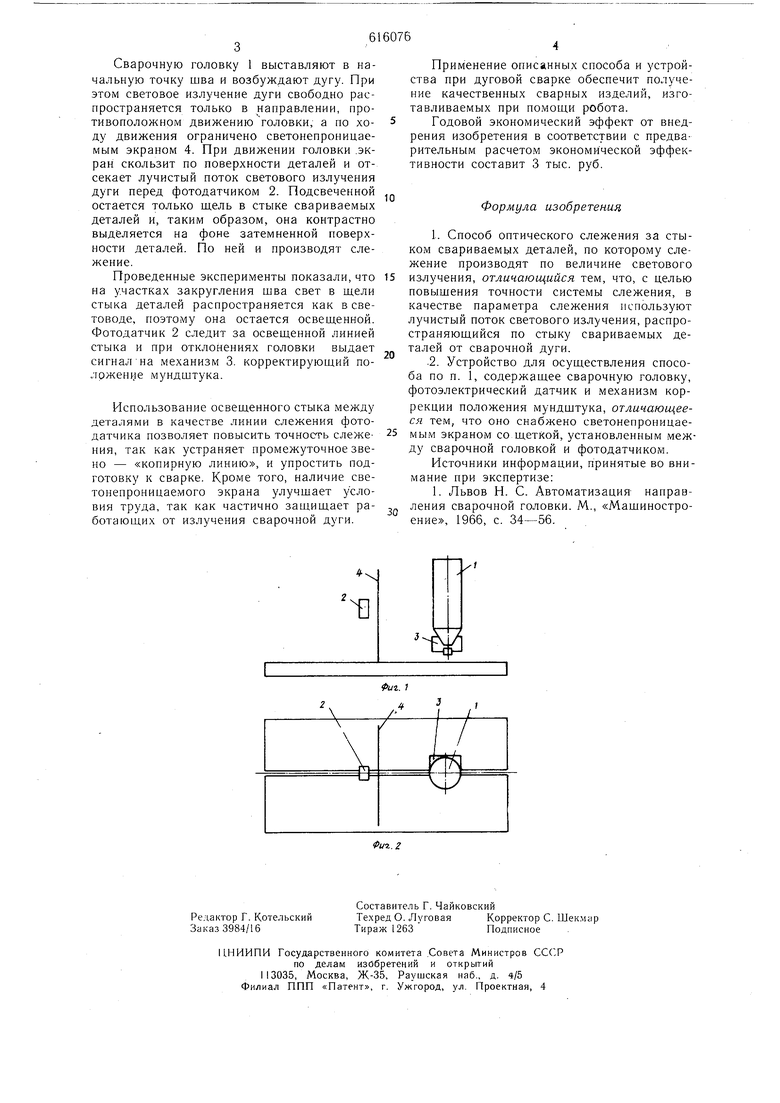
Сварочную головку 1 выставляют в начальную точку шва и возбуждают дугу. При этом световое излучение дуги свободно распространяется только в направлении, противоположном движению головки, а по ходу движения ограничено светонепроницаемым экраном 4. При движении головки .экран скользит по поверхности деталей и отсекает лучистый поток светового излучения дуги перед фотодатчиком 2. Подсвеченной остается только щель в стыке свариваемых деталей и, таким образом, она контрастно выделяется на фоне затемненной поверхности деталей. По ней и производят слежение. Проведенные эксперименты показали, что на участках закругления щва свет в щели стыка деталей распространяется как в световоде, поэтому она остается освещенной. Фотодатчик 2 следит за освещенной линией стыка и при отклонениях головки выдает сигнал на механизм 3. корректирующий положение мундштука. Использование освещенного стыка между деталями в качестве линии слежения фотодатчика позволяет повысить точность слежения, так как устраняет промежуточное звено - «копирную линию, и упростить подготовку к сварке. Кроме того, наличие светонепроницаемого экрана улучшает условия труда, так как частично защищает работающих от излучения сварочной дуги. Применение описанных способа и устройства при дуговой сварке обеспечит получение качественных сварных изделий, изготавливаемых при помощи робота. Годовой экономический эффект от внедрения изобретения в соответствии с предварительным расчетом экономической эффективности составит 3 тыс. руб. Формула изобретения I. Способ оптического слежения за стыком свариваемых деталей, по которому слежение производят по величине светового излучения, отличающийся тем, что, с целью повышения точности системы слежения, в качестве параметра слежения используют лучистый поток светового излучения, распространяющийся по стыку свариваемых деталей от сварочной дуги. .2. Устройство для осуществления способа по п. 1, содержащее сварочную головку, фотоэлектрический датчик и механизм коррекции положения мундштука, отличающееся тем, что оно снабжено светонепроницаемым экраном со щеткой, установленным между сварочной головкой и фотодатчиком. Источники информации,принятые во внимание при экспертизе: 1. Львов Н. С. Автоматизация направления сварочной головки. М., «Мащиностроение, 1966, с. 34-56.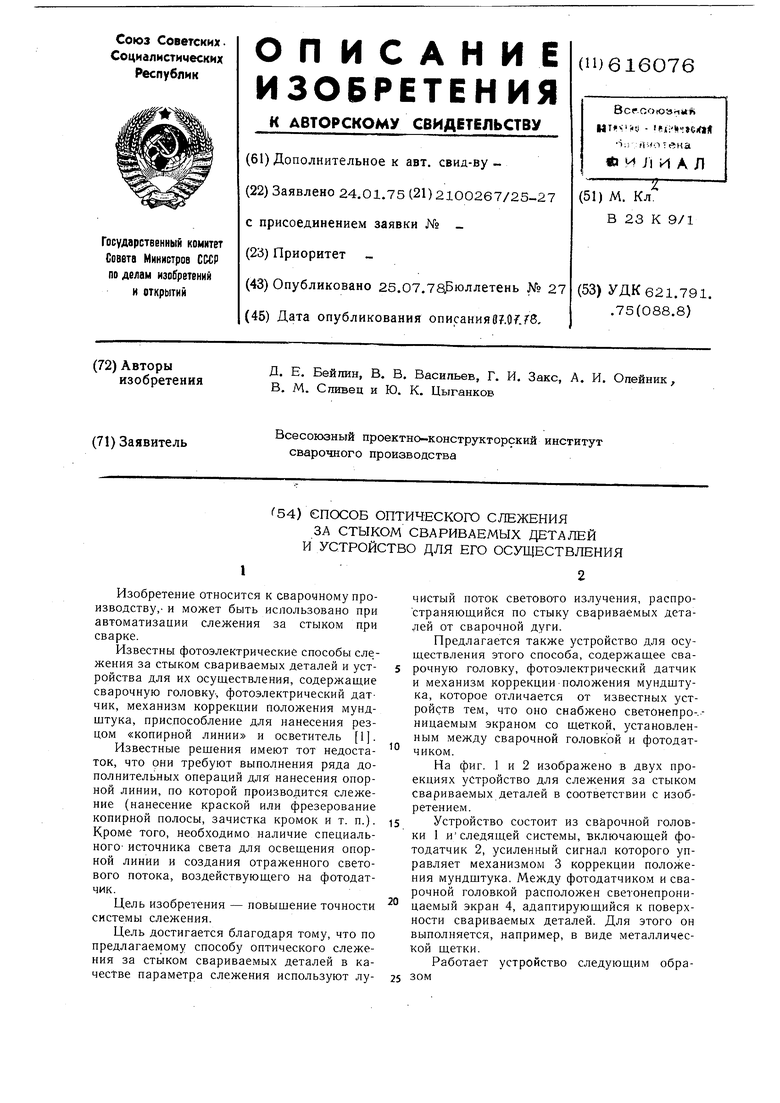
| название | год | авторы | номер документа |
|---|---|---|---|
| Фотоэлектрический датчик | 1979 |
|
SU837659A1 |
| ВИДЕОСЕНСОРНОЕ УСТРОЙСТВО | 2004 |
|
RU2274527C1 |
| Способ слежения за стыком в процессе сварки | 1985 |
|
SU1720823A1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| Способ стабилизации расстояния горелки от поверхности изделия | 1976 |
|
SU662291A1 |
| СПОСОБ СЛЕЖЕНИЯ ЗА КАЧЕСТВОМ СВАРКИ ПЛАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2113327C1 |
| Устройство для слежения по стыку | 1986 |
|
SU1391825A1 |
| Устройство для слежения за стыком свариваемых изделий | 1983 |
|
SU1106613A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| СПОСОБ ФРИКЦИОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2504463C2 |
