до толщины 9-18 мкм в гальвани5ческой ванне. Далее никелированные изделия помещают в никелевую лодочку и загружают в печь сопротивления, где нагревают до 800°С. После продувки азотом в печь напускают водород, и осуществляют
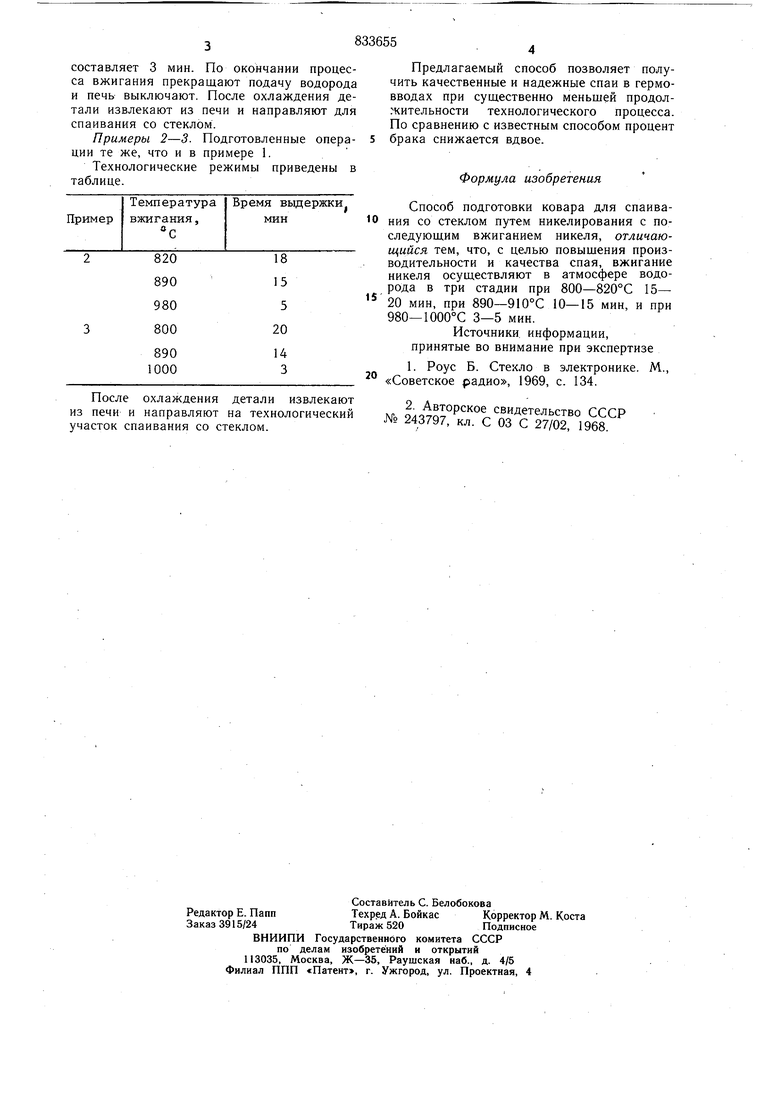
выдержку при указанной температуре в течение 20 мин. Затем температуру печи повышают до 900°С и выдерживают при ней детали в течение 10 мин. При повышенной до 1000°С температуре время выдержки составляет 3 мин. По окончании процесса вжигания прекращают подачу водорода и печь выключают. После охлаждения детали извлекают из печи и направляют для спаивания со стеклом. Примеры 2-3. Подготовленные операции те же, что и в примере 1. Технологические режимы приведены в таблице.
После охлаждения детали извлекают из печи и направляют на технологический участок спаивания со стеклом.
Способ подготовки ковара для спаивания со стеклом путем никелирования с последующим вжиганием никеля, отличающийся тем, что, с целью повыщения производительности и качества спая, вжигание никеля осуществляют в атмосфере водорода в три стадии при 800-820°С 15- 20 мин, при 890-910°С 10-15 мин, и при 980-1000°С 3-5 мин.
Источники информации, принятые во внимание при экспертизе
NT o.oJnv°P ° свидетельство СССР № 243797, кл. С 03 С 27/02, 1968. Предлагаемый способ позволяет получить качественные и надежные спаи в гермовводах при существенно меньшей продолжительности технологического процесса. По сравнению с известным способом процент брака снижается вдвое, Формула изобретения
