Изобретение относится к сварочному производству, в частности к электродуговой сварке с произвольной конфигурацией шва промышленными роботами.
Известно устройство слежения за сварным швом, с помощью которого производится сканирование точек вокруг горелки датчиком, перемещающимся в плоскости, перпендикулярной оси горелки, по окружности с центром, расположенным на этой оси, при этом измеряется расстояние до поверхности изделия датчиком.
Датчик расстояния представляет собой оптическую систему с импульсным излучателем света, линейным фотоприемником, фильтром, объективом. На фотоприемнике проектируются точки (образы) импульсов излучателя, соответствующих расстоянию до поверхности изделия. При этом получается трехмерное изображение сварной зоны [1].
Недостатком данного устройства является то, что хотя получается трехмерное изображение сварной зоны, пути его реализации представляют техническую сложность и невысокую надежность при эксплуатации.
Наиболее универсален и информативен триангуляционный метод измерения с применением сечения зоны свариваемого соединения световой плоскостью. Одним из наиболее совершенных и компактных видеосенсоров, построенных с использованием метода триангуляции, является видеосенсор, смонтированный в одном корпусе с горелкой. Видеосенсор содержит источник структурированного освещения, состоящий из маломощного инфракрасного лазера и цилиндрической оптики для получения полосы, пересекающей линию соединения, фотоприемник на основе ПЗС-матрицы, интерференционный фильтр, объектив и сменное входное окно [2].
Недостатком данного устройства является сложность оптической системы, использующей дополнительный источник структурированного освещения, состоящий из маломощного инфракрасного лазера и цилиндрической оптики для получения полосы.
Отмеченные недостатки могут быть устранены путем иного конструктивного исполнения видеосенсорного устройства.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является видеосенсорное устройство, содержащее фотоприемник луча, отраженного под углом от освещенной полосы, пересекающей линию соединения вблизи места сварки для получения трехмерной информации о свариваемом соединении, зазоре или сечении разделки и превышении кромок, выполненном на основе ПЗС-матрицы, интерференционный фильтр, объектив, сменное входное окно, устройство снабжено преобразователем излучения сварочной дуги в освещенную полосу, состоящее из корпуса и установленных в нем с возможностью изменения угла поворота щелевой диафрагмой в виде цилиндра с продольным пазом и отражателя в виде цилиндра с плоской гранью [3].
Недостатком данного устройства является сложность оптической системы и незначительная разница освещенности светового потока, падающего на свариваемое изделие непосредственно от сварочной дуги и освещенной полосы, что затрудняет анализ формы стыка в фотоприемной камере.
Технической задачей, на которую направлено предлагаемое изобретение, является упрощение оптической системы и уменьшение освещенности светового потока, падающего на свариваемое изделие непосредственно от сварочной дуги.
Технический результат достигается тем, что видеосенсорное устройство для определения положения сварного шва содержит закрепленную на сварочной горелке фотоприемную камеру, имеющую фотоприемник излучения от сварочной дуги, отраженного под углом от освещенной полосы, пересекающей линию соединения вблизи места сварки для получения трехмерной информации о свариваемом соединении, зазоре или сечении разделки и превышении кромок, выполненном на основе ПЗС-матрицы, интерференционный фильтр, объектив и сменное входное окно, и преобразователь излучения от сварочной дуги в освещенную полосу, преобразователь излучения от сварочной дуги в освещенную полосу выполнен в виде экрана, закрепленного на сварочной горелке с образованием щели между экраном и свариваемым изделием, обеспечивающей прохождение излучения от дуги, отражение его от поверхности свариваемого изделия и попадание на фотоприемную камеру.
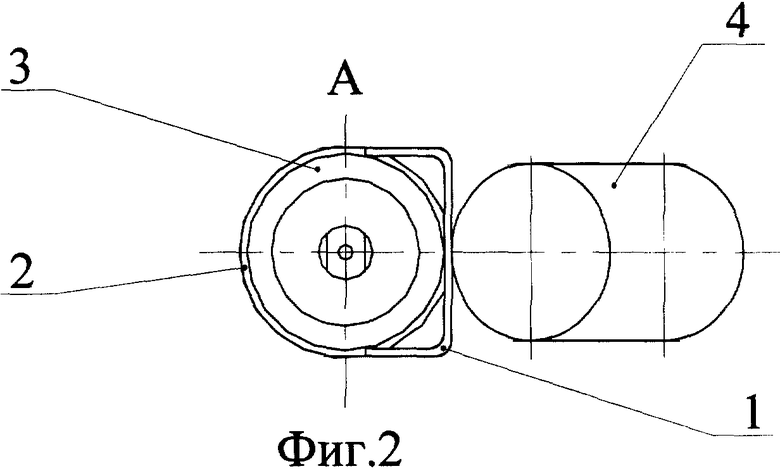
Сущность изобретения поясняется чертежом, где на фиг.1 представлена схема видеосенсорного устройства; на фиг.2 - вид А на фиг.1; на фиг.3 - пример формы освещенной полосы на поверхности свариваемых элементов.
Видеосенсорное устройство состоит из экрана 1, который хомутом 2 закрепляется на сварочной горелке 3. На хомуте 2 установлена также фотоприемная камера 4, которая состоит из фотоприемника 5, интерференционного фильтра 6, объектива 7, сменного входного окна 8.
Устройство работает следующим образом.
В момент образования сварочной дуги и движения электрода 9 по средней линии вдоль стыка 10 излучение от дуги проходит через щель между экраном 1 и свариваемым изделием 11, отражается от поверхности свариваемого изделия 11 и попадает на фотоприемную камеру, проходя через сменное входное окно 8, объектив 7, интерференционный фильтр 6 и фотоприемник 5, производится анализ формы стыка перед точкой сварки и сравнение с эталоном. При недопустимых отклонениях на соответствующие приводы робота поступает команда от ЭВМ для коррекции траектории электрода 9.
Предложенная конструкция видеосенсорного устройства обеспечивает высокую избирательную надежность, позволяющую получить трехмерную информацию о свариваемом соединении при относительно простой оптической системе, а также поддерживать заданную длину дуги по ширине освещенной полосы, образуемой щелью между экраном и свариваемым изделием.
Источники информации
1. Авторское свидетельство СССР № 1348109, кл. В 23 К 9/10, 1987.
2. Leading the way on robot weld guidance // The Industrial Robot. - 1983. - № 2. - P.104-107.
3. Патент РФ № 2155653, кл. В 23 К 9/127, 2000 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИДЕОСЕНСОРНОЕ УСТРОЙСТВО | 1998 |
|
RU2155653C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| УСТРОЙСТВО И СПОСОБ ТЕКУЩЕГО КОНТРОЛЯ ЗОНЫ СВАРКИ, А ТАКЖЕ СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ СВАРКОЙ | 2003 |
|
RU2312745C2 |
| Способ определения положения сварного шва и устройство для его осуществления | 1981 |
|
SU1348109A1 |
| Фотоэлектрический датчик | 1979 |
|
SU837659A1 |
| Способ слежения за стыком в процессе сварки | 1985 |
|
SU1720823A1 |
| Способ автоматического регулирования длины дуги при сварке плавлением (его варианты) | 1982 |
|
SU1063554A1 |
| Оптический сенсор | 1989 |
|
SU1761405A1 |
| Способ сварки плазменной проникающей дугой | 1985 |
|
SU1328106A1 |
| Способ автоматического регулирования процесса дуговой сварки | 1988 |
|
SU1618544A1 |
Изобретение относится к сварочному производству, в частности к видеосенсорному устройству, которое может быть использовано при электродуговой сварке шва с произвольной конфигурацией промышленными роботами. Фотоприемная камера (4) закреплена на сварочной горелке (3) и имеет фотоприемник (5) излучения от сварочной дуги, отраженного под углом от освещенной полосы, пересекающей линию соединения вблизи места сварки для получения трехмерной информации о свариваемом соединении, зазоре или сечении разделки и превышении кромок, выполненный на основе ПЗС-матрицы, интерференционный фильтр (6), объектив (7) и сменное входное окно (8). Преобразователь излучения от сварочной дуги в освещенную полосу выполнен в виде экрана (1), закрепленного на сварочной горелке (3) с образованием щели между экраном (1) и свариваемым изделием (11), обеспечивающей прохождение излучение от дуги, отражение его от поверхности свариваемого изделия и попадание на фотоприемную камеру (4). 3 ил.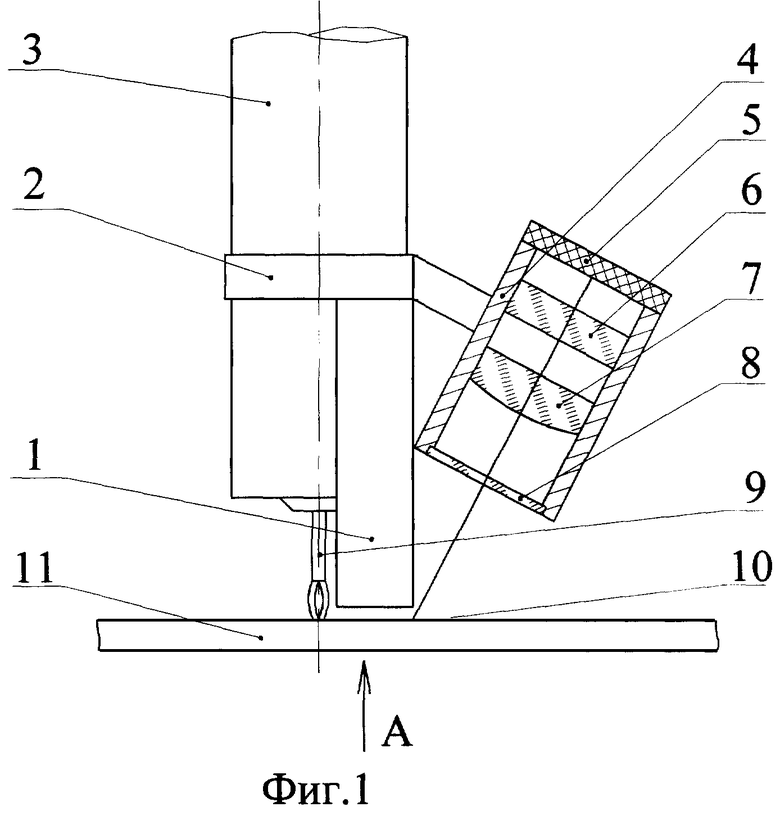
Видеосенсорное устройство для определения положения сварного шва, содержащее закрепленную на сварочной горелке фотоприемную камеру, имеющую фотоприемник излучения от сварочной дуги, отраженного под углом от освещенной полосы, пересекающей линию соединения вблизи места сварки для получения трехмерной информации о свариваемом соединении, зазоре или сечении разделки и превышении кромок, выполненном на основе ПЗС-матрицы, интерференционный фильтр, объектив и сменное входное окно, и преобразователь излучения от сварочной дуги в освещенную полосу, отличающееся тем, что преобразователь излучения от сварочной дуги в освещенную полосу выполнен в виде экрана, закрепленного на сварочной горелке с образованием щели между экраном и свариваемым изделием, обеспечивающей прохождение излучения от дуги, отражение его от поверхности свариваемого изделия и попадание на фотоприемную камеру.
| ВИДЕОСЕНСОРНОЕ УСТРОЙСТВО | 1998 |
|
RU2155653C2 |
| Устройство корреляционного зренияРОбОТА | 1979 |
|
SU837854A1 |
| Устройство формирования видеоинформации для контроля рельефа деталей | 1988 |
|
SU1627405A1 |
| Leading the Way on robot weld guidance // The Industrial Robot, 1983, N 2, p.104-107 | |||
| Сварочные работы /Под ред | |||
| Г.ГЕРДЕНА | |||
| М.: Машиностроение, 1988, с.205-204 | |||
| Техническое зрение роботов /Под ред | |||
| А.Пью | |||
| М.: Машиностроение, 1987, с.236-239. | |||

