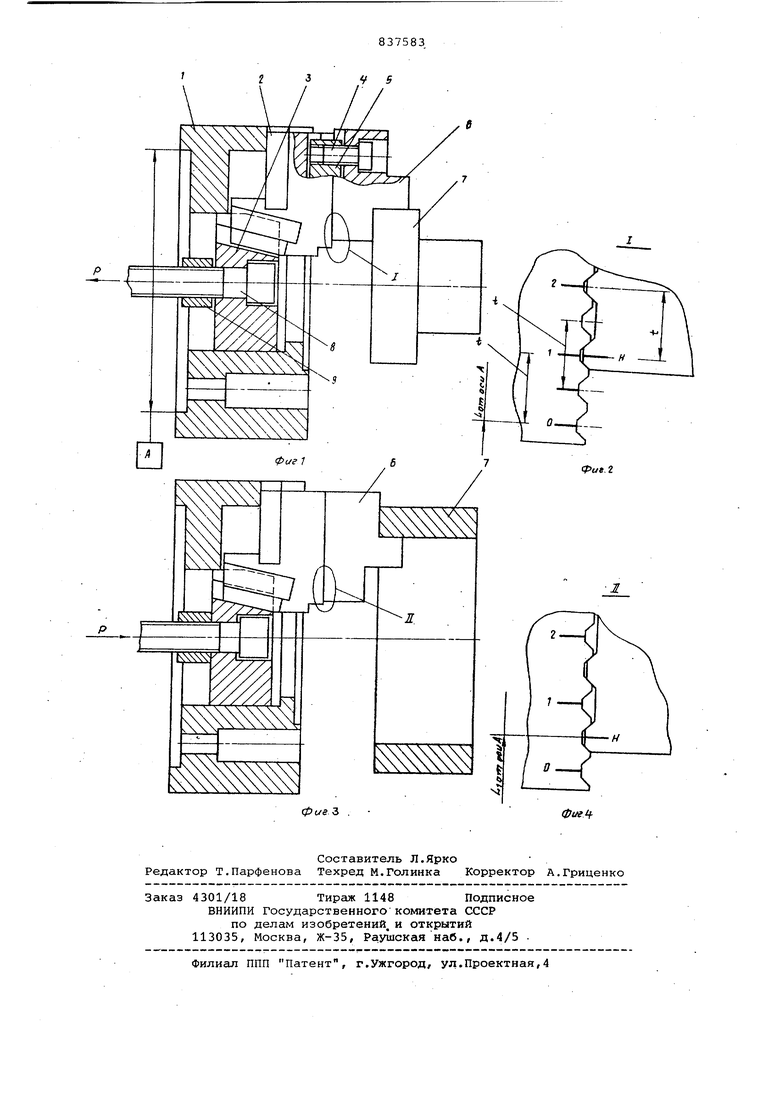
Изобретение относится к станкостроению и может быть использовано для крепления деталей при токарной обработке. Известен токарный самоцентрирующий патрон, содержащий корпус, основ ные кулачки с рифлениями в виде мелкозубой рейки и сменные переставные кулачки, снабжен 1ые такими же мелкозубыми рейками, обеспечивающими точную перестановку сменных кулачков по основным 1. Недостатком известных патронов яв ляется снижение точности закрепления . при переналадке .патрона на работу на Зс1жим или на разжим. Цель изобретения - повышение точ ности, закрепления путем исключения влияния зазоров при переналадке патрона на работу на зажим или на разжим. С этой целйю рифления на основны .кулачках выполнены в виде двух мелк зубых реек одинакового шага, совмещенных на одной детали, смещенных о на относительно другой на половину шага и обработанных непосредственно наVпатроне в сборе, одна при работе патрона на зажим, а другая на разжим. На фиг.1 изображен патрон, продольный разрез в положении на зажим детали; на фиг.2 - узел 1 на фиг.1 (сопряжение основного и переставного кулачка в положении на зажим детали); на фиг.З - патрон, продольный разрез в положении на разжим детали-, на фиг.4 - узел 11 на фиг.З (сопряжение основного и переставного кулачка ,в положении на разжим детали). Патрон содержит корпус 1, в трех радиально расположенных пазах которого размещены основные кулачки 2. По оси корпуса расположен шток 3, который соединен с помощью клинового соединения с основными кулачками 2. К основным кулачкам с помощью винтов установленных в закладные шпонки (сухари) 5, находящиеся в Т-образных пазах основных кулачков, присоединены переставные кулачки 6. Сопрягаются основные кулачки с переставными рифленными поверхностями. Ва основных кулачках рифления выполнены в виде 2-х мелкозубых реек одинакового шага, совмещенных на одной детали и смещенных одна относительно другой , на половину шага. Одна рейка выполнена в положении (см.фиг.1), когда
между всеми деталями патрона выбраны зазоры в одном направлении, например при работе на зажим обрабатываемой детали 7. Другая - когда зазоры выбраны в противоположном направлении (см. фиг.З), .т.е. когда патрон работает на разжим как уже указывалось обе рейки выполнены с точным шагом t , одинаковым в обоих случаях (см. фиг.2) и точным профилем впадин, а также со строго одинаковым расстоянием L и L, одноименных впадин каждо рейки от оси А посадочной поверхности патрона. Для отличия реек впадины одной из них, например выполняемой на зажим обрабатываемой детали, отмечены метками (см.фиг.2) и пронумерованы .
На переставных закаленных (твердых) кулачках выполнены рифления в виде одной мелкозубой рейки с точным шагом t расположения выступов равным шагу расположения одной рейки основных кулачков, и рабочие поверхности, точно расположенные относительно этих выступов. Первый, начальный Бы.ступ рейки маркирован буквой Н
При наладке на зажим обрабатываемой детали переставные кулачки устанавливаются на соответствующую рейку: в описываемом случае на впадины с метками (см,фиг.2). При наладке на разжим переставные кулачки устанавливаются на другую рейку: в описываемом случае на впадины без меток (см.фиг,4).
Перемещение штока 3 в осевом направлении патрона вызывает перемещение основных 2, а значит и переставных 6, кулачков в радиальном направлении его, тем самым осуществляя зажим или разжим обрабатываемой дет али.
Передача движения, а значит и рабочего усилия Р закрепления обрабатываемой детали на шток 3 в нужном направлении от механизированного привода (пневмо- или гидроцилиндра) осуществляется через тягу В с упорной гайкой 9.
Таким образом, наличие на основных кулачках точных рифлений в виде 2-х обособленных реек позволяет получить точное расположение рабочих поверхностей всех 3-х переставных кулачков относительно оси вращения патрона при установке их на одноимённые впадины рифлений основных кулачков без дополнительной подгонки при любом характере закрепления, детали.
Формула изобретения
Токарный самоцентрирующий патрон, содержащий корпус, основные кулачки с рифлениями в виде мелкозубой рейки и сменные переставные кулачки, снабженные такими же мелкозубыми рейками обеспечивающими точную перестановку сменных кулачков по основным, отличающийся тем, что, с целью повышения точности установки детали путем исключения влияния зазоров при переналадке патрона на работу на зажим или разжим, рифления на основных кулачках выполнены в виде двух мелкозубь х реек одинакового шага, совмещенных на одной детали, смещенных одна относительно другой н половину шага и обработанных непосредственно на патроне в сборе, одна при работе патрона на зажим, а другая на разжим.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 507986, кл. В 23 В 31/16, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный самоцентрирующий клиновой патрон | 1983 |
|
SU1106594A1 |
| Трехкулачковый самоцентрирующий патрон | 1983 |
|
SU1146137A1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| ЧЕТЫРЕХКУЛАЧКОВЫЙ САМОЦЕНТРИРУЮЩИЙ ПАТРОН | 2003 |
|
RU2233733C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| Самоцентрирующий токарный патрон | 1991 |
|
SU1814995A1 |
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
| Самоцентрирующийся патрон | 1985 |
|
SU1273216A1 |
| Зажимное устройство | 2017 |
|
RU2646298C1 |
| Механизированный привод самоцентрирующего кулачкового патрона | 1984 |
|
SU1166907A1 |