Изобретение относится к восстановлению и упрочнению деталей, преимущественно крупногабаритных изделий сложной формы, и может быть использовано в промышленности и ремонтном производстве при повышении долговечности и восстановлении изношенных рабочих поверхностей деталей машин, например шеек коленчатых валов, плунжеров, стержней клапанов двигателей внутреннего сгорания, кулачковых распределительных механизмов и других тел вращения путем нанесения электролитических покрытий на основе железа.
Электролитический процесс нанесения покрытия из железа или его сплава при восстановлении и упрочнении деталей машин наиболее полно отвечает требованиям ремонтного производства, и его обычно осуществляют из хлористых или сернокислых растворов при постоянном или периодическом токе.
Так, известен способ нанесения покрытия железом из растворов, содержащих хлористое железо, иодистый калий, серную кислоту и соляную кислоту, добавляемую до pH= 1,5-1,7 (см. а. с. СССР N 204083, оп. 11.12.1967, кл. C 25 D 3/20). Процесс осаждения ведут при температуре электролита 18-20oC по ступенчатому режиму. Известный способ позволяет получать хорошие покрытия на деталях несложной формы. Однако стационарный режим электролиза не позволяет увеличить производительность процесса и получать качественные покрытия на крупногабаритных изделиях и деталях сложной формы, например коленчатых и распределительных валов.
Известен способ восстановления шеек коленчатых валов, который осуществляют при совместном вращении катода - изделия и концентрически расположенных анодов с наклонными пазами для непрерывного обновления электролита (см. а.с. СССР, N 162010, оп. 22.10.1964, кл. C 25 D 5/18). В известном способе используют аноды из графита с прорезями, размещенными в таком порядке, что при вращении коленчатого вала в ячейке, образуемой обрабатываемой поверхностью и анодом, создается поток электролита. При этом процесс электролиза на каждой шейке протекает как бы в отдельной, почти замкнутой ячейке. Однако совместное вращение коленчатого вала и анодов требует сложного аппаратурного оформления, что усложняет и удорожает процесс восстановления деталей.
Известен способ восстановления деталей путем электроосаждения железа в проточном электролите (см. Восстановление деталей электролитическим методом. Кишинев, "Штинца", 1987 г., стр. 27-31). По известному способу, выбранному в качестве прототипа, электролитические осадки получали из растворов хлористого и железоникелевого электролита с pH, равным 0,7-1,0, и температуре 40-60oC при принудительной подаче электролита. Принудительная подача электролита в межэлектродное пространство позволяет значительно увеличить скорость доставки ионов железа к поверхности катода и уменьшить толщину диффузионного слоя, и в конечном счете позволяет повысить производительность процесса и получить осадки больших толщин. Однако известный способ не обеспечивает качественных покрытий на изделиях сложной формы, в частности, когда требуется нанесение локального покрытия для упрочнения или восстановления изношенных рабочих поверхностей, имеющих асимметричное расположение. При этом на границе осаждаемого покрытия и непокрываемой поверхности наблюдается образование раковин от скапливания пузырьков водорода и дендритообразование, особенно существенное в местах сопряжения различных плоскостей. В этих местах наблюдается большая неравномерность распределения электрического поля и экранирование поверхностями большого сечения поверхностей с меньшим сечением. В этих условиях затруднена диффузия ионов двухвалентного железа к различным точкам покрываемой поверхности, что приводит к неравномерности плотности и кислотности в объеме электролита. Одновременно повышена в углах стыка поверхностей различного сечения напряженность электрического поля. Все это способствует образованию по периметру покрываемой поверхности в местах ее сопряжения с непокрываемой поверхностью дендритов и удерживаемых ими пузырьков водорода, которые приводят к искажению геометрической формы детали, неравномерности покрытия и недостаточной толщины наносимого металла в этих местах. В одном из вариантов известного способа проток электролита осуществляют с помощью анодно-струйной ячейки, что не исключает образования дендритов на изделиях сложной формы и к тому же аппаратурно усложняет и удорожает процесс. При всем разнообразии известных способов восстановления деталей электролитическим железнением ни один из них, включая и прототип, не обеспечивает высокой производительности процессов, простоты аппаратурного оформления при одновременном использовании простых растворов электролитов без дефицитных легирующих добавок для получения качественного покрытия.
Задачей настоящего изобретения было создание технологичного и экономичного способа восстановления и упрочнения деталей, преимущественно сложной формы, с получением качественных покрытий на рабочих поверхностях.
Согласно изобретению задача решается тем, что на деталь наносят электроизоляционное покрытие из расплава легкоплавкой мастики на основе парафина и канифоли, затем удаляют это покрытие с рабочих поверхностей детали и осуществляют электроосаждение железа или его сплавов из холодного хлористого электролита с pH≤0,3, при этом электролит принудительно подают в межэлектродное пространство под давлением 0,5-0,8 атм через отверстия в аноде по нормали к обрабатываемой поверхности. Кроме того, для создания электроизоляционного покрытия используют мастику, содержащую парафин, церезин, кубовой остаток, буроугольный воск и канифоль. Кроме того, расплав мастики получают при растворении ее компонентов в расплавленной канифоли, при этом содержание канифоли в общей массе расплава составляет не менее 30 мас.%. Кроме того, анод устанавливают в электролизной ванне соосно рабочим поверхностям с помощью экранов, закрепленных на изделии. Кроме того, анод относительно экранов размещают с зазорами, через которые отработанный электролит поступает в ванну.
Предлагаемый способ отличается от известного использованием для создания электроизоляционного покрытия на непокрываемых поверхностях изделия легкоплавкой мастики, а также применением для электроосаждения слоев железа или его сплавов кислого электролита с pH≤0,3 и условиями принудительной подачи электролита на рабочие поверхности, указанными выше.
На основании экспериментальных исследований авторами изобретения выявлено, что использование для электроизоляционного покрытия известной мастики марки МВ-3А, применяемой для литья по выплавляемым моделям, растворенной в расплаве канифоли, позволяет в целом упростить и повысить производительность процессов восстановления детали. Получаемая электроизоляционная мастика содержит парафин, церезин, буроугольный воск, кубовый остаток и канифоль. Как показали экспериментальные данные, эта мастика дает жидкотекучий расплав при температуре ~80oC, из которого простым методом окунания возможно получить быстросохнущие прочные электроизоляционные покрытия на деталях, легко удаляющиеся с рабочих поверхностей любым известным методом. Эти покрытия устойчивы в кислом хлористом электролите при рабочих условиях процесса электроосаждения: покрытия не трескаются, не происходит растравливания детали, процесс электролиза не нарушается, что благоприятно сказывается на качестве наносимых железных покрытий и не теряет своих эксплуатационных качеств при многократном применении. Таким образом, выбор конкретного типа мастики был обусловлен рядом технологических приемов и операций, обеспечивающих в дальнейшем получение качественного покрытия на основе железа или его сплавов при простом аппаратурном оформлении. Известные методы электроизоляции и известные электроизоляционные составы, описанные в литературе (см., например, А.А. Эпштейн и А.С.Фрейдлин. "Восстановление деталей машин холодным гальваническим железнением", Киев, Техника, 1981 г.), не решали поставленной задачи.
Использование кислого электролита с pH, равным 0,3 или менее, способствует его стабилизации за счет исключения окисления двухвалентного железа в трехвалентное и улучшению качества электролитических покрытий без дополнительного введения в электролит дорогих и дефицитных легирующих добавок.
Подача электролита через отверстия в аноде по нормали к рабочей поверхности под давлением 0,5-0,8 атм создает условия для турбулентного течения электролита в межэлектродном пространстве, что обеспечивает равномерность протекающих в объеме электролита процессов и приводит к улучшению диффузии ионов железа к рабочей поверхности, а также снижению локализации выделяющихся при электролизе мелких пузырьков водорода, экранирующих покрываемую поверхность металла. Созданные гидродинамические условия в конечном счете приводят к уменьшению дендритообразования в процессе нанесения покрытия и к повышению равномерности покрытия без искажения геометрической формы детали при одновременном упрощении процесса за счет простоты технологического оснащения. Нарушение условий способа, а также выход за интервалы количественных параметров не дает требуемого эффекта. Использование способа в той совокупности признаков, которая заявлена авторами, позволяет наносить гладкие, мелкозернистые и равномерные покрытия толщиной до 3 мм на диаметр на изделия сложной формы с диаметром ~ 90 мм с высокой производительностью и при простом аппаратурном оформлении.
На чертеже схематически показан фрагмент устройства для реализации предлагаемого способа при восстановлении шеек коленчатых валов.
В ванне 1 с электролитом помещен коленчатый вал 2. На противовесах коленчатого вала 3 закреплены экраны 4, между которыми соосно шейке вала 5 размещен кольцевой анод 6. В аноде по периметру выполнены отверстия 7, через которые осуществляют подачу электролита в межэлектродное пространство посредством трубок 8. Через зазоры 9 отработанный электролит поступает в ванну. Анод закреплен на экранах с помощью стоек 10.
Предлагаемый способ осуществляют следующим образом.
Мастику марки МВ-3А, содержащую парафин, церезин, буроугольный воск и кубовый остаток, растворяют в расплаве канифоли, при содержании ее в общей массе не менее 30 мас.% при температуре 170-200oC. Рабочие поверхности детали, которые требуется восстановить или упрочнить, обезжиривают, просушивают теплым воздухом и обматывают изоляционной лентой, после чего деталь погружают в расплав мастики при температуре ~ 80oC на 1-2 сек. Затем деталь извлекают, охлаждают на воздухе и удаляют изоляционную ленту с мастикой с рабочих поверхностей. На изделие с помощью пластмассовых экранов соосно рабочим поверхностям устанавливают анод, в отверстия которого вставляют тройники для подвода электролита, при этом все отверстия анода соединены между собой трубками, один вход соединен с коллектором, а коллектор с насосом. Изделие с закрепленным на нем анодом вертикально завешивают в ванну с электролитом, содержащим хлористое железо, серную кислоту и соляную кислоту до pH≤0,3. Электролиз ведут на асимметричном переменном токе. Подают электролит через отверстия в аноде под давлением 0,5-0,8 атм по нормали к покрываемой поверхности и включают ток. По достижении требуемой толщины осадка процесс электролиза прекращают. Плотность тока 10-25 А/дм2. Скорость нанесения покрытий 400-500 мкм/час в зависимости от диаметра покрываемой поверхности.
Примеры осуществления способа.
Мастику марки МВ-3А, содержащую 410 г парафина, 168 г церезина, 88 г буроугольного воска и 36 г кубового остатка расплавляют в 300 г канифоли при температуре 170-200oC и получают электроизоляционную мастику. В расплав при температуре 80oC помещали коленчатый вал автобуса "Икарус" (RABA-NAN), изношенные шейки которого требовалось восстанавливать. Шейки вала при этом были обмотаны изоляционной лентой. Выдержка в расплаве мастики составляла 1-2 секунды, после чего вал извлекали из расплава, охлаждали на воздухе и ножом срезали с шеек изоляционную ленту с осевшей на ней мастикой. Затем на противовесах коленчатого вала закрепляли пластмассовые экраны, между которыми с двухсторонним зазором устанавливали на стойках кольцевой анод. По периметру анода было выполнено 6 отверстий, в которые вставляли тройники с выходными отверстиями 0,7-1,0 мм. Эти тройники соединяли с трубками для подвода электролита, при этом анод был окольцован трубками, а одно из отверстий имело дополнительный четвертый вход, подсоединенный при помощи трубки через коллектор к насосу. Для каждой из шейки коленчатого вала размещали кольцевой анод на расстоянии 40 мм от ее поверхности. Все аноды, трубки, подводящие электролит, и токоподводящие элементы объединяли в единую конструкцию в виде каркаса, которую вертикально завешивали в ванне для электролиза. Электросаждение осуществляли из электролита следующего состава:
FeCl2 - 380 г/л
Kl - 2 г/л
H2SO4 - 0,8 г/л
HCl до pH=0,2
Насосом из коллектора подавали электролит через отверстия в аноде, соединенные трубками, под давлением 0,6 атм по нормали к поверхности шейки. Затем включали ток (плотность тока 20 А/дм2). Установившийся турбулентный поток смывает с поверхности катода пузырьки водорода и растущие дендриты, непрерывно пополняют межэлектродное пространство чистым электролитом. Отработанный электролит поступает в ванну из межэлектродного пространства через зазоры между экранами и анодом. Скорость осаждения составляла 40 мкм/час. Рабочая температура 18-25oC. Были получены гладкие, блестящие покрытия на шейках коленчатого вала толщиной до 3 мм на диаметр правильной геометрической формы.
Аналогичным образом были восстановлены изношенные поверхности стержней клапанов распредвалов и плунжеров. Составы изоляционных покрытий, условия электроосаждения были аналогичны описанному выше примеру восстановления шеек коленчатого вала. Во всех случаях были получены гладкие, мелкозернистые, равномерные по толщине покрытия с заданной микротвердостью.
Таким образом, предлагаемый способ обеспечивает получение качественных покрытий на изделиях сложной формы при одновременном упрощении технологии, что позволяет организовать серийное восстановление дорогостоящих и крупногабаритных деталей станков, автотракторной и другой техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ХОЛОДНЫМ ТВЕРДЫМ ЖЕЛЕЗНЕНИЕМ | 1999 |
|
RU2147629C1 |
| Способ нанесения гладких гальванических железных покрытий в проточном электролите с крупными дисперсными частицами | 2018 |
|
RU2690773C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ ПРИ ПОНИЖЕННОМ ДАВЛЕНИИ | 2007 |
|
RU2352692C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЯ ЖЕЛЕЗО-ДИСУЛЬФИД МОЛИБДЕНА | 2013 |
|
RU2537686C1 |
| Устройство для анодно-струйного хромирования шеек валов | 1986 |
|
SU1442565A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ЖЕЛЕЗНЫХ ПОКРЫТИЙ | 1995 |
|
RU2110622C1 |
| Способ нанесения защитного покрытия на катоды электролизера для получения алюминия | 2019 |
|
RU2716726C1 |
| Электролит для осаждения комбинированных электрохимических покрытий на основе никеля | 1980 |
|
SU954530A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ СПЛАВА ЖЕЛЕЗО-ТИТАН-КОБАЛЬТ | 2009 |
|
RU2410473C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ ПОКРЫТИЯ | 1999 |
|
RU2169799C1 |
Использование: изобретение относится к восстановлению и упрочнению деталей, преимущественно сложной формы, электролитическим железнением и может быть использовано в машиностроении при восстановлении размеров изношенных рабочих поверхностей и повышении их износостойкости. Сущность: способ включает нанесение на деталь электроизоляционного покрытия из расплава легкоплавкой мастики на основе парафина и канифоли с дальнейшим удалением его с рабочих поверхностей и электроосаждение железа или его сплава на рабочие поверхности из холодного хлористого электролита с pH ≤ 0,3 при принудительной подаче его в межэлектродное пространство через отверстия анода под давлением 0,5 - 0,8 атм по нормали к рабочей поверхности. Технический результат заключается в создании технологичного и экономичного способа восстановления и упрочнения деталей с получением качественных покрытий на рабочих поверхностях. 4 з.п. ф-лы, 1 ил.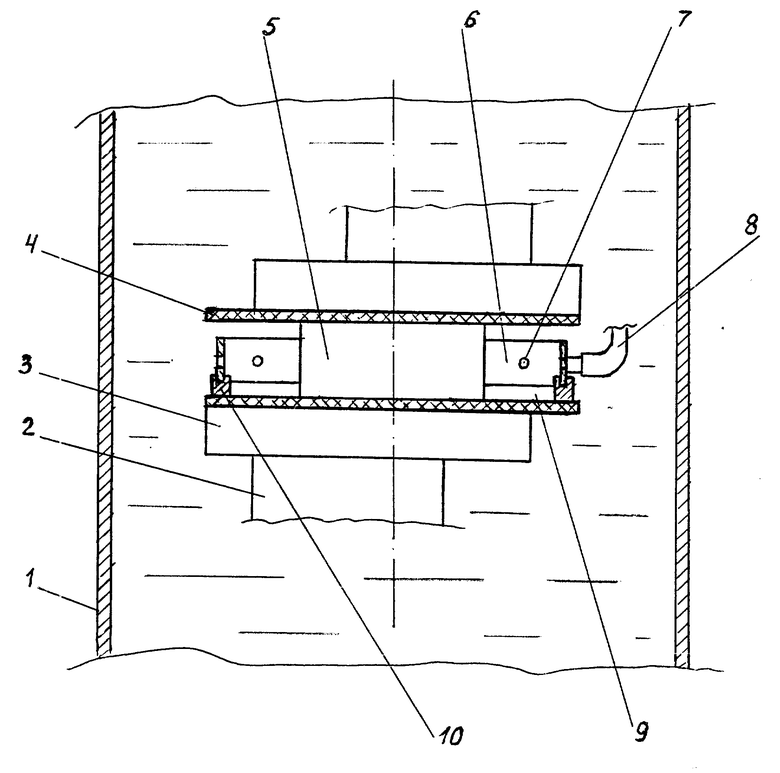
| СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЗНЫХ ПОКРЫТИЙ | 0 |
|
SU204083A1 |
| 0 |
|
SU162010A1 | |
| - Кишинев: Штинца, 1987, с.27 - 31. | |||
