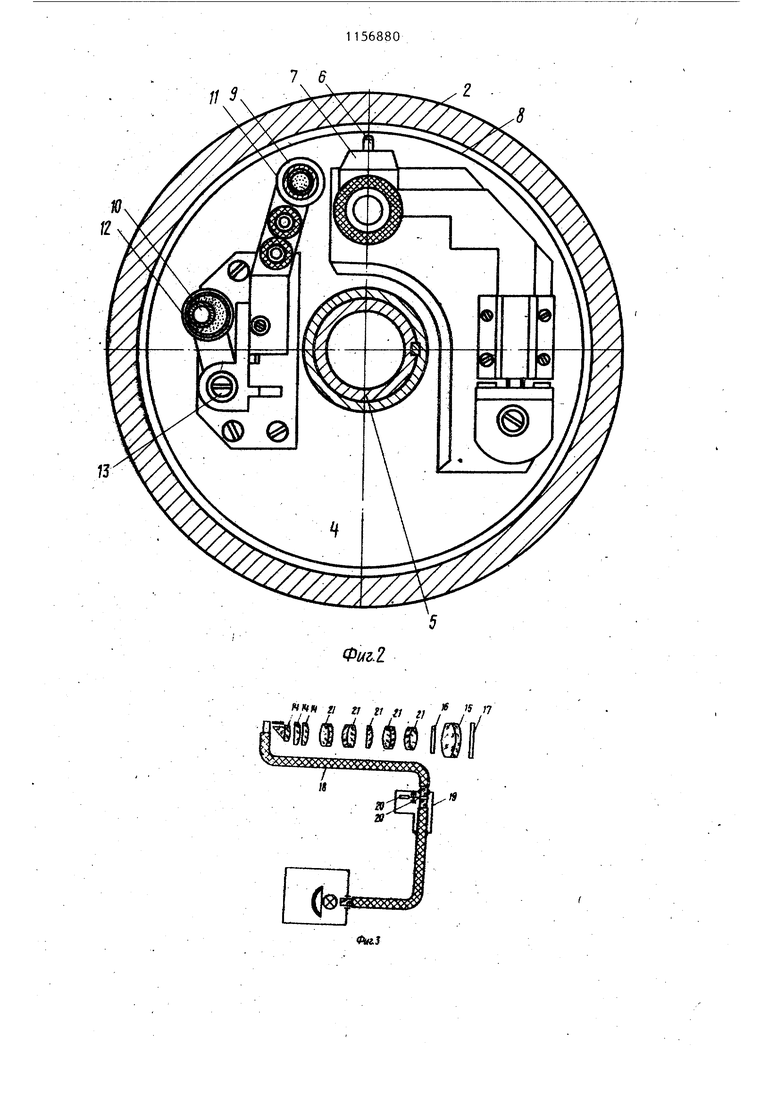
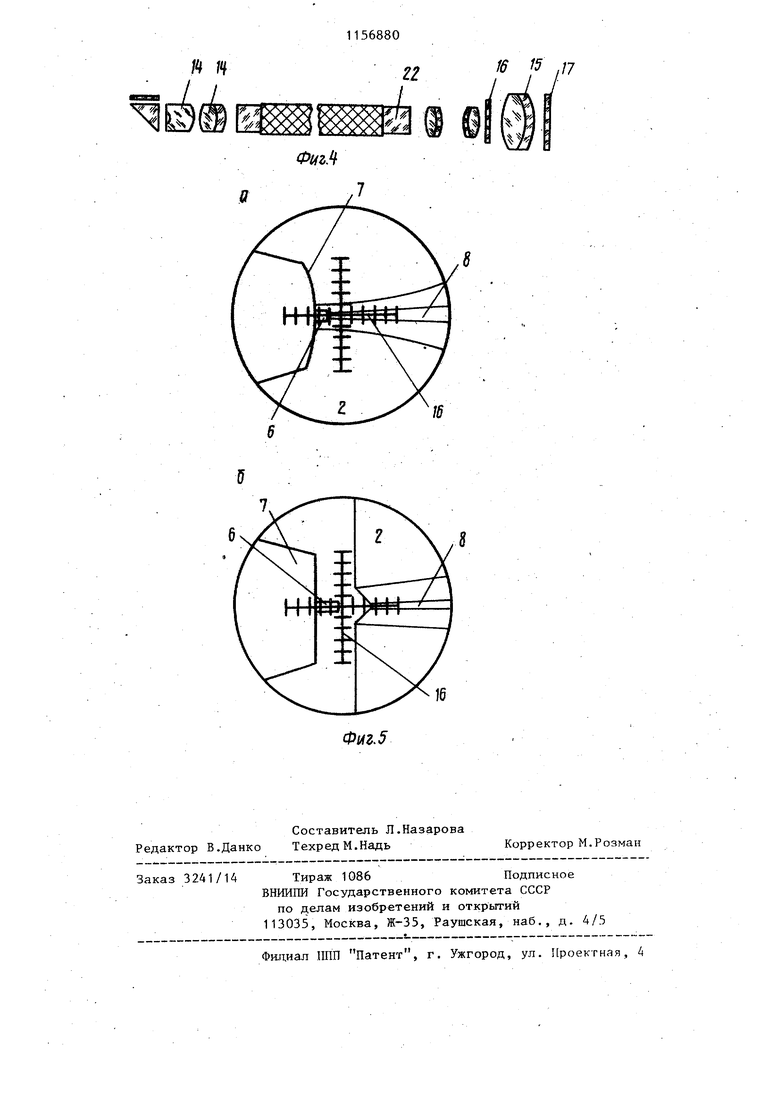
t Изобретение относится к области производства -сварных конструкций, боле& конкретно к автоматам для свар ки кольцевых стыков, и может быть использовано для настройки сварочно го оборудования на стык визуального контроля процесса свар.ки и контроля качества сварного шва в труднодоступных местах. Цель .изобретения - повышение точ ности установки положения сварочног электрода относительно стыка свариваемых деталей с одновременным обес печением контроля процесса сварки, а также обеспечение контроля поверх ностных дефектов сварного шва. На фиг. 1 представлен автомат для сварки и контроля, вид сбоку; с на фиг. 2 - то же, вид со стороны ротора; на фиг, 3 - оптическая схем дополнительного информационного канала; на фиг. 4 - оптическая схема гибкого оптического устройства конт р.оля; на фиг. 5 - вид поля зрения устройства контроля. Автомат для сварки и контроля в труднодоступных местах (фиг. 1 и 2) содержит корпус 1, размещенный внут ри или снаружи свариваемых деталей 2. Разжимаемые кулачки 3 фиксируют устройство. Ротор 4 установлен на валу 5. Сварочный электрод (} с соплом 7 ориентирован на стык 8 свариваемых деталей, а его ось лежит в плоскости стыка. Оптическое устройство 9 контроля и дополнительный информационньй канал 10 в жестком исполнении установлены в посадочных местах 11 и 12, связанных с устройством 13 перемещения по двум или более координатам. Оптические оси устройства контроля и дополнительного информационного канала размеще ны одна,относительно другой таким образом, что их оптические оси обра зуют угол более 90°. Оптическая схема жесткого дополнительного информационного канала (фиг. 3) и оптическая схема устройства контроля (фиг. 4) в своем составе содержат объективы 14, окуляры 15, измерительные сетки 16, выполне ные с возможностью вращения вокруг оптической оси. Нейтральный светофильтр 17 выполнен съемным и примен ется при наблюдении процесса сварки Подсветка полости осуществляется световодом 18 из оптического мате0 .2 иала, прозрачного в диапазоне излуения 0,2-0,8 мкм. Один торец указанного световода установлен у объектива 14, второй подсоединен к блоку 19 регулирования уровня освещенности и спектрального состава излучения, содержащему набор сменных селективных светофильтров 20, перекрывающих указанный диапазон излучения. Дополнительный информационный канал 10 содержит также линзовые оборачивающие системы 21 переноса изображения (фиг. 3,), а оптическое устройство 9 контроля (фиг. 4) гибкий стекловолоконный жгут 22 регулярной укладки. Работа устройства осуществляется следующим образом. В посадочные места 11 и 12 устанавливают и фиксируют дополнительный информационный канал 10 и оптическое устройство 9 контроля. С помощью устройства 13 перемещения добиваются совмещения острия сварочного элек,трода 6с центром перекрестия измерительной сетки 16 (фиг. 5). Так как устройство 9 контроля и дополнительный информационный канал 10 жестко связаны с устройством 13 перемещения, то совмещением с центром перекрестия одного из них обеспечивают центровку и другого. Устройство для сварки и контроля вводят внутрь свариваемьк деталей 2 до тех пор, пока в поле зрения устройства 9 контроля и дополнительного информационного канала 10 не появятся изображения- свариваемого стыка 8. Посредством разжимных кулачков 3 корпус 1 устройства фиксируют . Вращая ротор 4, осуществляют контроль зазора в стыке, определяют взаимное положени электрода 6 относительно стыка 8 и величину дугового промежутка, которая регулируется посредством дистанционного устройства (не показано). При обнаружении смещения изображения сварного стыка 8 относительно центра п(грекрестия измерительной сетки 16 его устраняют посредством разворота корпуса 1 внутри свариваемых деталей 2. По завершении настройки положения дугового промежутка осуществляют сварку стыка 8 с визуальным конт- . ролем процесса сварки. Для этого оптическое устройство 9 контроля или. дополнительный канал 10 устанав3
ливают в. посадочное место 11, ближайшее к электроду 6, снабжают ослабляющим нейтральным фильтром 17 окуляр -15 и включают систему охлаждения посадочного места, т.е. осуществляют циркуляцию охлаждающего агента. После этого в дуговой промежуток через сопло 7 запускается инертньй газ для защиты сварочной ванны от .окисления, включают ротор 4 и напряжение на электроде 6. Появление дуги, состояние сварочной ванны и контроль процесса сварки ведут визуально с помощью приборов ТО или 9.
По окончании процесса сварки проводят контроль состояния сварного шва. Для этого в посадочное место 12 устанавливают дополнительный информационный канал 10, включают осветитель и осматривают шов, вращая ротор 4. Для обнаружения малоконтратных объектов (дефектов шва) с помощью блока 19 подбирают -необходимый спектр излучения, устанавливая в блоке сменные селективные светофильтры 20, например фиолетовый фильтр ФС 6 (Л 0,29-0,46 мкм) или ультрафиолетовый УФС 1 (Д 0,240,42 мкм). При необходимости размер дефекта может быть измерен с помощью измерительной сетки 16, Для этого . предварительно определяют цену деления указанной сетки посредством какого-либо репера известных размеров, находящегося на том же самом расстоянии от устройства контроля, что и дефект. В качестве репера можно применить присадочную проволоку, диаметр которой известен.
Прим ер. Устройство выполнено в виде корпуса, внутри которого установлен электродвигатель, редуктор. На его цилиндрической поверхности установлены-три надвижных ку лачка для фиксации корпуса. Редуктор соединен через вал с ротором, на котором установлены сварочный электрод, газовая магист раль для . подвода защитного газа к дуге и два посадочных .места для упаковки устройства контроля и дополнительного информационного канала. Электрод и посадочные места выполнены лодвижн№0{ в направляющих по двум Координатам.
Одно из посадочных мест установлено в 15 мм от сварочного электро-
568804
да и снабжено системой охлаждения в виде полого кожуха, охватывающего посадочное место. В качестве охлаждающего агента применена вода, поступающая внутрь кожуха по впускному штуцеру и удаляемая через выпускной штуцер.
Второе посадочное место выполнено неохлаждаемым, так как оно установлено со смещением относительно первого. Внутренние размеры посадочных мест выполнены одинако1выми ( ( 8,5 мм, длина 150 мм).
Оптическое устройство контроля t5 вьтолнено гибким типа ЭВП 8.5.1200 с диаметром объективной части 8,5 мм и длиной 75 мм. Оптическая система ; устройства обеспечивает угол поля
зрения 60 и разрешение до 10 лин/мм. 20 Между информационным световодом и окуляром установлена оборачивающая линзовая система и измерительная сетка, обеспечивающая измерение до 0,2 мм. Для ослабления излучения 5 сварочной дуги применен нейтральньй светофильтр. Устройство контроля применено для контроля процесса сварки. Длина устройства 1200 мм.
Жесткий дополнительный информаjj 1ЩОННЫЙ канал выполнен в виде лин- зовогф прибора ЭЛЖ 8,5.360. Объективная часть прибора выполнена идентичной прибору ЭВП 8.5 1200, длина прибора 360 мм, Оптическая система ЭЛЖ 8,5.360 обеспечивает
поле зрения 70 и разрешающую способность 20 ЛИН/мм.
В качестве осветителя в автомате сварки и контроля применен малогабаритный осветитель БП 7 на галогенной лампе накаливания КГМ и осветительный стекловолоконный жгут диаметром 4 мм и длиной 1500 мм. Указанный жгут снабжен блоком управления уровнем освещенности и спектральным составом. Данный блок конструктивно выполнен в виде цилиндрической втулки, внутри которой размещена револьверная головка с
набором светофильтров: нейтрального НС-4, оранжевого ОС-3, желтого ЖС-2, зеленого ЭС-З и фиолетового ФС-6. Эта втулка фиксируется на штуцере корпуса дополнительного
и{ орм ционного канала ЭЛЖ 8,5.360. При этом свет от световода . осветителя поступает на входной торец внутреннего осветительного свето51
вода, закрепленного в штуцере, размещенном внутри дополнительного информационного канала.
Автомат для сварки и контроля в труднодоступных местах, таким образом, обеспечивает порьпиение точности установки положения электрода сварочной горелки относительно свариваемого ст.ыка. Наличие измерительных элементов позволяет проводить измерение размеров обнаруженньк дефектов.
Достигаемая точность установки электрода и контроль состояния сварочной ванны позволяют улучшить качество сварного шва, уменьшить число дефектов и увеличить надежность , узлов и агрегатов машин и механизмов.
Наличие унифицированных узлов, таких как объективные части, окуля68806
ры, оборачивающие системы и иэме.рительные сетки, обеспечение оптических устройств к-рнтроля подвижками в двух координатах позволяют получить устройства различного назначения, размеров и применения. I.
Предварительная установка дугового промежутка и положения, электрода относительно сварочного стыка обеспечивает оптимальные режимы сварки, уменьшая тем самым энергозатраты и увеличивая оперативность сварки. Снабжение предлагаемого устройства блоком регулирования уровня освещенности и спектрального состава дает возможность выявления малоконтрастньгх дефектов сварного 20 шва, а также поверхностных дефектов . 7
Фиг2 6

| название | год | авторы | номер документа |
|---|---|---|---|
| Эндоскопическое устройство | 1984 |
|
SU1177790A1 |
| Эндоскоп | 1983 |
|
SU1214084A1 |
| Устройство для сварки кольцевых стыков | 1987 |
|
SU1461608A1 |
| Эндоскоп | 1981 |
|
SU938920A1 |
| Эндоскоп | 1979 |
|
SU859987A1 |
| Эндоскоп | 1981 |
|
SU1020124A1 |
| Эндоскоп | 1981 |
|
SU1132906A1 |
| Эндоскоп | 1982 |
|
SU1187131A1 |
| Эндоскопическое устройство контроля трубопроводов | 1984 |
|
SU1188693A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КОНЦОВ СТАЛЬНЫХ ТРУБ ОРБИТАЛЬНОЙ СВАРКОЙ | 2013 |
|
RU2627066C2 |
1. АВТОМАТ ДЛЯ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ, содержащий корпус, ротор со сварочным электродом и оптическим устройством контроля с оптической системой передачи информации, отличающийся тем, что, с целью повышения точности настройки электрода относительно стыка с одновременньм обеспечением контроля в процессе сварки, оптическое устройство контроля снабжено окуляром с измерительной сеткой и нейтральным светофильтром и дополнительно информационнь1м каналом, состоящим из объектива, линзовых оборачивающих систем, измерительной сетки, окуляра и световода подсветки, при этом оптическое устройство контроля и дополнительный информационный канал установлены на роторе с возможностью перемещения по крайней мере по двум координатам. 2.Автомат по п. 1, отличающийся тем, что оптическое устройство контроля снабжено системой охлаждения. 3.Автомат, по п. 1, отличающийся тем, что измерительные сетки установлены с возможностью вращения вокруг оптической оси. 4.Автомат по п. 1, о т л ичающийся тем, что, с целью сл обеспечения контроля поверхностных дефектов сварного шва, в световод подсв етки введены блоки регулирования уровня освещенности и спектрального состава излучения, при этом световод подсветки вьтолнен из оптического материала, дрозрачного в СП диапазоне длин волн 0,2-0,8 мкм, а О) в блок регулирования спектрального 00 00 состава введены селективные светофильтры, пропускающие- указанный диапазон излучения.
«Л « it л г/ /f/7
/ /
.19
18
| Устройство для сварки труб с визуальным контролем процесса сварки | |||
| - Optical Spectra, , 5, № 9, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СУШКИ СЫПУЧИХ МАТЕРИАЛОВ | 2009 |
|
RU2382304C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| t | |||
