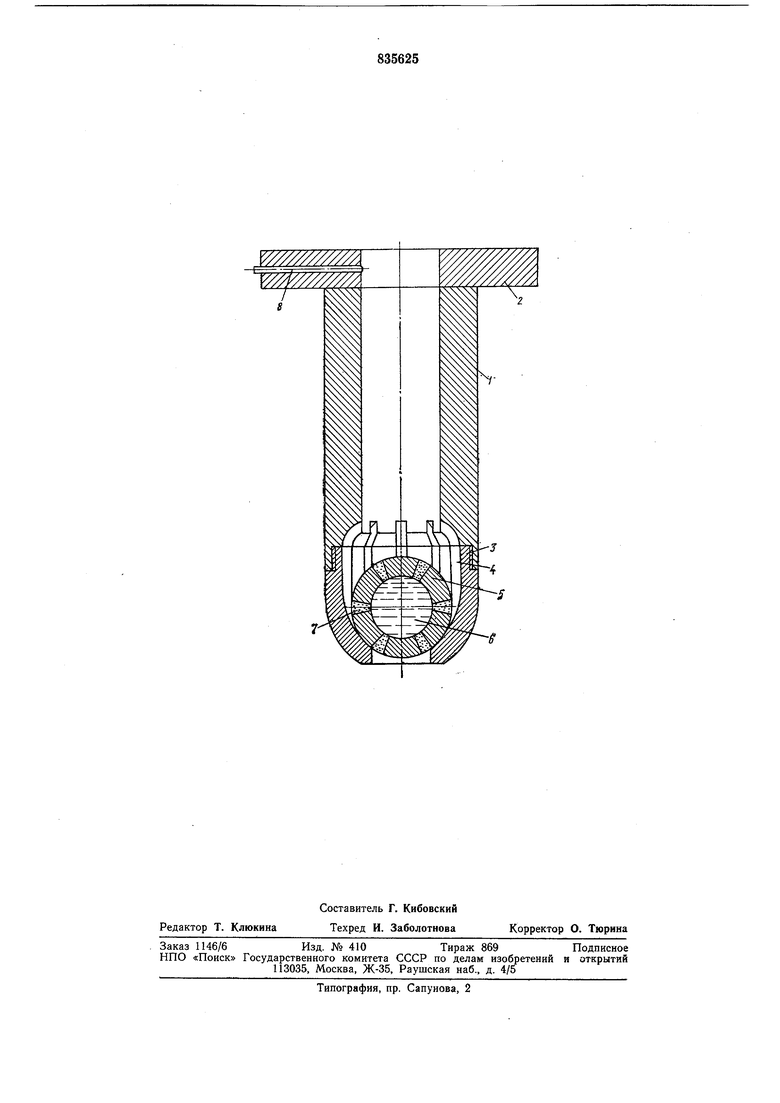
вытекание металла из трубы металлопровода и имеет полость 6 для расплава модифицирующих солей и пористые пробки 7, при помощи которых осуществляется модифицирование расплавленного металла. Во фланце 2 металлопровода крепится температурный датчик 8 для замера температуры сплава.
Устройство работает следующим образом.
Под действием избыточного давления на зеркало металла в тигле щаровидный клапан 5 занимает крайнее верхнее положение и расплав по продольным прорезям 4, выполненным на внутренней поверхности вставки 3, проходит в трубу 1 и затем в форму.
При этом расплав модифицирующих солей из полости 6 клапана 5 через пористые пробки 7 попадает в расплавленный металл, разлагается, вступает с ним во взаимодейстди рафинируя и модифицируя его. Таким образом, рафинирование и модифицирование сплава осуществляется с каждым циклом изготовления отливки.
После окончания заполнения формы клапан 5, плотность которого в 1,1 -1,5 раза превыщает плотность материала отливки, под действием силы тяжести опускается вниз, перекрывая входное отверстие во вставке 3. Давление на зеркало металла в тигле снимается. Сплав выдерживается в форме. При достижении сплавом температуры выбивки температурный датчик 8, установленный во фланце 2 металлопровода, подает команду на раскрытие пресс-формы. Отливка удаляется, при этом расплавленный металл остается в металлопроводе, так как входное отверстие во вставке 3 металлопровода закрыто щаровидным клапаном 5.
Цикл повторяется снова.
Плотность металлического клапана должна быть в 1,1-1,5 раза больще плотности материала расплава. При меньщей плотности шарик не будет опускаться вниз и перекрывать входное отверстие во вставке металлопровода для предотвращения вытекания из него расплава; при больщей плотности потребуется больщий напор металла, чтобы поднять щарик.
Таким образом, предлагаемая конструкция металлопровода позволяет повысить качество отливок вследствие предотвращения попадания окислов со стенок металлопровода в расплав и постоянного модифицирования расплава.
Технико-экономический эффект достигается за счет првыщения качества отливок и уменьшения брака. Снижение брака на 20% при выпуске на одной мащине 85 т годного литья в год и себестоимости 1 т литья 1700 руб. позволяет получить годовой технико-экономический эффект от использования предложения й:;30 тыс. руб.
Формула изобретения
1.Металлопровод для мащин литья под газовым давлением, состоящий из трубы, фланца и щаровидного клапана, отличаю щ и и с я тем, что, с целью повыщения качества отливок, труба снабжена установленной в донной части полой вставкой, сообщающейся с объемом трубы продольными прорезями, при этом щаровидный клапан установлен в полости вставки.
2.Металлопровод по п. 1, отличающийся тем, что продольные прорези выполнены на внутренней поверхности вставки сопрягаемыми с наружной поверхностью
шаровидного клапана при его нахождении в крайних положениях.
3.Металлопровод по п. 1, отличающийся тем, что в щаровидном клапане выполнены полость для расплава солей и
сквозные отверстия под пористые пробки.
Источники информации, принятые во внимание при экспертизе 1. Бедель В. К. Литье под низким давлением. - Л1., Машиностроение, 1968, с. 5-6. 2. Патент США.№ 3924422, кл. 164-304, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ литья алюминиевых сплавов под газовым давлением | 1978 |
|
SU789237A1 |
| Металлопровод для машин литья под низким давлением | 1982 |
|
SU1052326A1 |
| Способ литья под газовым давлением | 1978 |
|
SU789238A1 |
| Установка для литья под газовымдАВлЕНиЕМ лЕгКО-ОКиСляющиХСяРАСплАВОВ | 1978 |
|
SU793713A1 |
| Способ литья под регулируемым газовым давлением в разовые формы | 1982 |
|
SU1061910A1 |
| Способ обработки расплава в установках литья под низким давлением | 1978 |
|
SU697252A1 |
| Установка для литья под газовым давлением | 1980 |
|
SU880624A1 |
| Установка для литья под низким давлением | 1982 |
|
SU1130436A1 |
| Установка для литья под газовым давлением | 1978 |
|
SU763037A1 |
| Способ литья под регулируемым давлением | 1985 |
|
SU1321517A1 |