Предметам пзобрстсння яв.чяет1;я споео-б БьшреесоБГл кабельных алюминиевых оболочек при помощи гидравлического iipecea.
OciioiiHbi.M ледостаткол известных способов выирекОВкн подобных оболочек, с :1агрузкой .ч рецшгнент пресса нагретых болванок, является ча-стис возникновенпв трещп1г :i сквозных отверстий в выпрессовываююп оболочке. Причиной об:разованпя этих отверстпп является проникн1 В нле );оздуха Б реципиент пресеа.
Предлагаемый способ поллистью И:ключает указанный недостаток благодаря тому, что 1 а ;нл1оп1;иван)1е болванки в реципиенте и начало выпрессовки осущетвляются под 1 акуум(м.
Для 0Сун1;ествления предлагаемого способа нрименяются специальная уплотпяк н(11я пгайба it сиецнальный рецпииепт.
На 1()нг. 1 тгриведепа схема пресса с уплотпяюгцей шайбой и реципиентом; на фнг. 2, 3 1 4 - варнакты унлэтняютцеIo ирнсиосооленпя; на фиг. 5 - схема реииннента.
Процесс в-ып 1ессовывания -кабельных оболочек производится следующюЕ образом.
Кабель (1) с лзилированпыми жилами проходит череЗ ниппель (2) и матрищ (3), устяиавливае ые илотио в прессовой головке (4--). Алюминий (5), нагретый до определениой те.миературы, двигаясь пз верхней части головой (4) в «е нижнюю часть (6). охватывает цил ндр1тческий
ниипель (2) со iicex сторон .и проходит через кольцевую ндель между ниниелем (2) и аг11ицей (3), спрессовывая кабель в виде оболочки (7), имекицей достаточно равномерную толщину.
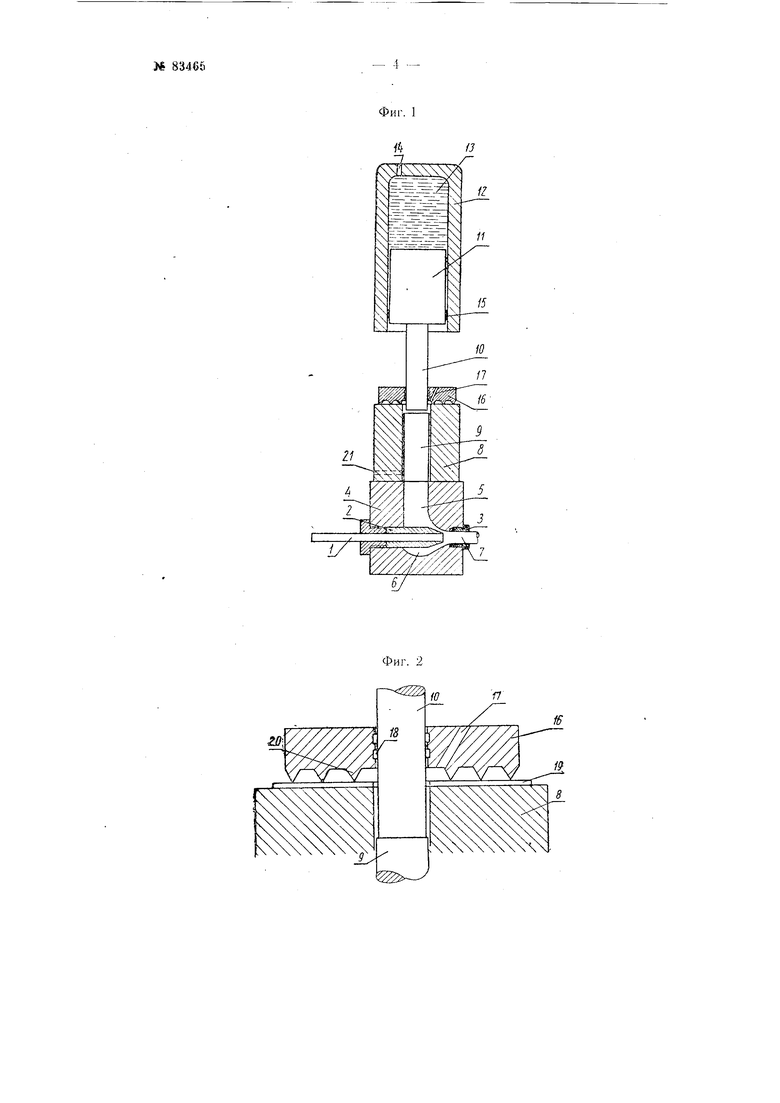
Алюминий (5) нипадает в прессовую гнливку (-1) из рец)1инента (8) цилиндрической формы, куда он загружается в виде цилнндряческой, предварительно нагрет1Й, болваш; (S)- Выире-ссовываяпе алюмннневой болванки из реципиента в гсловку П:роиз1 од1Пся 1НТОКОМ (10), жестко связаи.чым с поршнем (11) гидравлического цилиидра (12). Под действием давления воды (13), подаваемой пасоса и Г; цилинд)) через отверстие (14), порпень 1гере:.1еи1,ается вниз. Для лредавран еиия выхода воды из гидравлического иилишРсг имеются кожаные пли тгные ушотнення (15).
Под давлением воды шток (10) даиггг на, болван1:у (9). Последняя -сначала рас лющивается, принимая бочкообразную iliopMy, а, затем ироходит в прессовую тиловку соединяется с оставшимся от тфедыдуи;его выпрессовываиия алюминием (5). Сущность изобретения состоит в том, что при самом начале расплющиван.ия болванки (9) воздух, заключенный в цилиндрической щеля между болванкой и внутреиними стенками цил)пдрпчесг:ого рециииен.та (8), разрежается до вакуума, соответст ;уюи5его давлению ртутного столба высотой примерно . 5-20 (мм).
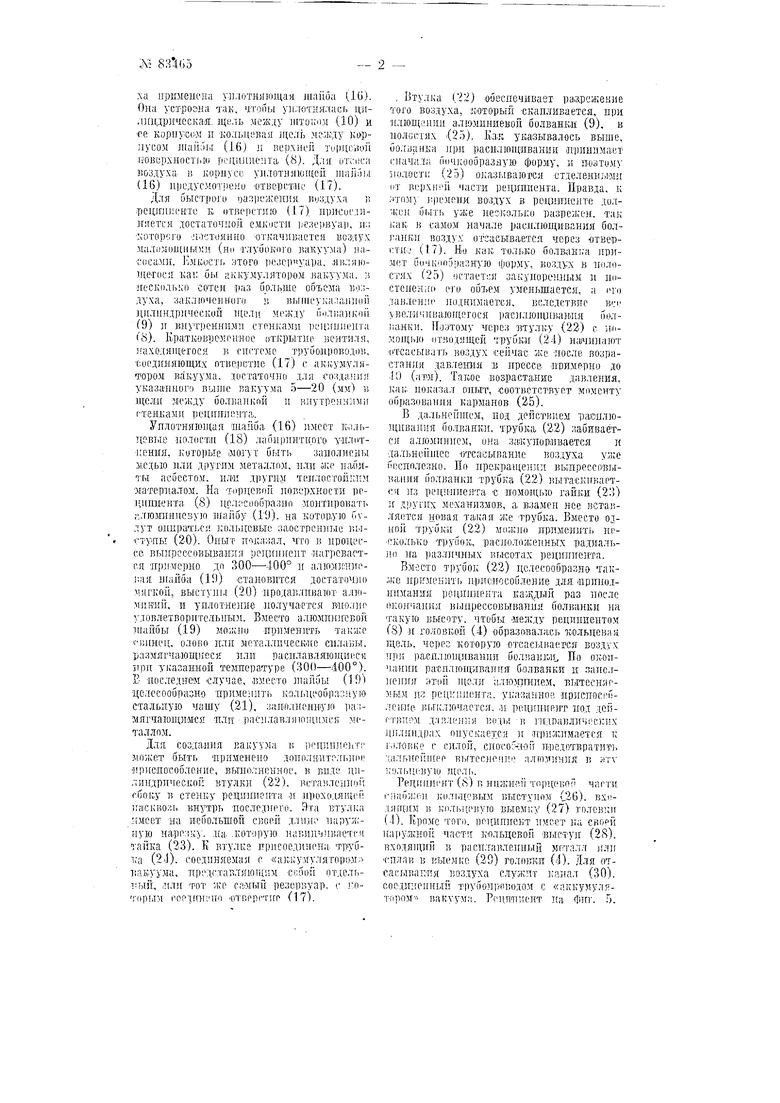
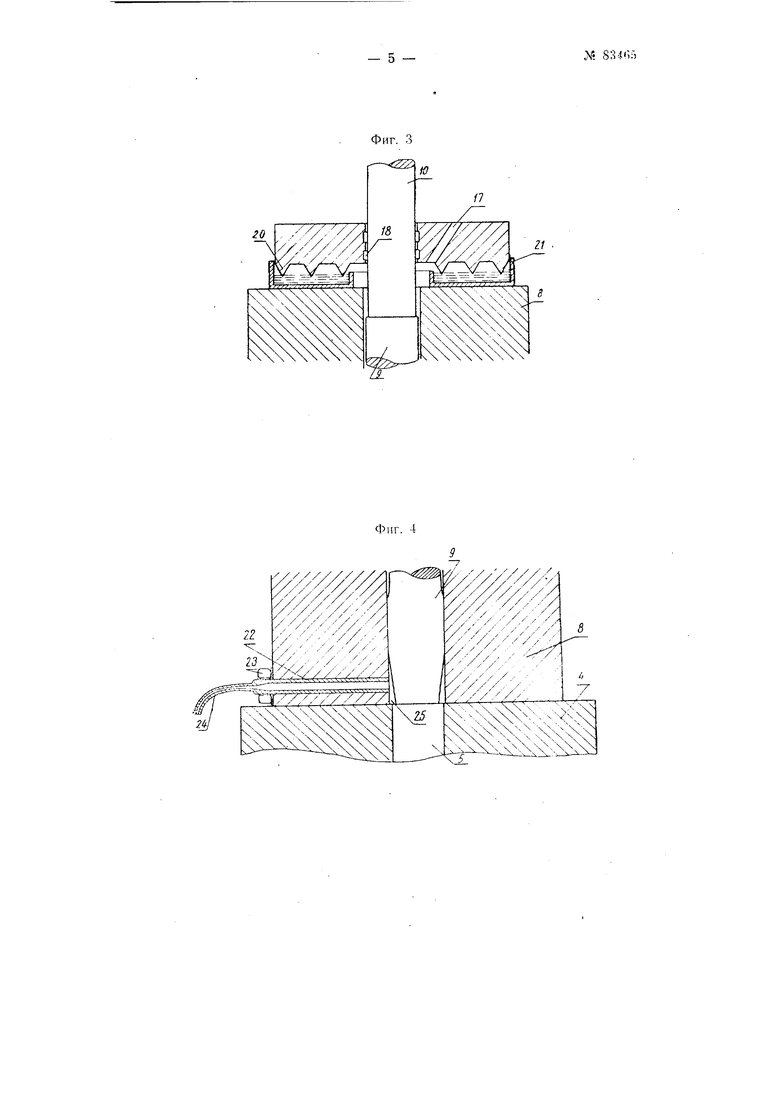
Для осуществления разрежеяпя воздуха примецена уплотняющая jiiaiiua (16). Она усгроЗНа так, чтобы унл-отня.чась цИлиндрнчсска.я. щель между пггокпм (10) и се Kopiiycdj и кольплвая .чол.-ду K.i pлусом иан;п, (16) ц керхнеп TupuoiioH iiOi« pxHocTi,i(j роцилисита. (8). Дл,ч uTiuica воздуха в корпусе унлотня101цсн шайГи, (16) иlJCДycмoтpeнu отвсргаис (17).
Для быстрого ча:;11Са;ен я ,и:5духа г, фсцшпирло к отвррстпю (17) држоелиняегся достаточной емкости ifCiiepBya.), н:; хотор.ио ;ь)стоя-нно Откачивается вомух .( (но глубокого )акуума) лаСосами. v.4K.ijiCTb мтого picjcptyapa. ,яв;;як)liicTocu i;ai. Gjii: акку.мулятор-ом вак.. п несколько сотен раз больше объема во:;духа, заключенно1о is Bi)iiiiey))io)i цплиндрнческой щели ме/кду 6rMi aHKoii (9) я внутренними стонками рециипеита |8). КратКОвре мониое открытие вентиля, и1ходян1;егося к систоме трубо Н1)оводо11, (;оединя1ощих отвецжтис (17) с аккудсулятором вакуума. : остагочно для создалпиг указанного вьпие вакуума 5-20 (мм) is .iИ( между бол)аикой и внутренними стенками рещгниеита..
УллотняЕндая шайба. (16) )1меет к-лльтювые нолостл (18) лабириитн.ого уилотИсния, кото1)Ые могут быть залолиены недыо нли Д|)угим металлом, или ;г;е иабиты асбестом, ил« Д1)угим те1 лостой ;1;м ла-териалом. На торцевой иоворхности ррдншкнта (8) нп.теСообразно -монтиро.вать алюминневую лтайбу (19), на которую Gvлут Онират /с; кол1)Девые за.ОСтрен}п 1е ;ыстуяы (20). Опыт- 1Г1казал, чло в иродессе. выиреосовыванля редиинеит Нагрева ется лрИМСрно до и алюмипте|;ая (19) Становится достаточио мягкой, выстуиы (20) иродаг-ливают алю:ч11ний, и унлотне}1не иолучаСтся ваю.лне удовлетвортгтельным. Вместо алюмиииевой И1айбы (19) можио применить также , олово или мегаллическде сплавы, размягчающиеся или раснлавляюнЦГеся при указанной темпера-туре (300-400°), Е носледнем случае, .вместо итайбы (I 9) целесообразно приме;П1Т1 кольдеобразиую стальную чашу (21), заи.олненн) 1)азлягчаюн1ИМСя илп ра-силавляющимся геталлом.
Для создания вакуума в редипиоггг может быть ирнменеио доиолнительнгм ириспособлеиие, вылолненное, в виде иилиидрической втулки (22), .леиио ; гбок.у в стенку редиинента и ирохолящеП насквозь внутрь нослоднего. Эта втул1;а лмеет на небольшой своей длние даруя;ную нарезку. д{а д;отору о HiiBinr-jiiBatncn тайка (23), К втулке присоединена- трубим (2J), сооднняемая с «aккyмyлятoflOv r вакуума, тгреДС.тав.тяющим -есбой отдель1:ый, -;нлн тот же самый резервуар, с IoIopfjM СОедггиено Отверстие (17).
, Втулка (22) -обеспечивает радрежение того воздуха, jvOTOpbiii сканливается, нри илющсиии алю.миниевой болванки (9), в полостях |(2Г)). Ка.к указывалось выше, болиакка Н1)и 1)аснающт1ванц 1 принимает сначала боч):оойра.зяу1о форму, и п-озтому 510ЛОСТ1; (25) о)сазываютея -етделенныМИ от верхич части реципиента. Правда, к этому -ремени во .здух в редшшеите дол|;еи бить уже иеск-олько разрел;ен, так j;aK в начале раснлющивания болjaHKH воздух отсасывается че-рез ютверг;ти-, (17). Но как .о болвакьа нрн-мет бочкообразную |()0рму, воздух в нялостях (25) остается закунореидыл н нпстенен; его объем уменьшается, а его лавленк поднимается, вследствие BCI величива-юи1егося ))аснл он1нваш1я болва.нки. Поэтому через втулку (22) с- н-п:. итводящеи трубки (24) наиннают 1)ТСасывать воздух :ейЧаС же -носле возрастания давления в прессе, -и-римерио до -10 (агм). 1акое -возрастание давления, ;ai.- ноказал оньгг, Соответствует моменту об)азовання карманов (25).
В дальнейшем, под действием 7)аСилю}дц1ваиия болванк-и, трубк-а (22) за-бивается алюминием, заосупорлвается и дал) отса1еываиие 1 0здуха улсе песиолезно. По нре-кран(еии;1 выпрессовывапня болванки трубка (22) вытаскнваетс.л из рецнНнента С номощью гайки (23) и других механизмов, а взамен нее ВСтавляется ноВая такая же трубка. Вместо одной трубки (22) Mo-;i;-Ho применить ле-сколько Трубок, расНОло к.енных радиальио на 1) высотах ))ен;иииента.
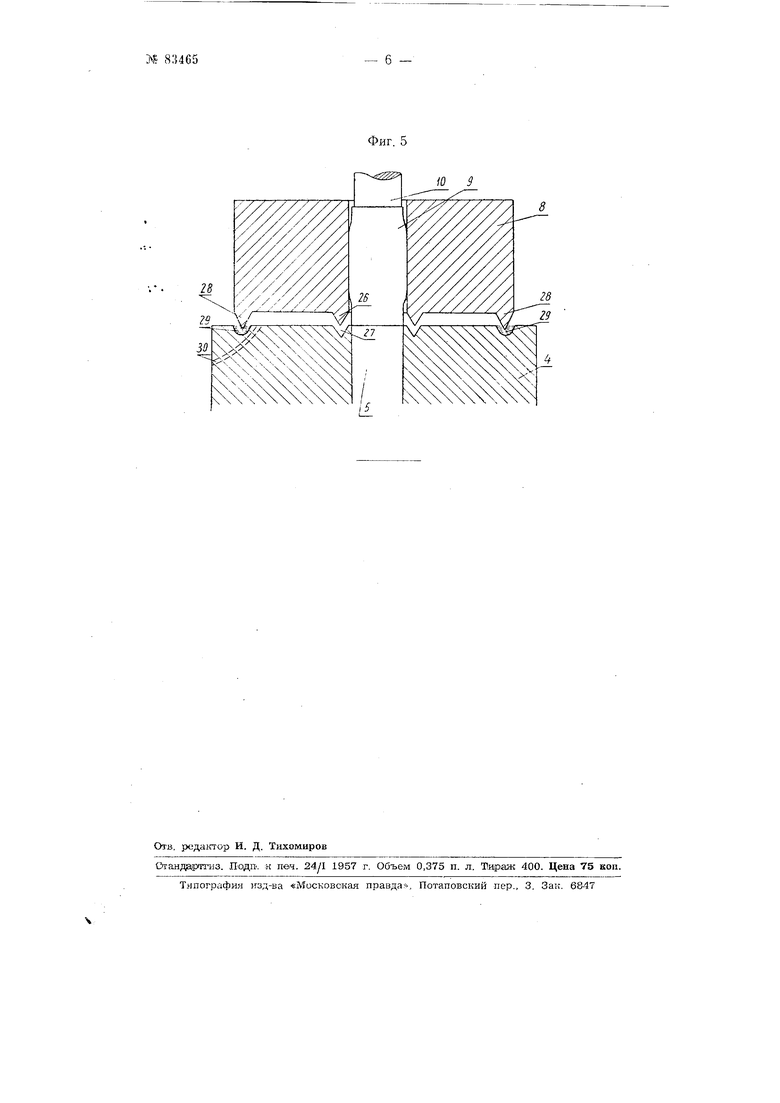
Вместо трубок (22) целесообразно так..);е )1тл-5мен 1ть ириенособление для ерндодиимания родиниента ка;1 дый раз лосле 1н:ончаиня вьшрессовывания болванки на такую высоту, чтобы Иежду рециииентом (8) -н головк-ой (4) образовалась кольцевая цель, через которую отсасывается воздух ирк раеплюи(нвани1 болванм. По ок-ончании раснл1онр-1ва1пш б.олванк-и и лано.гиеиия ;ггой и(е-ля алюжгнием, вьгтееи-яемым из рсдиншлгга. укаЗанное 1 рислос Плен-ир л,п;лючается. -и рециниг-нт лод дейгтвПгМ длзлення в гидравличес):пх дь.днндрах оиускается it етрижнаавтся к 1ловке с сплои, спосо;-ЛОЙ предотвратит)) т.альнеЙ1иее вьгтесие П11 алтомииия в STV ;;олы;|;ву10 щель.
Рецнннент (8) в ннзкией торсовоп части i;ia6;i;eH ) выстуиом С26). BXDлящ-им в 1;-ольцеву10 выемьу (27) то.товин (-). К-рОме чого, рецин)ент имеет на своей на||ужно1; ча-стл к-ольц-евой выступ (28). входяицгй в расплавленный метал.л п:п сллав в выем1;е (29) голошж (4), Для отс-асыватжя воздуха служ-ит ка}1ал (30). соедимениый т|)убол1мводом с «аккумулятпром ваклум.. Рсцитпеит на Фиг. .).
иоказад в пркюднятом iio.io;i;ciiiiu, п через 1;ольцевую щель между выступом (26) я выемкой (27) во2Д5т; «л Hpio может атсасТТкаться.
II р е д м е т и з обре т е н и я
J. Способ вьш)есоовывания кабельных алюминиевых оболочек при помощи пираплического ирееса, i- загру.жоп в реци1:иенг нагретых бол1,а)(. отличаю Ц и и с я тем, что. t- цель1и иредотвраще.liiiii :)бразовапия трепцт и «квозных от);: |н;Г:1 Г| в оболочке, 1)ас11Л10 Щ1вакпе болjiainri; в ретигпиенте и начало выпрессо;-;1 1 ;1:1ия производите. под вакуумом.
2. Прпменепле, для осуществлеппя способа по п. 1, подвижной, охватьгеающгй , далиндркческой шайбы, создающей уплогнеппе при ломощи заостренные ;оле1и вдавливаемых s щайбу пз лепиь илавкс-го металла ллп чащу, заполненную расплавленпым металлом или . расиоложенные па верхкей торцевой плIopxnocTir рециппрнта.
3. Прпменеппе, для оеуществлекия спосопа ПО п. 1. репипиеита, о-т л в ч а юii{ е г о с.я тем. что, с целью образования кольцевой щели между пим 71 г9,1ТовкаГг aipecra, для откачивания воздуха рецкипенг спабжеп кольцевым выступом, :;и:ходящпм, при подъеме иоследнег, и 1-ол1, В1,1ем:;м головк пресса.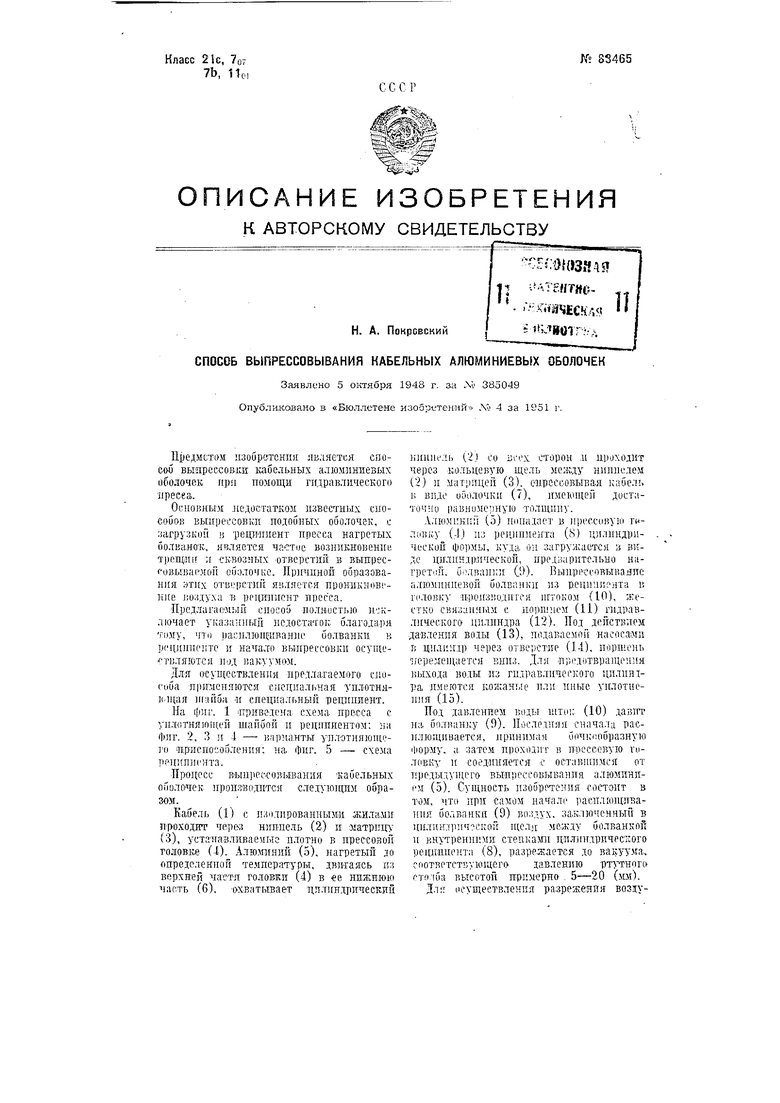
го{
10
16
го
s-
Фиг. 4
W 3
