/ff
L Изобретение относится к литейном производству, в частности, к устрой ствам для литья под низким давление Известна установка литья под низ ким давлением, содержащая герметичную емкость для расплавленного мета ла, емкости для рафинирующих и моди фицирующих веществ, соединенные с герметичной емкостью магистралями, снабженными шиберами с приводами ij Недостаткомустановки является простой машины при рафинировании . и модифицировании расплава в герметичной емкости. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является металлопровод для заливки жидкого металла в форму в машинах литья под низким давление состоящий из трубы с фланцем, встав ки с прорезями и шарового клапана в нижней части металлопровода. Шарово клапан в этой конструкции выполнен в виде емкости с полрстью для модифицируюадих солей и отверстиями, которые перекрыты пористым огнеупорны материалом 2J . Недрстатком данной конструкции металлопровода является снижение производительности Мсоиин литья под низким давлением из-за необходимост достаточно частой замены или разбор ки металлопровода с целью установки ирного шарового,клапана с модифици{зующими солями или наполнения ими полости бывшего в употреблении шаро вого клапана. При этом такая конструкция металлопровода не обеспечивает контроль за наличием модифицирующих солей в полости шарового кла пана, что снижает надежность его работы в качестве его источника модифицирования металла. Цель изобретения - повышение производительности машины. Указанная цель достигается тем, что в металлопроводе для машин под низким давлением, содержащем трубу, фланец и емкость для модифицирукицих солей, соединенную с внутренней полостью трубы каналами, пере крытыми пористым огнеупорным материалом, емкость для модифицирующих солей выполнена в виде воронки, охва тьавающей верхнюю часть трубы металло провода, горловина которой обращена в сторону фланца, а донная часть ее герметично соединена с трубой, причем каналы выполнены в трубе. Кроме того, внутренняя полость трубы метсшлопровода выполнена ступенчатой с расширением в направлении движения металла. При этом каналы выполнены в ступени трубы меньшего сечения. На чертеже представлен предлагаемый металлопровод, продольный разрез Металлопровод содержит трубу 1, фланец 2 с герметично перекрываемым окном 3, воронку 4, образуквдую вместе с трубой емкость с полостью 5 для модифицирующих солей, отверстия 6, перекрытые Лористым огнеупорным материалом, патрубок 7, нагреватель 8, датчик-уровнемер 9, 10 зазор между воронкой 4 и фланцем 2. Металлопровод работает следующим образом. Перед началом работы машины через окно 3 во фланце 2 заполняют полость 5 расплавом модифицирующих солей до уровня, исключающего их перелив через верхний край воронки (зазор 10). Этот уровень контролируют с помощью датчика-уровнемера 9. Затем окно 3 перекрывают герметично крышкой и включают нагреватель 8, который предназначен для обогрева воронки и поддержания оптимального температурного режима расплава модифицирующих солей (температура (Модифицирования 720 - 820°С в зависи|Мости от активности модифицирующих солей) . После этого известным способом осуществляют процесс заливки жидкого металла в форму, создавая, избыточное давление в машине, которое в данном случае используется для создания давления на зеркало жидкого металла, который по трубе 1 металлопровода -движется в сторону формы, а также для создания давления (через а- зор 10) над расплавом модифицирующих солей. Действие давления на расплав модифицирующих солей обеспечивает более активную их фильтрацию через пористый материал, перекрывающий отверстия б, в движ т1ийся жидкий металл, что повышает качество модифицирования объема металла, заполнякадего форму, в качестве огнеупорного пористого материала для заделки отверстий б могут быть использованы, например, песчаные жидкостекольные смеси с различной пористостью (30 60 %), что позволяет варьировать условия фильтрации расплава модифицирующих солей в широких пределах. При этом могут быть созданы такие условия, когда расплав модифицирующих солей будет фильтроваться через пйристый материал и без приложения давления. В этом случае он, стекая по внутренним стенкам трубы 1, покрывает их слоем модификатора и, образуя слой модификатора на поверхности металла, находящегося в металлопроводе , предохраняет его от окисления,- а также повышает эффект модифицирования металла, Повьлиению эффективности модифицирования расплава способствует и то, что отверстия 6 в трубе выполнены в более узком месте трубы 1, расположеином ближе к ее донной части./Это объясняется тем, что в узком месте трубы, где скорость движущегося металла выше, жидкие модифицирующие солц более активно захватываются металлом. Но так как центральная часть потока движущегося металла движется относительно пристенной быстрее, то в более широком месте трубы происходит смешивание этих частей потока и перераспределение модифицирующих солей по всему объем металла.. Кроме того, в данной конструкции металлопровода расплав модифицирующи солей выполняет роль нагревателя литниковой части металлопровода. По действием давления расплав модифицирующих солей полностью заполняет объем между трубой 1 и патрубком 7, обогревая тем самым верхнкио часть трубы 1 металлопровода и исключая намерзание на ней корки металла. Заполнение объема между трубой 1 и патрубком 7 обеспечивается тем, что патрубок 7 установлен соосно трубы 1 таким образом, что делит по лость 5 на две сообщающихся между собой : еравные полости (через зазор между патрубком и воронкой), причем полость, образованная патрубком 7 и трубой 1, меньше полости, образованной патрубком 7 и воронкой 4 не менее чем 1,5 - 2 раза. С цепью более полного использова ния кюдифицирующих -олеП грнная,часть: воронки выполнена под углом об , рав ным не более 85 по отношению к оси трубы. Это создает дополнительный гидронапор расплава на пористый ма ериал, перекрывающий отверстия 6, и улучшает фильтрацию модифицирую1цих солей. Для исключения попадания шлаковых включений в объем полости, ограниченной трубой 1 патрубком 7, и к отверстиям 6 окно 3 ро фланце 2 выполнено над полостью, ограниченной патрубком 7 и воронкой 4, а зазор между патрубком 7 и донной частью воронки 4 должен быть не более 10 20 мм. Нижний уровень расплава модифицирующих солей контролируется с помощью датчика-уровнемера 9. После того как уровень расплава модифицирукяцих молей достигнет нижнего предельного уровня в полость 5 подают новую,порцию солей. Данное изобретение было испытано при изготовлении отливок из сплава АЛ2 на лабораторной установке литья под низким давлением. В качестве модификатора применяли состав солей, вес. %: NaF - 40 NaCl -47,5у KCI - 12,5, с т. пл. 730°С. Температура солей в период модифицирования составляла 7бО-770°С. I Предлагаемая конструкция металлопровода повышает производительность машин под НИЗКИМдавлениемВ 1, 8 2,2 раза, надежность их работы в режиме модифицирования жидкого металла и обеспечивает равномерное модифицирование каждой порции метсшла, 3сшиваемого в форму. Годовой экономический эффект от внедрения установки с данным металлопроводом составляет 35 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлопровод для машин литья подгАзОВыМ дАВлЕНиЕМ | 1979 |
|
SU835625A1 |
| Установка для литья под низким давлением многослойных металлических заготовок | 1981 |
|
SU997970A1 |
| Способ литья алюминиевых сплавов под газовым давлением | 1978 |
|
SU789237A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА | 1991 |
|
RU2026365C1 |
| Установка для литья под газовым давлением | 1978 |
|
SU763037A1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2307003C1 |
| Металлопровод для литья под низкимдАВлЕНиЕМ | 1979 |
|
SU806247A1 |
| Устройство для автоматического дозирования расплава из раздаточной печи | 1974 |
|
SU582044A1 |
1. МЕТАЛЛОПРОБОД ДЛЯ МАШИН ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕННЕМ,содержаний трубу, фланец и емкость для модифицирукицих солей, соединенную с внутренней полостью трубы каналами, перекрытыми пористым огнеупорным материалом, отличающийся тем. что, с целью повьлиения производительности машины,емкость для модифицирующих солей выполнена в виде воронки, охватывакадей верхнюю часть трубы металлопровода, горловина которой обращена в сторону фланца, а донная часть герметично соединена с трубой, причем каналы выполнены в трубе. 2.Металлопровод по п. 1, о т л ичающийся тем, что внутренняя полость трубы металлопровода выполнена ступенчатой с расширением в направлении движения металла. 3.Метёшлопровод по пп. 1 и 2, отличающийся тем, что каналы выполнены в ступени трубы меньшего сечения.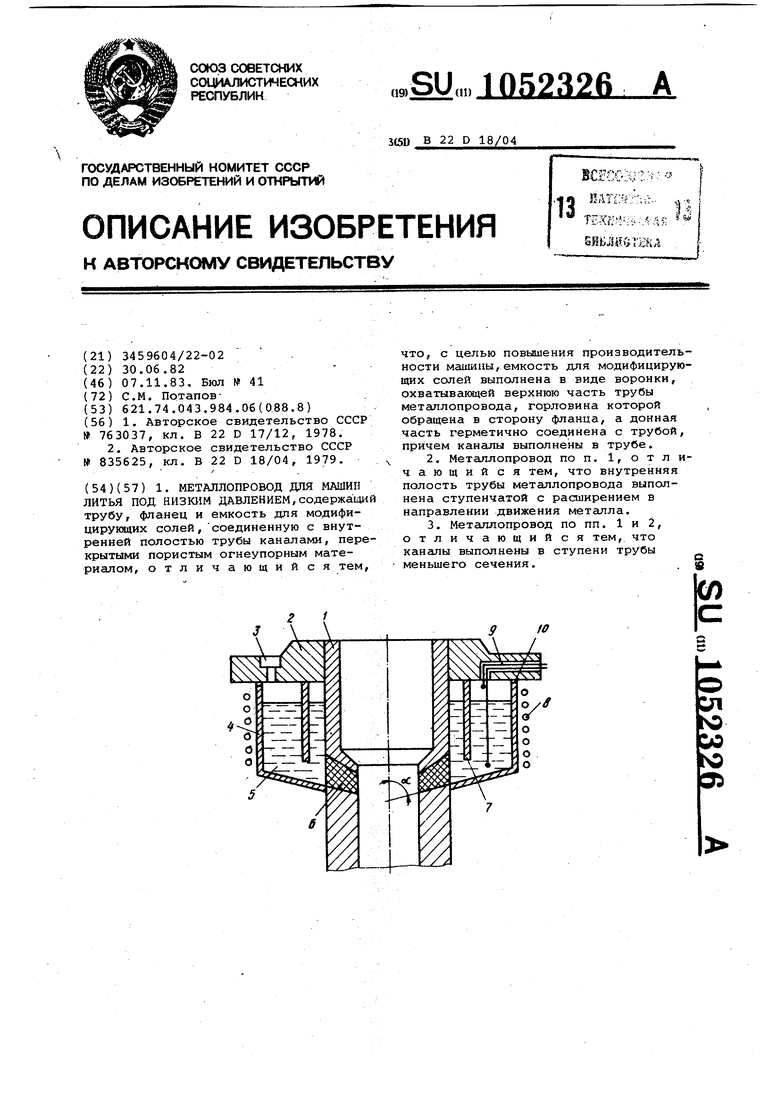
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для литья под газовым давлением | 1978 |
|
SU763037A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Металлопровод для машин литья подгАзОВыМ дАВлЕНиЕМ | 1979 |
|
SU835625A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
