1
Изобретение относится к механо-сборочным работам, в частности к способам сборки прессовых соединений деталей, типа вал-втулка.
Известен способ прессовых соединений деталей путем нагрева или охлаждения собираемых деталей и последующего вакуумирования зоны контактируемых поверхностей в пределах I-ICT -1-1СГ мм рт.сг.
ИОднако известный способ не обеспечивает требуемой прочности соединения, так как не наблюдается упрочнения соединений, которое связано с явлением схвать вания, Т.е. с образованием определенного количества теплоты на локальных участках трущихся поверхностей, а количество теплоты, образующееся при трении, зависит от скорости относительного перемеиюния труишхея поверхностей.
Цель из(1бретения - повышение прочности соединения.
Поставленная цель достигается тем что прессовое соединение термически обрабоганных деталей ведут предлагаемым способом с недопрессовкой до конечного положения на 0,3-1,0 мм с последующей допрессовкой в условиях вакуума СО скоростью 12-900 м/мин.
Сборка соединения осуществляется под прессом путем нагрева охватывающей или охлаждения охватываемой деталей в обычн ных условиях. При этом охватываемая деталь не допрессовывается до своего конечного положения на незначительную величину, например на 0,3-1,0 мм.
Далее соединение устанавливается под пресс, н из зоны контакта откачивается воздух и создается вакуум 10 -1О мм рт.ст.
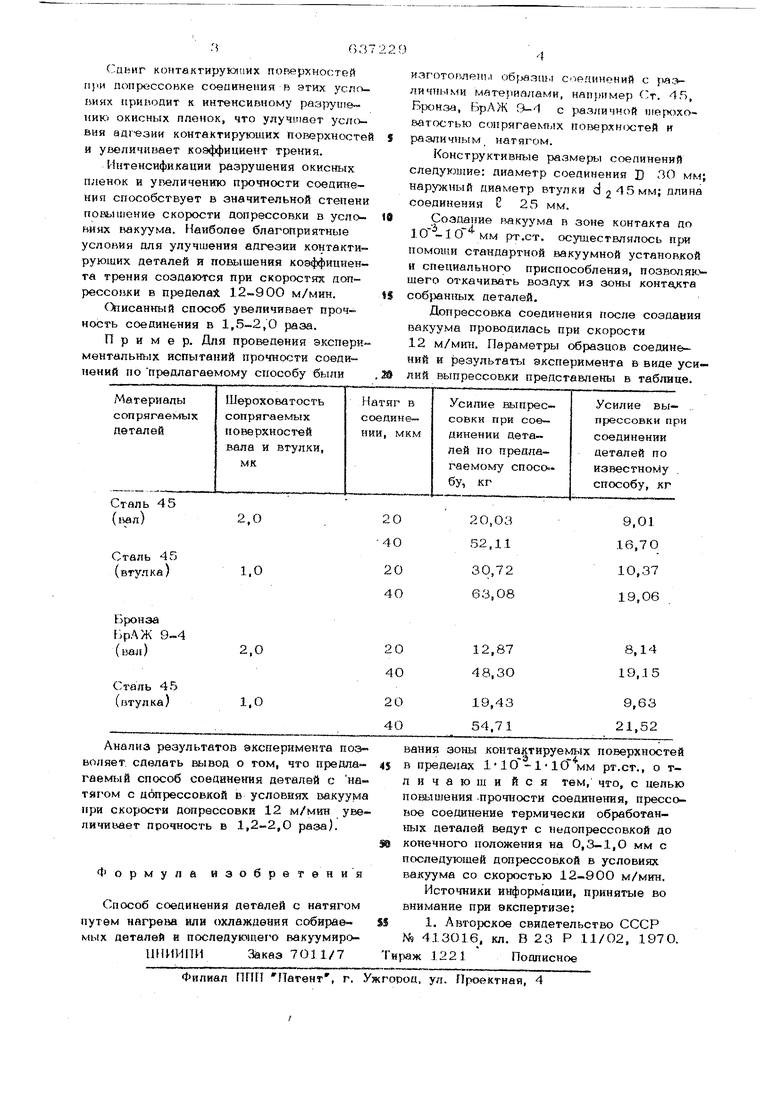
Создание вакуума способствует тщательному очищению -сопрягаемых поверхностей деталей от жировых, масляных и других адсорбированных пленок и приводит к значительному снижению адгезионной и механической прочности окисных пленок. (Г.цвиг контакгируклиих поверхностей njiH попрессовке соецинения в этих условиях приводит к интенсивному paapyiiie иию окисных пленок, что улучшает адгезии контакгируюших поверхнск:те и у Е5еличнвает коэффициент трения. Интенсификации разрушения окиснь(х пленок и увеличенто прочности соединения способствует в значительной степени повышение скорости допрессовки в уелоВИЯХ акуума. Наиболее благоприятные условия для улучшения адгезии контактирующих деталей и повышения коэффициента трения создаются при скоростях допpeccojiKH в пределаЛ; м/мин. Шисанный способ увеличивает прочность соединения в 1,5-2,0 раза. Пример. Для проведения экспери ментальш1 х испытаний прочности соединений по предлагаемому способу были изготовлены об лазиы соегишений с fiaaличными мвтериштамн, например Ст. 45, )нза, БрЛЖ i-4 с различной шероховатостью сопрягаекплх поверхнгхгтей и различным натягом. Конструктивные размеры соепинений следующие: диаметр соединения D 30 мм; наружный диаметр втулки d мм; длина соединения G 25 мм. Создание вакуума в зоне контакта до 10 -1О мм рт.ст. осуществлялось при помощи стандартной вакуумной установкой и специального приспособления, позволяющего откачивать воздух из зоны контакта собранных деталей. Допрессовка соединения после создания вакуума проводилась при скорости 12 м/мин. Параметры образцов соединений и |эезультаты эксперимента в виде усилий выпрессовки представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей с натягом | 1982 |
|
SU1034866A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ С НАТЯГОМ | 2007 |
|
RU2357111C1 |
| СПОСОБ ПРЕССОВАНИЯ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2370342C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2012 |
|
RU2504697C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ДЕТАЛИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2023 |
|
RU2815634C1 |
| Гибкий проводник имплантируемого электростимулятора, способ его изготовления и заготовка для его изготовления | 1980 |
|
SU997102A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1995 |
|
RU2112628C1 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ДЕТАЛИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2023 |
|
RU2817097C1 |
| Способ сборки прессовых соединений типа вал-втулка | 1990 |
|
SU1764921A1 |
| Способ соединения деталей с натягом | 1981 |
|
SU988518A1 |
