1
Изобретение относится к обработке металлов давлением, именно к конструкциям кромкообрезных ножниц.
По основному авт. св. № 428872 известны кроглкообрезные ножницы, содержащие две пары режущих дисков со смонтированными между ними основными профильными опорными валками, один из которых выполнен выпуклым, а другой - вогнутым IIj.
Недостатком данных кромкообрезных ножниц является возможность заклинивания полосы при порезке между дисковыми ножами, что вызывает их быстрый износ, а также является причиной возникновения деформации растяжения кромок. Этот недостаток связан с упругим распружиниванием полосы в процессе порезки дисковыми ножами.
Цель изобретения - повышение надежности работы ножниц.
С ЭТОЙ целью .кромкообрезные ножницы, содержащие две пары режущих дисков со смонтированным между ними основными профильными опорными валками, один из которых выполнен выпуклым, а другой - вогнутым, снабжены дополнительными профильными опорными валками, установленными перед основными профильными опорными валками, при этом радиус профиля дополнительных опорных валков меньше радиуса профиля основных опорных валков . .
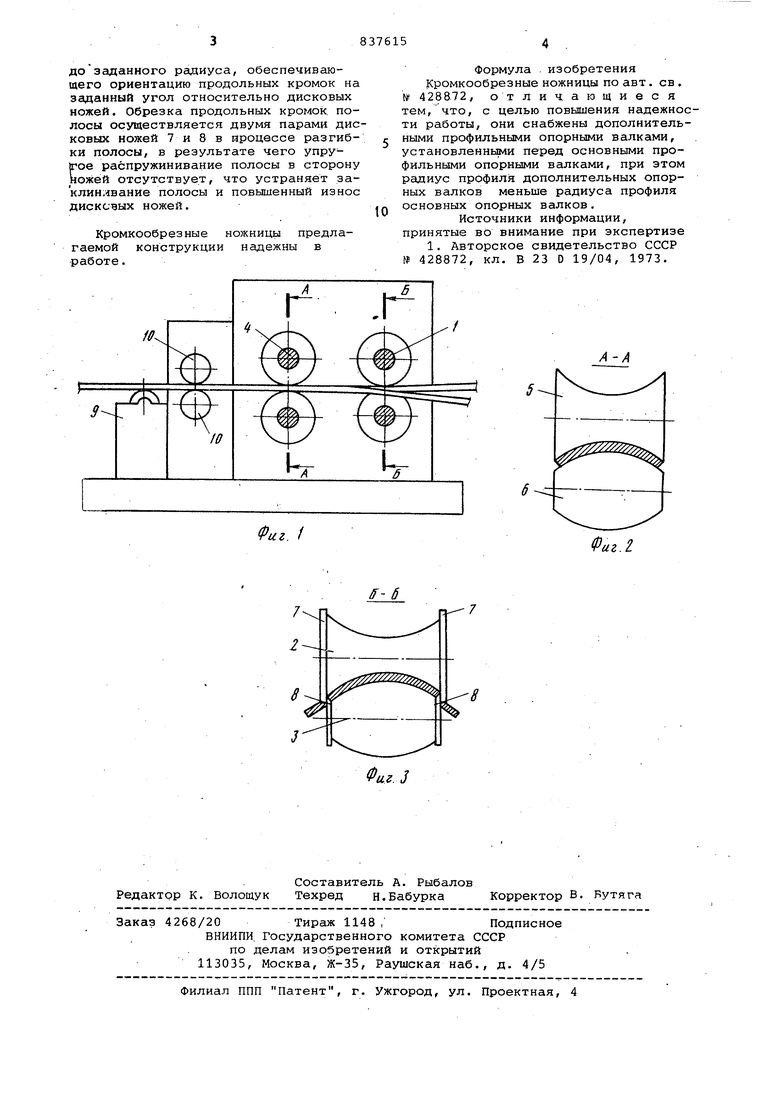
На фиг. 1 изображена конструкция кромкообрезных ножниц, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Кромкообрезные ножниць содержат
0 горизонтальные приводные валы 1, на верхнем из которых закреплен основной профильный валок 2 с вогнутым профилем, а на нижнем - профильный валок 3 с выпуклым профилем, горизон5тальные приводные валы 4, на верхнем из которых закреплен дополнительный опорный валок 5 с вогнутым профилем,, а на нижнем валу дополнительный опорный валок 6 с выпуклым профилем. На
0 валок 1 установлены пары дисковых ножей 7 и 8.
Полоса подается на приемный стол 9 и при помощи задающих валков 10 поступает в профильные валки 5 и 6, где
5 изгибается в поперечном направлении по радиусу, меньше заданного при порезке. Затем полоса поступает к дисковым ножам 7 и 8 и установленным между ними опорным профильным валкам
D 2 и 3, в которых полоса разгибается
до заданного радиуса, обеспечивающего ориентацию продольных кромок на заданный угол относительно дисковых ножей. Обрезка продольных кромок полосы осуществляется двумя парами дисковых ножей 7 и 8 в ироцессе разгибки полосы, в результате чего упругое распружинивание полосы в сторону ножей отсутствует, что устраняет заклинлвание полосы и повышенный износ дисксдых ножей.
Кромкообрезные ножницы предлагаемой конструкции надежны в работе.
Формула изобретения Кромкообрезные ножницы по авт. ев . №428872, отличающиеся тем, что, с целью повышения надежноти работы, они снабжены дополнительными профильными опорными валками, установленнь1ми перед основными профильными опорными валками, при этом радиус профиля дополнительных опорных валков меньше радиуса профиля основных опорных валков.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 428872, кл. В 23 D 19/04, 1973.
Фиг. f
А-А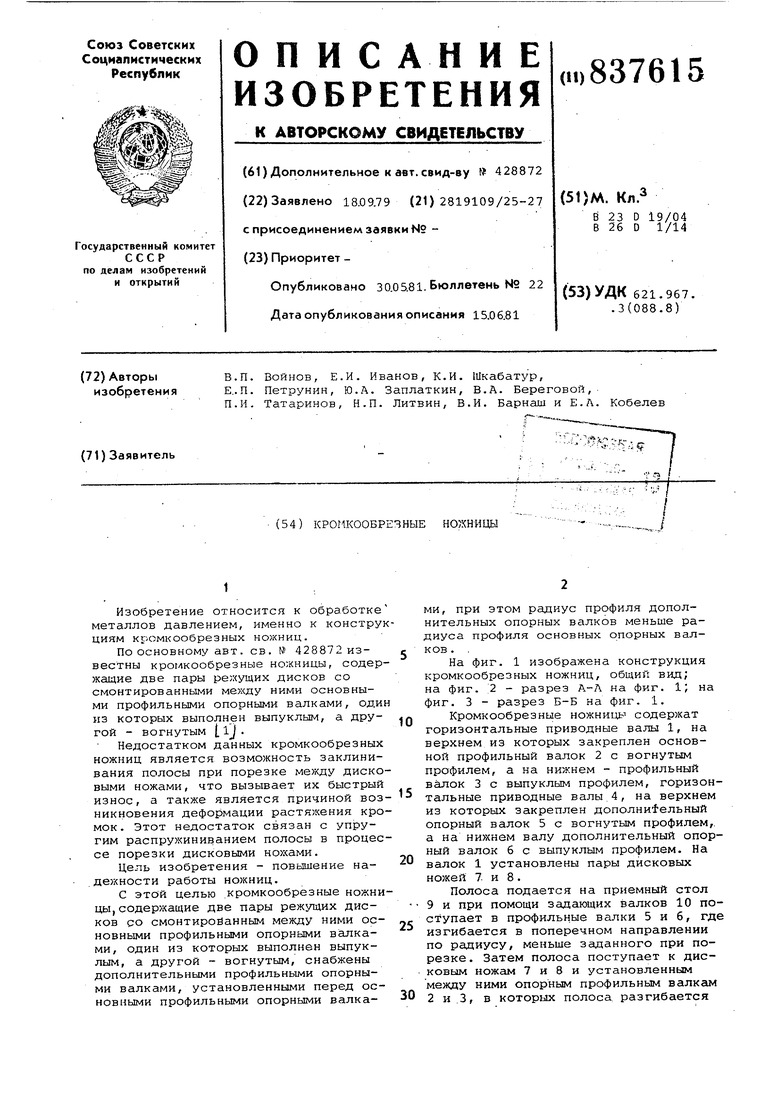
| название | год | авторы | номер документа |
|---|---|---|---|
| КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 1973 |
|
SU428872A1 |
| Дисковые кромкообрезные ножницы | 1988 |
|
SU1669643A1 |
| ДИСКОВЫЕ КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 1999 |
|
RU2223163C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ИНСТРУМЕНТА ДЛЯ РЕЗКИ ПОЛОСОВОЙ СТАЛИ | 2007 |
|
RU2365670C2 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Дисковые ножницы для продольного роспуска стальных полос | 1991 |
|
SU1793998A3 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Дисковые ножницы | 1977 |
|
SU623671A1 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
Фаг.З
