Изобретение относится к области машиностроения и может быть использовано для электрохимической обработки крупногабаритных деталей типа тел вращения, например бандажей железнодорожных колес.
Известен способ размерной электрохимической обработки, согласно которому процесс обработки ведут в проточном электролите с прокачкой электролита под давлением через межэлектродный зазор, причем в процессе обработки периодически кратковременно повышают давление подачи электролита в межэлектродный зазор, в результате чего из зоны обработки удаляются продукты обработки (растворения). Время обработки с интенсивной прокачкой электролита через межэлектродный зазор выбирают таким образом, чтобы обеспечить полную очистку рабочего зазора от шлама и в то же время исключить появление струйности. Верхний предел этого интервала ограничивается несколькими секундами, а нижний предел зависит от системы электрод-деталь, технологических параметров и режимов обработки (см. а.с. СССР №1271698, кл. В23Н 3/00, 1986 г.).
В результате анализа данного способа необходимо отметить, что он обеспечивает высокую производительность обработки и стабильное качество обработанных поверхностей при обработке с межэлектродными зазорами не ниже 0,2 мм и при равномерном припуске на обработку. При обработке деталей с межэлектродным зазором, составляющим сотые доли миллиметра, с неравномерным припуском, в момент увеличения давления электролита производят увеличение межэлектродного зазора. Величина, на которую увеличивают межэлектродный зазор зависит от неравномерности припуска на обработку. В процессе обработки основной съем металла производят во время минимального зазора. На время очистки межэлектродного зазора технологический ток отключают.
Периодическое изменение межэлектродного зазора усложняет технологический процесс, снижает качество обработки, так как выставленный в заданное положение после отвода электрод в действительности занимает несколько иное положение, нежели перед отводом, а, кроме того, периодическое отключение технологического тока снижает производительность обработки.
Известен способ размерной электрохимической обработки в среде электролита, согласно которому обработку осуществляют импульсным током с подачей в межэлектродный зазор электролита, причем между импульсами рабочего тока осуществляют подачу дополнительных импульсов тока для растворения пассивирующих пленок на обрабатываемых поверхностях и продуктов реакции удаления металла. Дополнительные импульсы подают наложением на электродный зазор высокочастотного переменного напряжения, величиной, меньшей потенциала анодного растворения детали, но достаточной для электрохимического растворения пассивирующих пленок и продуктов реакции (см. а.с. СССР №621520, кл. В23Н 3/02, 1978 г.).
В результате анализа данного способа необходимо отметить, что при его осуществлении межэлектродный зазор не меняется, что он позволяет обеспечить достаточно высокую точность обработки, однако он весьма сложен для реализации, а, кроме того, характеризуется весьма низкой производительностью, так как растворение образовавшегося в зоне обработке шлама и пассивирующих пленок посредством наложения на зону обработки дополнительных импульсов требует определенного времени, в течение которого обработка не ведется.
Известен способ размерной электрохимической обработки, согласно которому обработку ведут циклической подачей электродов, причем каждый полный цикл подачи электродов включает рабочий период, в который собственно и осуществляется процесс обработки, и вспомогательные разведения электродов на промывочный зазор, с последующим сведением электродов до контакта с обрабатываемой поверхностью и разведения их на рабочий зазор для осуществления обработки, причем период разведения электродов на промывочный зазор совмещают с одним из вспомогательных переходов рабочего периода (см. а.с. СССР №889364, кл. В23Н 3/06, 1981 г.).
В результате анализа данного способа обработки необходимо отметить, что регламентированные технологией обработки детали вспомогательные переходы весьма редко совпадают на практике с моментом очистки рабочей зоны. Как правило, цикл съема металла намного превышает время между периодами очистки межэлектродного зазора, то есть данный способ практически неприменим для обработки заготовок с длительным циклом съема металла.
Известен способ электрохимической обработки, согласно которому обработку заготовки осуществляют при подаче постоянного тока на заготовку и электрод-инструмент, причем при подключении источника постоянного тока заготовка является анодом, а электрод-инструмент - катодом. Обработка осуществляется при подаче в межэлектродный зазор электролита, в качестве которого используют реологическую жидкость, причем в процессе обработки регулируют вязкость реологической жидкости длительностью импульсов тока, а длительность пауз между периодами подачи тока устанавливают в зависимости от времени, необходимого для удаления продуктов обработки из межэлектродного зазора (см. патент РФ, №2216437, кл. В23Н 3\08, 2003 г.), - наиболее близкий аналог.
В результате анализа известного способа необходимо отметить, что в процессе его осуществления, после включения рабочего тока, рабочая среда (электролит) увеличивает вязкость (до 700 раз) и останавливается, а процесс анодного растворения металла заготовки (процесс обработки) ведется до насыщения межэлектродного зазора продуктами обработки, после чего значение тока уменьшают, в результате чего вязкость электролита уменьшается до исходного значения и начинается ее перемещение и вынос из зазора продуктов обработки, после чего значение тока доводят до рабочего и осуществляют данные действия до полной обработки заготовки.
Анализируя известный способ, необходимо отметить, что он, как и заявленный, основан на использовании постоянного тока, подаваемого от источника на заготовку и электрод-инструмент, причем в качестве анода используют заготовку, а в качестве катода - электрод-инструмент.
Однако также необходимо отметить, что процесс электрохимической обработки, реализуемый данным способом, так же, как и приведенные выше, не является непрерывным. Обработка заготовки ведется только при рабочем значении постоянного тока.
При прекращении подачи рабочего тока, которое необходимо для уменьшения вязкости реологической жидкости для удаления ее вместе с продуктами обработки из зоны обработки, процесс обработки прерывается на время, необходимое для очистки межэлектродного зазора, что значительно снижает производительность обработки. Кроме того, частое прерывание процесса обработки не способствует получению обработанной поверхности высокого качества, а учитывая, что изменение тока от нулевого значения до рабочего требует определенного времени, то в процессе осуществления способа часть цикла обработки осуществляется на неоптимальных значениях постоянного тока.
Задачей настоящего изобретения является разработка способа электрохимической обработки, обеспечивающего повышение производительности обработки за счет удаления продуктов обработки из межэлектродного зазора и удаления оксидной пленки с обрабатываемой поверхности без прерывания процесса обработки и без изменения режимов обработки.
Поставленная задача обеспечивается тем, что в способе электрохимической обработки, согласно которому обработку поверхности заготовки ведут постоянным током с подачей в межэлектродный зазор электролита и с использованием в качестве анода заготовки, а в качестве катода - электрода-инструмента, новым является то, что электрод-инструмент выполнен в виде кулачков, на нерабочей поверхности каждого из которых имеется токонепроводящий элемент, выступающий за рабочую поверхность кулачка на величину минимального межэлектродного зазора и имеющий в процессе обработки возможность контакта с обрабатываемой поверхностью заготовки для удаления оксидных пленок, при этом межэлектродный зазор между рабочей поверхностью каждого из кулачков и обрабатываемой поверхностью установлен переменным и имеет минимальное значение у токонепроводящих вставок, а максимальное - на периферии рабочей поверхности каждого кулачка, а рабочие поверхности кулачков имеют криволинейную форму, соответствующую закону кривизны спирали Архимеда, причем кулачки установлены друг относительно друга с шагом рабочих поверхностей, равным величине максимального межэлектродного зазора.
При проведении патентных исследований не выявлены решения, идентичные заявленному, а следовательно, заявленное изобретение соответствует условию патентоспособности «новизна».
Сущность заявленного изобретения не следует явным образом из уровня техники, а следовательно, заявленное изобретение соответствует условию патентоспособности «изобретательский уровень».
Сведений, изложенных в материалах заявки, достаточно для практического осуществления изобретения.
Сущность изобретения поясняется графическими материалами, на которых представлена схема электрохимической обработки заготовки по заявленному способу.
Способ электрохимической обработки осуществляют следующим образом.
Подлежащую обработке заготовку 1, имеющую форму тела вращения, у которой необходимо обработать наружную поверхность, устанавливают на базовых элементах станка с возможностью вращения относительно своей оси.
Обрабатывающий инструмент (электрод-инструмент) выполнен в виде кулачков 2. Кулачки 2 могут быть расположены по окружности относительно обрабатываемой поверхности детали (если кулачков, например 3, то их наиболее целесообразно расположить вокруг заготовки под углом 120° друг относительно друга). Кулачки 2 могут быть установлены и другим образом, например, с одной стороны заготовки. Наиболее целесообразно кулачки 2 устанавливать на общей инструментальной головке (не показана) и каждый кулачок снабжать собственным приводом его подачи. Привод подачи кулачка (кулачков) может быть связан с системой управления станка.
Конструкции таких инструментальных головок известны и не составляют предмета патентной охраны в настоящем изобретении и поэтому в материалах заявки не раскрыты.
Рабочие поверхности кулачков (поверхности «А») спрофилированы по форме обрабатываемой поверхности заготовки и выполнены криволинейными, например, по закону спирали Архимеда. На нерабочей (торцевой) части кулачков 2 установлены токонепроводящие вставки 3, выступающие относительно рабочих поверхностей кулачков 2 на величину минимального рабочего межэлектродного зазора.
Количество кулачков электрода-инструмента может быть различным и зависит от заданной производительности обработки, размеров заготовки и обрабатываемого материала, но в любом случае количество кулачков не может быть менее двух, а наиболее предпочтительно - трех, то есть разработанный способ электрохимической обработки с полным основанием может быть отнесен к категории способов многоинструментальной электрохимической обработки.
Для осуществления процесса обработки заготовку приводят во вращение со скоростью (W), а кулачкам сообщают движение подачи со скоростью (V).
Направление подачи кулачков 2 электрода-инструмента осуществляется к оси (О) вращения заготовки 1 перпендикулярно ей. Скорости вращения заготовки и рабочей подачи кулачков электрода-инструмента (соответственно, W и V) строго согласованы. Обработка поверхностей заготовки ведется в среде электролита, который подают в межэлектродный зазор, образованный рабочей поверхностью кулачка и обрабатываемой поверхностью заготовки. Электролит подается в зону обработки каждого кулачка электрода-инструмента.
Наиболее целесообразно производительность обработки регулировать изменением скорости (W) вращения заготовки.
Обработка заготовки ведется при подаче от источника питания постоянного электрического тока (источник питания является стандартным и нет необходимости в описании его выполнения).
В предложенном способе обработки источник тока подключен к заготовке и электроду-инструменту таким образом, что заготовка является анодом, а электрод-инструмент - катодом. Межэлектродный зазор имеет переменную величину, минимальную у токонепроводящего элемента (0,03-0,05 мм) и максимальную (0,08-0,1 мм) по периферии рабочей поверхности электрода-инструмента.
В качестве электролита могут быть использованы широко известные электролиты на основе водных растворов нейтральных солей, например, NaCl или NaNO3.
Значение рабочего тока обычно составляет 40-60 А/см2, а скорость вращения заготовки не превышает 5 об/мин. Подача кулачков обычно осуществляется со скоростью 0,5-2,5 мм/мин.
Технологические режимы, не описанные в настоящей заявке, являются известными для специалистов в данной области техники. Способ может быть реализован на известном оборудовании.
Сущность заявленного способа будет более понятна из приведенного ниже примера обработки поверхности качения и реборды железнодорожного колеса.
Подлежащее обработке железнодорожное колесо устанавливают в базовых элементах (направляющих центрах) станка.
Вращение установленной на станке заготовки и регулирование скорости (W) ее вращения осуществляют от системы ЧПУ станка.
В качестве электрода-инструмента была использована инструментальная головка, охватывающая заготовку и имеющая три кулачка 2, установленных равномерно по окружности, охватывающей заготовку. Источник питания подключают к заготовке 1 и кулачкам 2 электрода-инструмента таким образом, что заготовка является анодом, а кулачки - катодом. Процесс подключения источника питания является известным и не вызывает трудностей у специалистов.
В качестве электролита использован электролит на основе NaCl.
Для осуществления процесса обработки приводят во вращение заготовку 1 со скоростью 3 об/мин, включают подачу электролита в зону обработки (в зазор между рабочей поверхностью каждого кулачка и обрабатываемой поверхностью - межэлектродный зазор), включают источник питания и сообщают кулачкам движение подачи по направлению к оси вращения заготовки. Значение рабочего тока при обработке составляет 55 А/см2. Подача кулачков электрода-инструмента осуществляется со скоростью 2 мм/мин.
В процессе обработки токонепроводящие вставки 3 постоянно контактируют с обрабатываемой поверхностью заготовки 1 и удаляют с нее оксидную пленку, образовавшуюся в результате химической реакции растворения металла заготовки. Кроме того, и это весьма существенно, контактируя с обрабатываемой поверхностью, вставки обеспечивают гарантированный минимальный межэлектродный зазор в процессе обработки, при этом, учитывая, что в процессе химической реакции при обработке заготовки происходит анодное растворение (анодом является заготовка), то электрод-инструмент не изнашивается и может быть использован многократно.
Выполнение рабочих поверхностей кулачков криволинейными, например, по закону спирали Архимеда позволяет создать в зоне электрохимической обработки между рабочей поверхностью каждого кулачка и обрабатываемой поверхностью переменный зазор, минимальное значение которого у вставки 3, а максимальное - на периферии рабочей поверхности кулачков. Так как межэлектродный зазор является переменным, то плотность тока в зоне обработки по рабочей поверхности каждого кулачка также разная, причем она максимальна в области вставок и постепенно уменьшается и достигает минимума к периферии рабочей поверхности кулачка. Это позволяет, во-первых, обеспечить дифференцируемую производительность при растворении металла в области обработки, а во-вторых, повысить эффективность удаления из зоны обработки шлака за счет эффекта сопла, который проявляется между поверхностью заготовки и рабочей поверхностью кулачка.
Расположение рабочих поверхностей электродов-инструментов с шагом, равным величине максимального межэлектродного зазора, обеспечивает равномерный съем металла по поверхности заготовки, несмотря на прерывистость рабочей поверхности электрода-инструмента.
Обработка заготовки по заявленному способу длилась 5 мин без перерывов для удаления продуктов обработки из межэлектродного зазора и очистки от оксидной пленки поверхности обработки. Толщина удаленного слоя металла при этом составила 3 мм при хорошем качестве обработанной поверхности, что по сравнению с аналогами увеличивает производительность обработки в 2 раза.
Минимальный межэлектродный зазор (h) составлял 0,04 мм.
Максимальный межэлектродный зазор (H) составлял 0,1 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2456138C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ WC-Co СПЛАВОВ | 2011 |
|
RU2465993C2 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
Изобретение относится к области машиностроения и может быть использовано для электрохимической обработки крупногабаритных заготовок типа тел вращения, например бандажей железнодорожных колес. Способ включает обработку поверхности заготовки при постоянном токе с подачей в межэлектродный зазор электролита и с использованием в качестве анода заготовки, а в качестве катода - электрода-инструмента, при этом используют электрод-инструмент в виде кулачков, на нерабочей поверхности каждого из которых имеется токонепроводящий элемент в виде вставки, выступающей за рабочую поверхность кулачка на величину минимального межэлектродного зазора и имеющей в процессе обработки возможность контакта с обрабатываемой поверхностью заготовки для удаления оксидных пленок, при этом межэлектродный зазор между рабочей поверхностью каждого из кулачков и обрабатываемой поверхностью устанавливают переменным и имеющим минимальное значение у токонепроводящих вставок, а максимальное - на периферии рабочей поверхности каждого кулачка. Технический результат: обеспечение повышения производительности обработки за счет удаления продуктов обработки из межэлектродного зазора и удаления оксидной пленки с обрабатываемой поверхности без прерывания процесса обработки и без изменения режимов обработки. 1 з.п. ф-лы, 1 ил.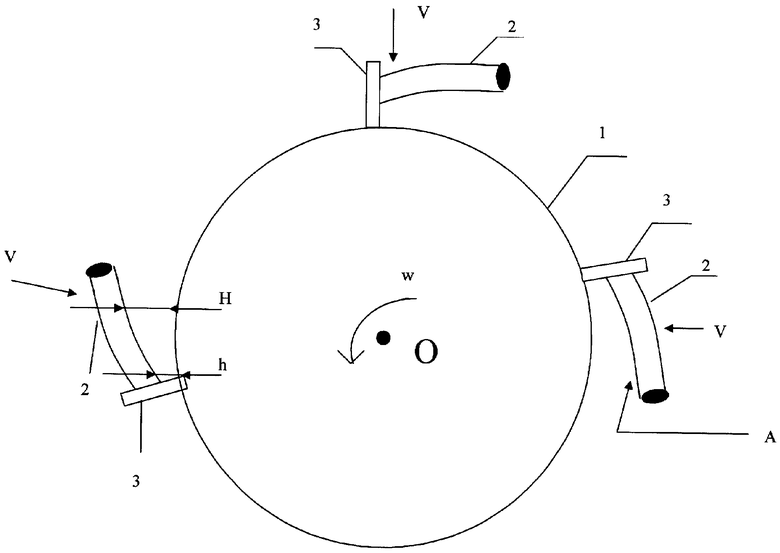
| Способ электрохимической обработки | 1988 |
|
SU1549683A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 0 |
|
SU241875A1 |
| JP 56095535 A, 03.08.1981. | |||

