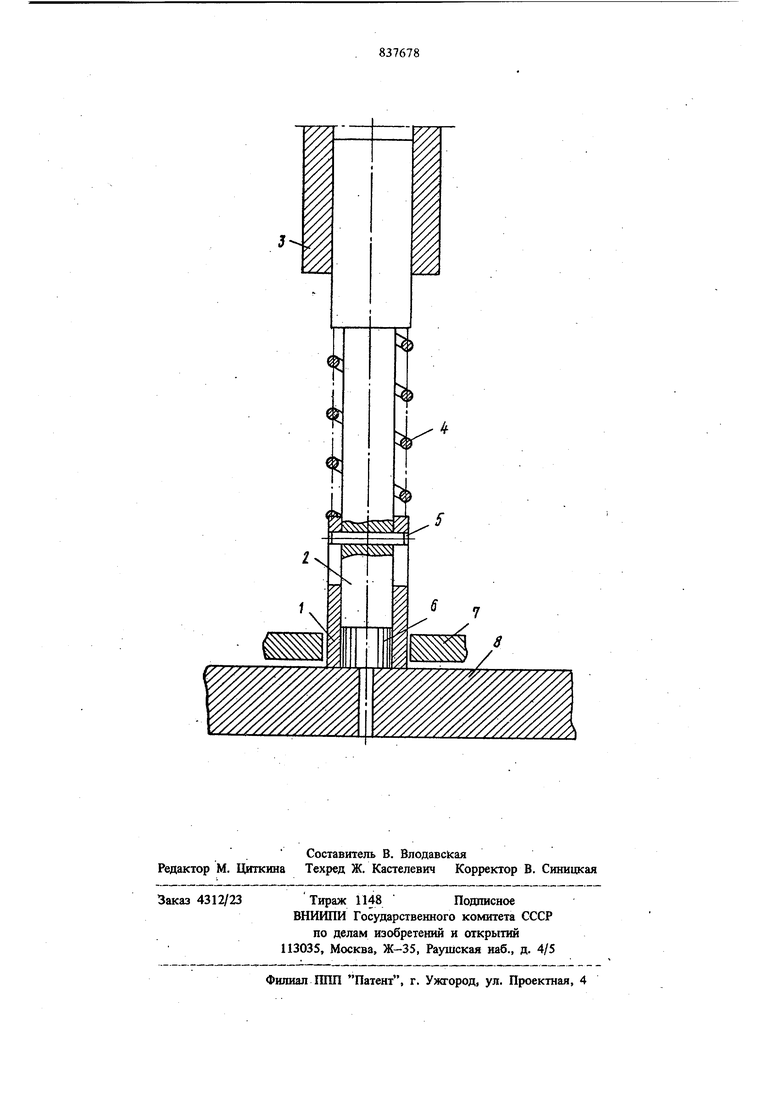
Изобретение относится к сварке, а именно к сварке трением. Известен способ-запайкн микроотверстий без слива взрьшоопасных или токсичШ|1Х продуктов, при котором припой размещают над микроотверстнем в локалыюй камере и прикладывают к припою давление 1. Недостатком данного способа является низкое качество запайки из-за сложности очистки паяемой пОве1 ности от загрязнений н окисных пленок, особенно при пайке алюминиевых сплавов Известен также способ заварки отверстий массивных изделиях, при котором присадо ный материал, размешенный в зажимном приспособлении, приваривается к стенкам отверстия в массивной детали-сваркой трением, Этим способом достигается очистка, свариваемых поверхностей от загрязнений и окисных ппеиок 12. Однако данный способ не обеспечивает высокого качества, сварки, так как из-за невпагопряятного распределения теплоотвода при садочт ш металл нагревается сильнее, чем основной металл массивного изделия, а затем при осадке перегретый металл присадки выдавливаясь, плохо приваривается к стенкам отверстияЦель изобретения - повышение качества сварного соединения путем дополнительного нагрева массивного изделия. Цепь достигается тем,что торцы зажимного щ испособления в процессе вращения прижимают к изделию, генерируя дополнительное тепло. На изображена принципиальная схема устройства для осушествления способа. Устройство состоит из зажиАОЮго) приспособления 1, пуансона привода 3 дяя врашения, пружины 4 штифта 5, таблепси 6 фиса;цси кондуктора 7 « массивно о изделия в. В зажимное приспособление 1 помещают таблетку {фисадки 6 и прижимают ее { ансоном 2 к изделию 8. Одновременно под действием пружины 4 к изделию прижимается 1фис1Ю-, собление 1.
Зажимное приспособление с пуансоном и. таблеткой вращают. В результате трения свариваемые поверхности очищаются и затем нагреваютсй до расплавления. Приспособление 1 предотвращает вытекание присадки в виде грата и Одновременно дополнительно генерирует тепло в зоне сварки. Штифт 5 не позволяет зажимному приспособлению 1 поворачиваться относительно пуансона 2.
Кондуктор 7 предотвращает чрезмерное биение зажима при вращении.
Пример. Заваривается отверстие диаметром 2,5 мм на листе толшлной 4 мм из алюминиевого сплава. При заварке используют таблетку присадочного металла диаметром 4 мм и высотой 5 мм. Зажимное приспособление имеет внутренний диаметр 4 мм и наружный 6 мм. Материал - сталь. Сварка осуществляется на настольном сверлильном, станке с числом оборотов шпинделя 2500 об/мин. Время сварки 1,5-2 с. По окончании сварки станок выключается и после полной остановки шпинделя зажим с пуансоном отводится.
Величина выделяющегося тепла при трении пропорциональна произведению скорости перемещения на давление. К концу сварочного процесса, когда присадочный , материал размягчей или расплавлен, давление воспринимается в основном торцом зажимного приспособления, и, следовательно, тепло от трения выделяется в основном в месте контакта изделия с торцом зажима, осуществляя дополнительный подогрев массивного изделия.
Формула из об р е т е и и я
Способ заварки отверстий в массивных изделиях, при котором присадичный материал, размеи(енньш в зажимном приспособлении, приваривается к стенкам отверстия сваркой трением, отличающийся тем что, с целью повышения качества сварного соединения путем дополнительного нагрева массивного изделия, торцы зажимного приспособления в процессе вращения прижимают к изделию, генерируя дополиительное тепло.
Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР N 498113, кл. В 23 К 1/12, 1973.
2. Патент США N 3609840 кл. 29-156.5 R, 05.10.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2011 |
|
RU2466843C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ дуговой точечной сварки в защитных газах | 1961 |
|
SU148168A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| Способ получения канала в металлической заготовке посредством сварки трением перемешиванием | 2020 |
|
RU2746385C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ВРАЩАЮЩИМСЯ ДИСКОВЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2314902C2 |
| СПОСОБ СВАРКИ СТЫКОВЫХ ШВОВ | 1971 |
|
SU315545A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ СЛОЖНОКОМБИНИРОВАННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2449870C1 |