Изобретение относится к сварке, а именно к способам получения каналов (дефектов туннельного типа) в металлических заготовках методом сварки трением перемешиванием для циркуляции хладагента холодильной машины.
Способ сварки трением с перемешиванием заключается в том, что соединение металлов происходит за счет разогрева в зоне сварки методом трения. Основным сварочным инструментом сварки трением с перемешиванием является металлический стержень, состоящий из двух половинок: бурта и заплечика. Своей выступающей частью вращающийся стержень погружается в материал, вызывая сильный нагрев. Его подачу ограничивает заплечик, не позволяя пройти насквозь свариваемую деталь. В зоне нагрева материал значительно увеличивает свою пластичность и, придавливаемый заплечиком, формирует единую массу. Примеры сварки трением с перемешиванием описываются в документах ЕР-А-0615480 и WO 95/26254.
О преимуществах сварки трением с перемешиванием широко известно в данной области техники, особенно по сравнению с традиционными способами сварки сплавлением. Эти преимущества включают в себя отсутствие необходимости в использовании расходных или присадочных материалов, низкий уровень деформации в длинных сварных швах, минимальную подготовку, наличие твердой фазы (не возникает паров, отсутствует пористость или разбрызгивание, уменьшается количество подводимого тепла, можно избежать затвердевания расплавленной сварочной ванны), отличные механические свойства и характеристики формирования соединения.
Инструменты для сварки трением с перемешиванием могут также использоваться для обработки одной детали. При обработке трением с перемешиванием (FSP, friction stir processing) инструмент, который обычно используется для FSP, перемещается по материалу одной детали, для того, чтобы вызвать изменение свойств этого материала, вместо того, чтобы перемещаться вдоль линии соединения для создания сварного шва. Термомеханическая переработка под воздействием инструмента может стать причиной отдельных локальных изменений микроструктуры, физических свойств (пластических характеристик, прочности, и т.д.), а также химических свойств (коррозийная стойкость и т.д.). Способ FSP также использовался для упрочнения и ремонта отливок и других конструкций, помогая избавиться от пористости и улучшить свойства вокруг каналов/отверстий, например, в отливках головки цилиндра. Примеры использования FSP можно найти в документах US 6712916 В, ЕР-А-1160029, JP 2005-324240 A, US 2006-0032891 А, и US 6994916 B.
Из уровня техники не выявлены решения, позволяющие посредством сварки трением перемешиванием целенаправленно получить внутри детали дефект туннельного типа (канал). Как правило, получение канала внутри детали осуществляют при непосредственном изготовлении детали (штамповки, прессовки, отливки и т.д.). Получение внутреннего канала в готовой детали посредством вырезания и последующей сварки сопряжено со снижением прочности области детали, подвергшейся обработке, а также с появлением микротрещин в указанной области, которые ведут к дальнейшему разрушению конструкции.
Техническая проблема, решаемая заявленным способом, заключается в снижении трудоемкости процесса получения внутреннего канала внутри деталей сложной геометрической формы.
Технический результат, достигаемый при осуществлении способа, заключается в повышении качества получаемого внутреннего канала с одновременным повышением прочности изделия в области проведения канала в деталях сложной геометрической формы при уменьшении трудоемкости процесса.
Заявленный технический результат достигается за счет осуществления способа получения канала в изделии посредством сварки трением перемешиванием, включающего этапы, на которых изделие фиксируют на столе станка крепежными элементами, в патрон станка устанавливают инструмент сварки трением перемешиванием, включающий бурт с левой резьбой и заплечик с торцевой спиралью, погружают бурт в материал изделия до заплечика и вращают инструмент против часовой стрелки с перемещением по заранее заданной траектории со скоростью сварки 90-110 мм/мин, усилием сварки 1100-1300 кгс и 540-560 оборотов шпинделя в минуту, после получения канала заданной формы инструмент останавливают, отсоединяют от изделия, изделие подвергают дальнейшей обработке.
В частных случаях осуществления изобретения изделие выполнено из цветного металла.
В частных случаях осуществления изобретения изделие выполнено из сплава цветных металлов.
В частных случаях осуществления изобретения изделие выполнено из алюминиевых сплавов или медных или магниевых или титановых.
В частных случаях осуществления изобретения инструмент сварки трением перемешиванием выполнен из вольфрам-кобальтового сплава.
Далее решение поясняется ссылками на фигуры, на которых приведено следующее.
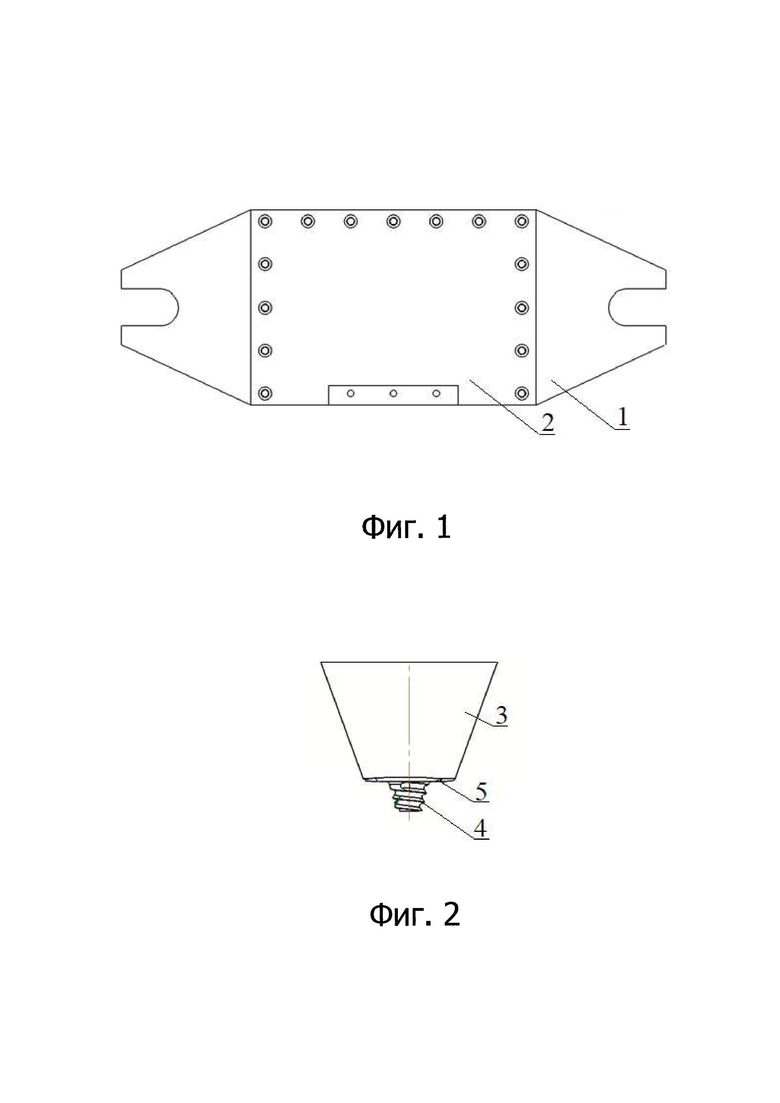
Фиг. 1 - приспособление зажимное с зафиксированным на нем изделием.
Фиг. 2 - схема инструмента сварки трением перемешиванием.
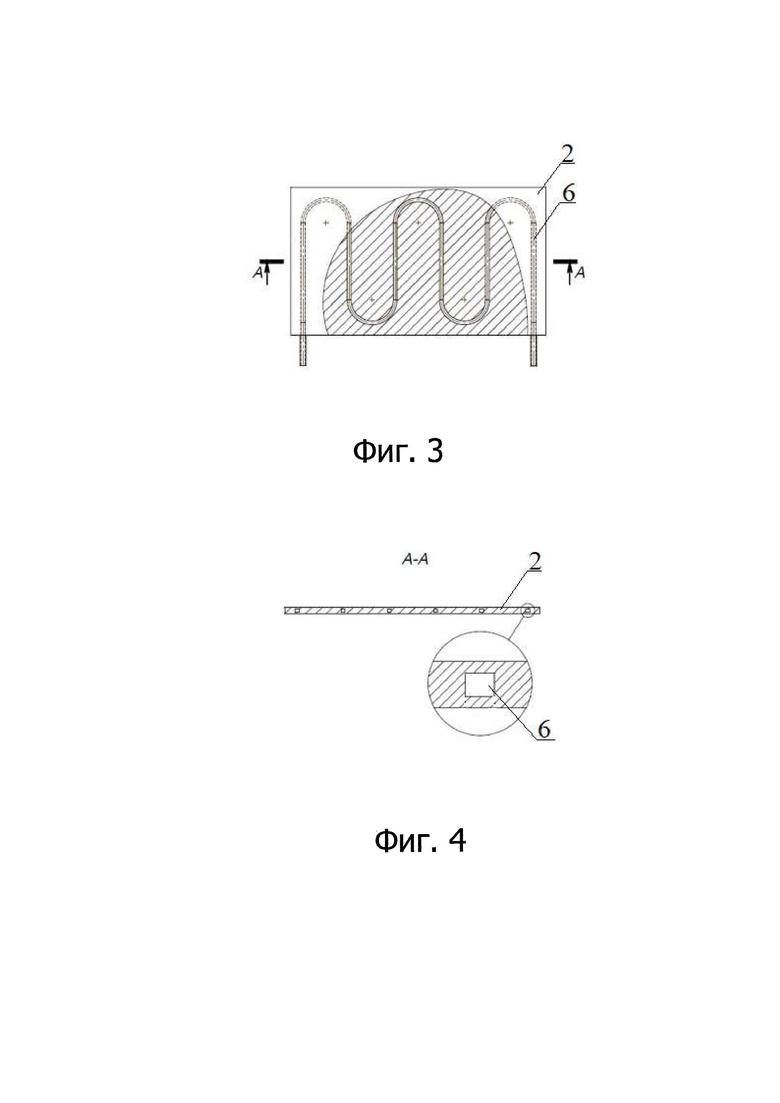
Фиг. 3 - пример канала, выполненного в изделии заявленным способом.
Фиг. 4 - пример канала, выполненного в изделии заявленным способом, вид А-А с фиг. 3.
Первый этап способа включает установку приспособления зажимного 1 в виде стальной плиты на столе станка и фиксацию его на столе станка крепежными элементами (заклепки, зажимы, струбцины, зажимы винтовые, гидравлические, пневматические, электромагнитная плита).
В зажимном приспособлении устанавливают изделие 2, подлежащее обработке, и фиксируют винтами по периметру сквозь отверстия, которые имеются на заготовке и плите.
В патрон станка устанавливают инструмент 3 сварки трением перемешиванием, выполненный из вольфрам-кобальтового сплава (инструментальная сталь марки ВК8, где содержание вольфрама - 92 мас.% и кобальта - 8 мас.%). Инструмент 3 содержит бурт 4 с левой нарезкой и заплечик 5 с торцевой спиралью. Инструмент сварки трением перемешиванием является изделием собственной разработки, изготовленным на производственной базе ЗАО «Чебоксарское предприятие «Сеспель».
Погружают бурт 4 в материал изделия до заплечика 5 и вращают инструмент 3 против часовой стрелки с перемещением по заранее заданной траектории со скоростью сварки 90-110 мм/мин, усилием сварки 1100-1300 кгс и 540-560 оборотов шпинделя в минуту, после получения канала 6 заданной формы инструмент останавливают, отсоединяют от изделия, изделие подвергают дальнейшей обработке.
При вращении инструмента против часовой стрелки с левой нарезкой резьбы, на рабочей части, идет движение металла с корня шва в верхние слои к заплечику, образуя дефект тоннельного типа (канал). На заплечике имеется торцевая спираль, удерживающая поднятый с корня шва металл. В ходе проведения экспериментальных работ удалось выяснить, что изменением геометрии инструмента достигаются разные формы и размеры сечения канала.
Описанным способом выполняют внутренние каналы в заготовках из различных цветных металлов, из сплавов цветных металлов, а также из алюминиевых или медных или магниевых или титановых сплавов.
Пример осуществления изобретения.
Для получения канала в заготовке из сплава цветных металлов Amg5 (сплав на основе алюминия с добавлением магния 5 мас.%), показанного на фиг. 3-4 применяют следующие режимы образования канала управляющей программы:
обороты шпинделя - 550 об/мин;
скорость сварки - 100 мм/мин;
усилие сварки - 1200 кгс.
После получения канала заданной форме согласно фиг. 3-4 изделия направляют на механическую обработку на станке DMU-80 для придания окончательной формы и присоединительных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной стыковой сварки трением с перемешиванием деталей из алюминиевого сплава АМг6 | 2024 |
|
RU2837694C1 |
| Способ получения композиционных материалов из несмешивающихся компонентов на основе технологии сварки трением с перемешиванием | 2023 |
|
RU2828266C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2466839C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2350443C2 |
| СПОСОБ ФРИКЦИОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2504463C2 |
| Способ изготовления сваркой трением с перемешиванием конструкций из листов алюминиевых или медных сплавов | 2021 |
|
RU2780760C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И СОЕДИНЕНИЕ ДВУХ ДЕТАЛЕЙ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2007 |
|
RU2441735C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2247639C1 |
Изобретение относится к сварке, а именно к способам получения внутренних каналов методом сварки трением перемешиванием в металлических заготовках для циркуляции хладагента холодильной машины. Изделие фиксируют на столе станка крепежными элементами. В патрон станка устанавливают инструмент сварки трением перемешиванием, включающий бурт с левой резьбой и заплечик с торцевой спиралью, погружают бурт в материал изделия до заплечика и вращают инструмент против часовой стрелки с перемещением по заранее заданной траектории со скоростью сварки 90-110 мм/мин, усилием сварки 1100-1300 кгс и 540-560 оборотов шпинделя в минуту. После получения канала заданной формы инструмент останавливают и отсоединяют от изделия, а изделие подвергают дальнейшей обработке. Технический результат заключается в повышении качества получаемого внутреннего канала заданной формы с одновременным повышением прочности изделия в области канала в деталях сложной геометрической формы при уменьшении трудоемкости процесса. 4 ил.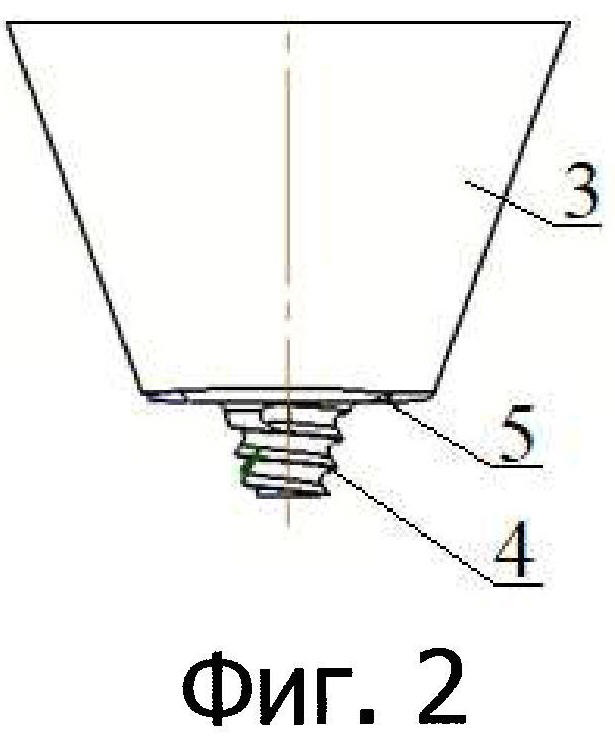
Способ получения канала в изделии посредством сварки трением перемешиванием, включающий этапы, на которых изделие фиксируют на столе станка крепежными элементами, в патрон станка устанавливают инструмент сварки трением перемешиванием, включающий бурт с левой резьбой и заплечик с торцевой спиралью, погружают бурт в материал изделия до заплечика и вращают инструмент против часовой стрелки с перемещением по заранее заданной траектории со скоростью сварки 90-110 мм/мин, усилием сварки 1100-1300 кгс и 540-560 оборотов шпинделя в минуту, после получения канала заданной формы инструмент останавливают и отсоединяют от изделия, а изделие подвергают дальнейшей обработке.
| СПОСОБ ПОЛУЧЕНИЯ В ДЕТАЛЯХ ВНУТРЕННИХ ПРЯМОЛИНЕЙНЫХ И КРИВОЛИНЕЙНЫХ КАНАЛОВ | 2011 |
|
RU2484935C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ С ПЕРЕМЕШИВАНИЕМ МАТЕРИАЛА И ИНСТРУМЕНТ ДЛЯ СВАРКИ | 2006 |
|
RU2330749C2 |
| Способ шовной сварки трением | 1985 |
|
SU1393566A1 |
| EP 1160029 B1, 02.03.2005 | |||
| JP 2009103440 A, 14.05.2009. | |||

