Изобретение относится к области литейного производства и может быть использовано для очистки расплавов и изготовления отливок повьшенной плотности литьем под низким давлением. Известна установка для литья под низким давлением, содержащая герметичный тигель с расплавом, форму, метаплопровод и фильтрующий элемент который устанавливают в верхней части металлопровода перед каждой залив кой формы ГП . Применение фильтрующего элемента для очистки расплава позволяет улучшить качество отливки, однако производительность процесса невелика,поскольку перед каждой заливкой требуется устанавливать новый фильтр. Кроме этого, при переплате литниковых остатков, содержащих фильтрующие элементы, требуются дополнительные технологические операции по удалению фильтров из расплава или продуктов их взаимодействия с жидким металлом Наиболее близкой к изобретению по технической сущности и достигаемому результату является установка для литья под низким давлением, содержащая герметичный тигель с расплавом, форму, металлопровод, фильтр, стационарно установленный в нижней части металлопровода, и систему подачи инертного газа в металлопровод для защиты от окисления расплава в метал лопроводе ,2j ,, Установка фильтра стационарно в нижней части мет.аллопровода увеличив ет производительность процесса, одн ко только частично очищает расплав о загрязнений. В процессе работы извес ной установки жидкий металл в металлопроводе взаимодействует с материалом металлопровода и загрязняется неметаллическими включениями. При за .ливке формы загрязненный в металлопр воде расплав, попадая в форму, приводит к браку отливок по неметаллическим включениям. Кроме того, применение в известной установке систем подачи инертного газа в металлопрово для предотвращения окисления зеркала расплава в металлопроводе усложняет конструкцию установки н удорожает Процесс. Цель изобретения - улучич:ние качества отливок. Поставленная цель достигается тем, что в установке для литья под низким давлением, содержащей герметичный тит гель с расплавом, форму, металлопровод и пористый фильтр, последний ус тановлен в металлопроводе с возможностью перемещения по его высоте. Свободная установка пористого фильтра, т.е. использование плавающего на зеркале расплава в металлопроводе фильтра, позволяет производить очистку всего расплава, заполняющего форму, и исключить попадание в отливку неметаллических включений, образующихся при взаимодействии жидкого металла и материала металлопровода. Кроме того, такая установка фильтра исключает контакт окислительной атмосферы с расплавом в металлопроводе. Это упрощает конструкцию установки и технологический процесс, поскольку отпадает необходимость применения для защиты расплава инертного газа. На чертеже изображена предлагаемая установка для литья под низким давлением. Установка состоит из герметичного тигля 1 с расплавом, формы 2, металлопровода 3 и фильтра 4, установленного на поверхности жидкого металла в металлопроводе, с зазором по отклонению к внутренней поверхности металлопровода, что позволяет перемещаться ему по высоте металлопровода. В процессе производства отливок в установке литья под низким давлением жидкий металл загрязняется окисными пленками, неметаллическими включениями, которые образуются при взаимодействии расплава с материалом металлопровода и тигля. При создании давления газа в герметизированном тигле 1 установки под низким давлением расплав поступает по металлопроводу 3 к форме 2. При подъеме уровня металла в металлопроводе фильтр 4 поднимается с расплавом вверх до литникового отверстия формы 2 и перекрывает его. Заполнение формы расплавом происходит через пористый фильтр, при этом весь расплав, поступающий в форму, очищается от окисных плен и неметаллических включений, что способствует повышению качества отливок. После затвердевания отливки избыточное давление газа в герметизированном тигле ус.-тановки уменьшают, а уроиень расплава в металлопроводе понижается до уронр1я
Э11304364
расплава в тигле, при этом фильтр Предлагаемое изовретение позволяет занимает свое первоначальное положе- повысить качество отливок и упростить ние. После извлечения отливки из фор- конструкцию установки. Уменьшение мы 2 технологический цикл производст- брака по неметаллическим включениям ва отливок првторяют,5 составляет 2%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки расплава в установках литья под низким давлением | 1978 |
|
SU697252A1 |
| Способ очистки металла в металлопроводе установки для литья под низким давлением | 1977 |
|
SU632476A1 |
| Установка для литья под газовымдАВлЕНиЕМ лЕгКО-ОКиСляющиХСяРАСплАВОВ | 1978 |
|
SU793713A1 |
| Установка для литья под избыточным давлением | 1979 |
|
SU791451A1 |
| Способ литья под низким давлением вфОРМы C гОРизОНТАльНыМ РАз'ЕМОМ | 1979 |
|
SU831314A1 |
| Способ литья под газовым давлением | 1978 |
|
SU789238A1 |
| СПОСОБ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ В МЕТАЛЛИЧЕСКУЮ ЛИТЕЙНУЮ ФОРМУ | 2024 |
|
RU2830088C1 |
| Устройство для получения отливок в электризованную форму | 1984 |
|
SU1186379A1 |
| Способ литья под низким давлением | 1981 |
|
SU1176508A1 |
| Установка для литья под электромагнитным давлением | 1990 |
|
SU1724429A1 |
УСТЛНОВКА|ДПЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЁНЖИ содержащая герме.тичный тигель с расплавом, форму, метаплопровод и пористый фильтр, о т личающаяся тем, что, с целью улучшения качества отливок, фильтр установленв металлопроводе с возможностью перемещения по его высо те. : j :А9 6V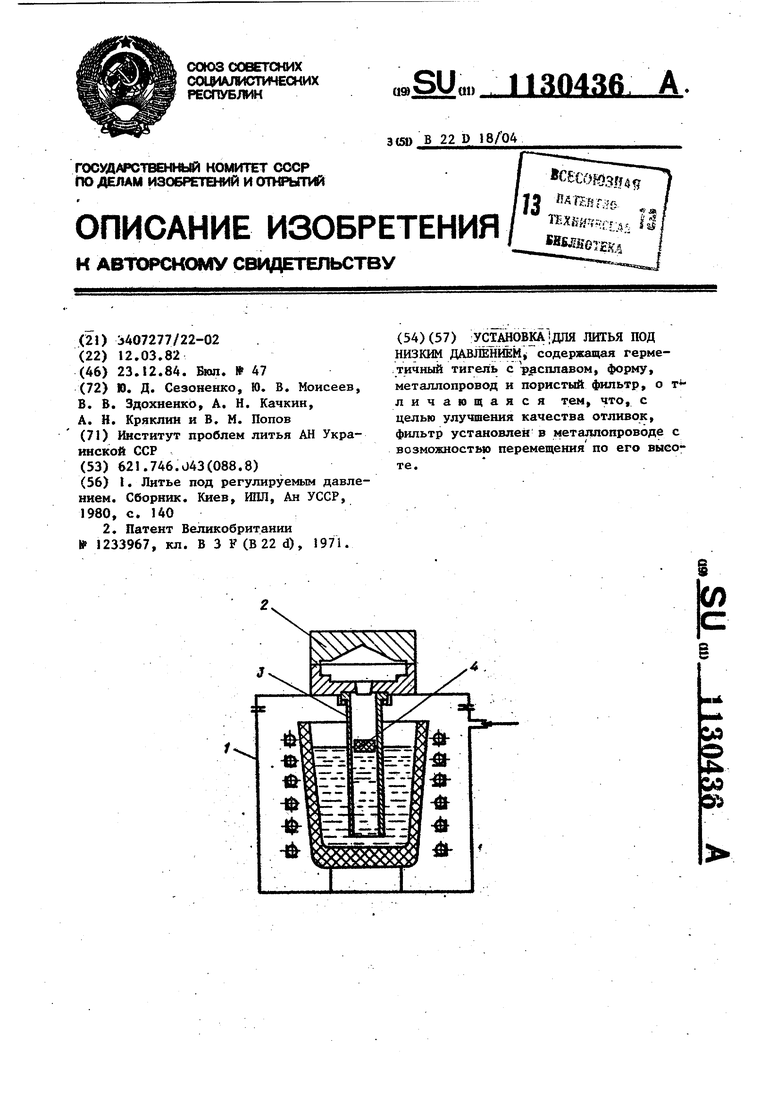
| I | |||
| Литье под регулируемым давлением | |||
| Сборник | |||
| Киев ИПЛ, АН УССР, 1980, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Устройство для очистки трубопроводов | 1984 |
|
SU1233967A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
