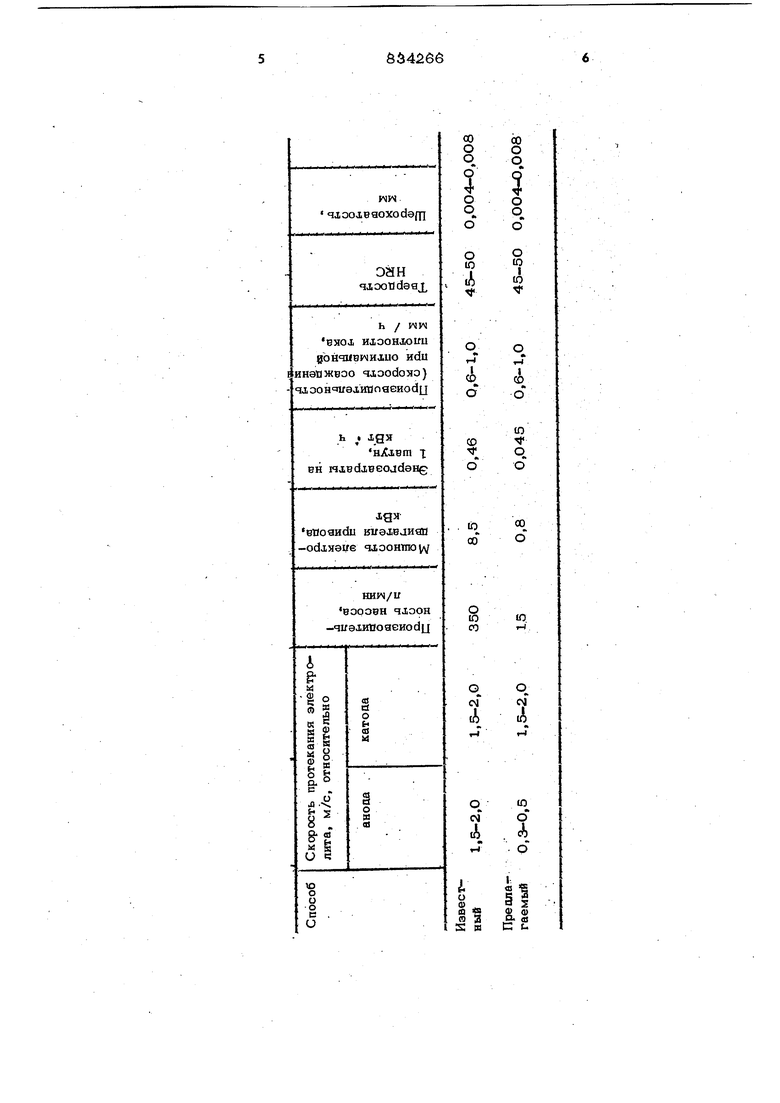
(54) СПОСОБ ЭЛЕКТРОЛИТИЧЕСКСГО ПРОТОЧНОГО ЖЕЛЕЗНЕНИЯ 383 электрооное пространство осуществляется даумя потоками за счет разделения его проницаемой: циафрлгмой при скорости потока электролита относительно аноца ,5 м/с, Применение пористой диафрагмы позволяет сократить приходное сечение канала для протекания электролита с заданной высокой скоростью без изменения межэлектродного пространства, так как в этом, случае электрилнт протекает между катодом -деталью и пористой диафрагмой. Уменьшение зазора между катодом-деталью и диафрагмой до 1-3 мм позволяет достиг нуть требуемой скфрсти движения электро лита: относительно детали .при сравнительно небольшой производительности насоса В прианодную зону электролит подается со значительно меньшей скоростью (О,3-0,5 м/с), чего вполне достаточно для но|рмайьной работы анода. В том случае, когда электропит в прианодной зоне неподвижен, плотность тока высокая и электролит нагревается до температуры, превышающей , что влечет за собой ксробление диафрагмы. Для того, чтобы температура анолита не превышала 75-8СГС, достаточно сообщить электролиту скорость протекания в анодном пространстве 0,3-6,5 м/с. В кач естве материала пористой диа4рагмы применяют мипласт. Он устойчив против вЬздействия хлористого электролита железнения, обладает малым омическим .сопротнвлением, имеет достаточную мёханичёскую прочность при 60-70 c. Пример. Прдаодят железнение отверстий нижних головок шатунов двигателя ЗИЛ-13О в электролите, содержащем 500 г/л хлористого железа и кислоты соляной 2,5 г/л, при -73 С. Шесть префарительно обезжиренньгх кашипей из венской извести и анодоочшден2664ных в 30%чном растворе серной кислоты при 18 С и анодной плотности тока 70 А/дм шатунов навешивают на катодную штангу отверстиями верхней головки и фиксируют на ней так, чтобы оси отверстий нижних головок совпадали. Торцы , нижних головок защищают от покрытия эбонитовыми экранами, одновременно препятствующими вытеканию электролита ю межэлектродного пространства. По оси отверстий нижних головок устанавливают анод из стали СТ 10 диаметром 35 мм. Между анодом и деталями поме-щают пфистую диафрагму из мипласта, 15 выполненную в виде полого цилиндра с внешним диаметром 66 мм. При этомзазс межйу покрываемой поверхностью отверстием нижней головки и диафрагмой составляет 2 мм. Электролит подают 20 межэлектродное пространство насосом через улитку, закручивающую электролит, Производительность насоса составляет 15 л/мин. Основной поток электролита подают в прикатодное пространство, где 25 скорость протекания составляет 1,5 м/с. В приаиодном пространстве скорость протекания электролита поддерживают равной О,5 м/с. Скорость осаждения при плот ности тока 1ОО А/цм составляет зо 1 мм/ч. Таким образом, те же резу;1Ьтаты что и в известном способе достигаются с гораздо меньшими энергозатрагами, так как высокую скорость протекания электролита поддерживали только в фи35 катодной зоне межэлектродного пространства. Аналогично проводят железнение отверстий нижних головок шатунов на других режимах процесса в указанных выше 40 пределах. Сопоставление параметров процесса железнения по предлагаемому и извест . ному способам приведено в таблице.
Данные экспериментальных исслеаоьанвй, полученные преолагаемым и известным способами, показьшают, что характеристики осадков сшпааают, тогда как энергозатраты в предлагаемом способе значительно ниже.
Использование предлагаемого способа электролитического проточного желеггв.е ния позволяет применять насосы меаьшей производительности, а также снизить энергозатраты в ДО-15 раз при восстановлении деталей машин различного назначения.
Формула н а о б р е т а н и я
Способ электролитического гроточного железнения, включающий пропускание
электролита через межэлектродное пространство со скоростью 1,5-2,0 м/с oi носительно катода, отличаюшийс я тем, что, с целью энергозатрат, пропускание электролита через межэлектрооное пространство осуществляют двумя потоками засчет разделения его проницаемой диафрйгмой при скорости tTOTOKа электролита относительно анода 0,3-0,5 м/с.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР NJ 145423, кл. С 25D 5/О8, 1961.
2. Восстановление деталей автомобилей твердым электролитическим железом в проточных электролитах. - Техническое обслуживание и ремонт автомо лей. Экспресе-инфс мация. М., ЦШТИ, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2321688C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ТОНКОСЛОЙНОГО ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО СВИНЦА | 2013 |
|
RU2522920C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2119557C1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ПЛОСКОГО ПРОКАТА В ЭЛЕКТРОЛИТЕ | 2014 |
|
RU2581957C1 |
| СПОСОБ ГАЛЬВАНОМЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296821C1 |
| Устройство для производства алюминия высокой чистоты с безуглеродными анодами электролизом и способ его осуществления | 2018 |
|
RU2689475C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОЙ ОЧИСТКИ ОТ ОКАЛИНЫ ЛЕНТОЧНОГО ПРОКАТА | 2014 |
|
RU2578623C1 |
| СПОСОБ ГАЛЬВАНОМЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323277C2 |
| СПОСОБ ПОЛУЧЕНИЯ ХЛОРА И ХЛОРСОДЕРЖАЩИХ ОКИСЛИТЕЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2315132C2 |
| СПОСОБ ТОНКОСЛОЙНОГО ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ СВИНЦА | 2014 |
|
RU2576409C1 |
