катода к обрабатываемой поверхности детали со скоростью, соответствующей скорости анодного растворения. При этом возможна обработка детали и без вращения катода 1.
В этом случае токосъемное кольцо 8 с втулкой 9 может отсутствовать. Перед обработкой на обрабатываемые поверхности детали 10 наносят нерастворимые анодные пленки посредством пропускания постоянного тока через водные растворы электролитов на основе фосфата натрия или жидкого стекла, предохраняющие эти поверхности от неуправляемого анодного растворения во время удаления припуска.
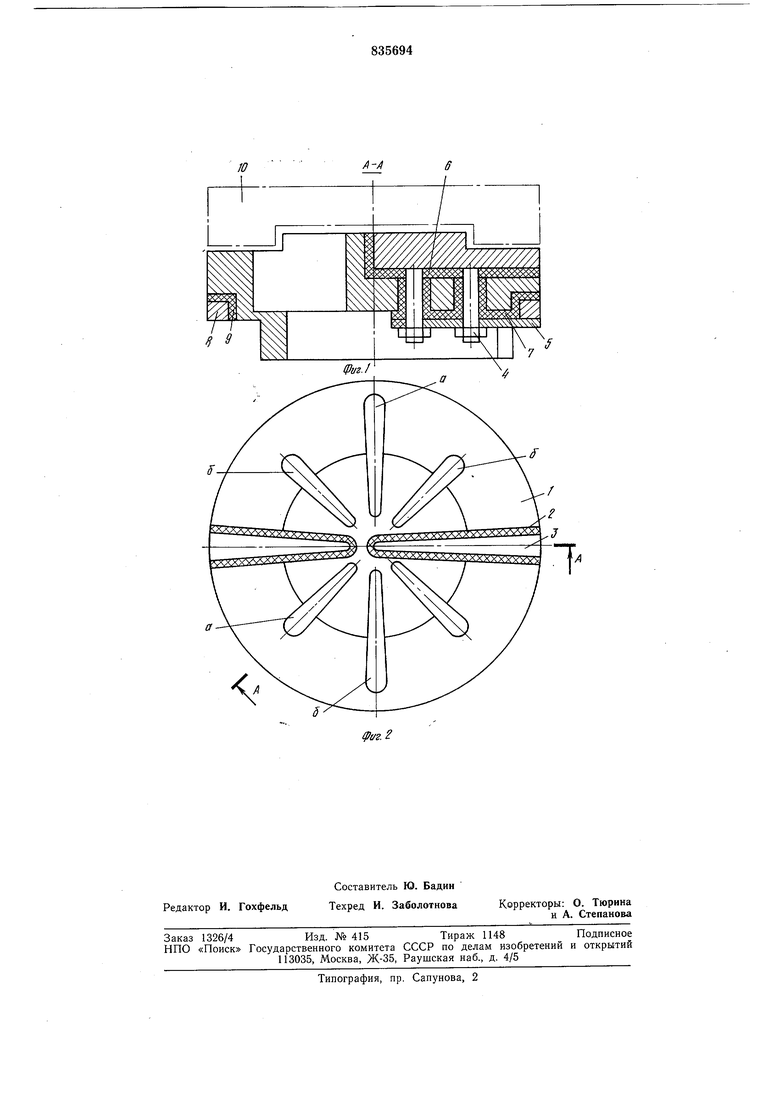
Последующую электрохимическую обработку осуществяют в две стадии. Сначала до выравнивания припусков обрабатывают те участки детали, с которых по мере уменьшения межэлектродных зазоров под воздействием импульсов тока обратной полярности, подводимого к обрабатываемой детали 1 и сегментам 3, удалены ранее нанесенные анодные пленки. Затем после выравнивания припусков обрабатывают всю поверхность без подвода импульсного тока обратной полярности. Формообразование детали осуществляется за счет пропускания постоянного тока в среду электролита, который не образует окисных пленок на обрабатываемой поверхности во время обработки. При этом электролит подается в межэлектродное пространство через подводящие щели «а и уходит из него через отводные щели «б, чередующиеся с подводящими.
Амплитудное значение напряжения импульсного тока обратной полярности и длительности импульсов выбирается в пределах, при которых удаление ранее нанесенных анодных пленок осуществляется при межэлектродных зазорах 0,1-0,15 мм с целью повыщения устойчивости процесса
обработки. При этом должно отсутствовать повреждение изолированных от катода сегментов 3.
Предлагаемый способ электрохимической обработки можно применять для производства валов прокатных станов, дисков турбин и компрессоров турбореактивных авиадвигателей, дисков турбин газотурбинных установок из труднообрабатываемых сплавов, а также тонкостенных и нежестких деталей с поверхностями вращения, применяемых в авиационной, химической и приборостроительной промышленностях.
Формула изобретения
Способ электрохимической обработки тел вращения многосекционным электродом-инструментом с предварительным нанесением на обрабатываемую поверхность анодных пленок, отличающийся тем, что, с целью повыщения точности формообразования, обработку детали осуществляют за счет анодного растворения участков поверхности детали, с которых импульсами тока обратной полярности удаляют анодные пленки, причем окончательное формоообразование всей обрабатываемой поверхности осуществляют только импульсами прямой полярности.
Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 42-20693, кл. 12 А 63, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ WC-Co СПЛАВОВ | 2011 |
|
RU2465993C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| Способ размерной электрохимической обработки | 1984 |
|
SU1273219A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2301134C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2010 |
|
RU2450897C2 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2401725C2 |