Изобретение относится к области сварки, а именно к способам изготовления осесимметричных стальных сварных конструкций ответственного назначения, работающих под давлением, и может быть использовано при сварке сложнокомбинированных конструкций, включающих сочетание массивных и тонкостенных элементов.
Особенностью изготовления таких конструкций является обеспечение высокой размерной точности при действии сварочных деформаций в процессе термического цикла сварки и после него в процессе охлаждения конструкции, а также исключение проплава швов, к которым предъявляются требования герметичности. По исполнению и назначению такие конструкции напоминают сосуды, работающие под давлением. Однако наличие в конструкциях массивных торцевых элементов в виде дискообразных оснований, трубчатого центрального элемента и ряда других элементов, а также большая протяженность (с отношением диаметра к высоте более 1:5) создают дополнительные трудности при их изготовлении и обеспечении размерной точности. Кроме того, такие конструкции отличаются специфическими условиями работы. В частности, они функционируют в условиях импульсного возрастания температуры и давления внутренней агрессивной среды, скоростных упругопластических деформаций и т.д. В связи с этим, к конструкциям предъявляются высокие прочностные требования.
Известен способ изготовления сварных конструкций подобного типа по патенту №2380207, B23K 31/02, опубл. 27.01.2010, БИ №3, 2010 г., при котором к центральному трубчатому элементу приваривают дискообразные основания и перегородки, где в последних осуществляют локальное снижение жесткости конструкции разрезанием перегородок в местах их максимального прогиба, возвращения кромок реза в исходное положение с последующей их сваркой.
Однако этот способ при наличии одинакового с заявляемым способом базового каркаса в виде дискообразных оснований, привариваемых к центральному трубчатому элементу, решает задачу обеспечения устойчивости перегородок при действии сварочных деформаций, которые отсутствуют в заявляемом способе.
Наиболее близким по технической сути и достигаемому техническому результату является другой способ изготовления такого рода конструкций по патенту №2389592, B23K 31/02, опубл. 20.05.2010 г., БИ №14, 2010 г., принятому авторами за прототип, при котором приварку элементов конструкции к сваренному каркасу в виде центрального трубчатого элемента с дискообразными основаниями осуществляют с использованием технологических зазоров, определенной последовательности и приемов выполнения сварочных операций.
Такой способ позволяет за счет технологических зазоров учесть перемещения свариваемых элементов под воздействием термического цикла сварки и избежать коробления конструкции.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления осесимметричных сварных конструкций, принятого авторами за прототип, относится недостаточный набор технологических приемов обеспечения размерной точности конструкции, прочности и герметичности сварных швов. Кроме того, в сварной конструкции заявляемого способа присутствуют дополнительные конструктивные элементы, для сварки которых требуются новые технические решения.
Таким образом, задачей данного технического решения (прототипа) являлось обеспечение размерной точности и технологичности изготовления.
Общими признаками с предлагаемым авторами способом изготовления стальной сложнокомбинированной осесимметричной сварной конструкции, работающей под давлением, содержащей торцевые основания и центральный трубчатый элемент является сборка конструкции в сварочно-сборочном приспособлении, дуговая сварка в среде защитных газов.
В отличие от прототипа, предлагаемый авторами способ изготовления стальной сложнокомбинированной осесимметричной сварной конструкции основан на том, что изготавливают конструкцию, содержащую тонкостенную оболочку, торцевые основания, центральный трубчатый элемент и трубчатую перемычку, тонкостенную трубчатую оболочку получают путем термомеханической обработки из трубной заготовки, осуществляют формирование сварочных кромок элементов трубчатого элемента под замковое соединение, сборку из них подсборок посредством замкового соединения, сварку элементов подсборок и подсборок между собой кольцевыми швами с образованием трубчатого элемента и проведение пневмоиспытаний герметичности полученных швов, при этом швы выполняют неплавящимся электродом автоматической аргонодуговой сваркой в несколько проходов с подачей присадочного материала на втором проходе при силе тока 42…45 А на 1 мм толщины стенки и скорости сварки 12…15 м/ч, затем к трубчатому элементу приваривают одно из торцевых оснований, после чего полученную подсборку сваривают со вторым торцевым основанием, затем к основаниям приваривают тонкостенную оболочку, после чего ручной сваркой к торцевым основаниям приваривают трубчатую перемычку, осуществляют механообработку и пневмоиспытания герметичности сварных швов внутренним давлением (0,3±0,05) МПа.
В частном случае, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- осуществляют формирование сварочных кромок элементов трубчатого элемента под замковое соединение, исходя из соотношения толщин свариваемых элементов таким образом, чтобы отсутствовал недопустимый проплав, при этом торцевые основания получают литьем с последующей механообработкой;
- выявленные при пневмоиспытаниях негерметичные швы пропитывают анаэробной композицией с последующей полимеризацией при нагреве до заданной температуры.
Именно это позволяет сделать вывод о причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа, и на которые распространяется испрашиваемый объем правовой защиты, во всех случаях достаточны.
Задачей предлагаемого изобретения является повышение качества сварных соединений, обеспечение их прочности и герметичности, повышение технологичности изготовления за счет обеспечения соосной сборки стальных элементов конструкции и автоматизации процесса сварки кольцевых швов.
Указанный технический результат при осуществлении изобретения достигается тем, что при известном способе изготовления стальной сложнокомбинированной осесимметричной сварной конструкции, работающей под давлением, содержащей торцевые основания и центральный трубчатый элемент, включающем сборку конструкции в сварочно-сборочном приспособлении, дуговую сварку в среде защитных газов, особенность заключается в том, что изготавливают конструкцию, содержащую тонкостенную оболочку, торцевые основания, центральный трубчатый элемент и трубчатую перемычку, тонкостенную трубчатую оболочку получают путем термомеханической обработки из трубной заготовки, осуществляют формирование сварочных кромок элементов трубчатого элемента под замковое соединение, сборку из них подсборок посредством замкового соединения, сварку элементов подсборок и подсборок между собой кольцевыми швами с образованием трубчатого элемента и проведение пневмоиспытаний герметичности полученных швов, при этом швы выполняют неплавящимся электродом автоматической аргонодуговой сваркой в несколько проходов с подачей присадочного материала на втором проходе при силе тока 42…45 А на 1 мм толщины стенки и скорости сварки 12…15 м/ч, затем к трубчатому элементу приваривают одно из торцевых оснований, после чего полученную подсборку сваривают со вторым торцевым основанием, затем к основаниям приваривают тонкостенную оболочку, после чего ручной сваркой к торцевым основаниям приваривают трубчатую перемычку, осуществляют механообработку и пневмоиспытания герметичности сварных швов внутренним давлением (0,3±0,05) МПа.
Новая совокупность конструктивных элементов и технологических приемов, а также наличие связей между ними позволяет, в частности, за счет:
- изготовления конструкции, содержащей тонкостенную оболочку, торцевые основания, центральный трубчатый элемент и трубчатую перемычку создать сварную конструкцию в виде сосуда, набор конструктивных элементов которого технологичен в изготовлении;
- получения тонкостенной трубчатой оболочки путем термомеханической обработки из трубной заготовки повысить прочностные характеристики конструкции, в том числе сварных швов;
- осуществления формирования сварочных кромок элементов трубчатого элемента под замковое соединение, сборки из них подсборок посредством замкового соединения повысить технологичность изготовления за счет обеспечения соосной сборки стальных элементов и автоматизации процесса сварки;
- сварки элементов подсборок и подсборок между собой кольцевыми швами с образованием трубчатого элемента и проведение пневмоиспытаний герметичности полученных швов повысить качество сварных швов, обеспечить в случае обнаружения негерметичности своевременное устранение посредством разделки и заварки дефектных мест течи;
- выполнения швов неплавящимся электродом автоматической аргонодуговой сваркой в несколько проходов с подачей присадочного материала на втором проходе при силе тока 42…45 А на 1 мм толщины стенки и скорости сварки 12…15 м/ч исключить проплав швов, повысить качество сварных соединений, обеспечить их прочность и герметичность;
- приварки к трубчатому элементу одного из торцевых оснований, последующей сварки полученной подсборки со вторым торцевым основанием и приварки к основаниям тонкостенной оболочки обеспечить технологичность изготовления и соосность сборки;
- приварки ручной сваркой к торцевым основаниям трубчатой перемычки дополнительно повысить жесткость конструкции;
- осуществления механообработки и пневмоиспытаний герметичности сварных швов внутренним давлением (0,3±0,05) МПа обеспечить качество сварных соединений, их прочность и герметичность.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют, в частности за счет:
- осуществления формирования сварочных кромок элементов трубчатого элемента под замковое соединение, исходя из соотношения толщин свариваемых элементов таким образом, чтобы отсутствовал недопустимый проплав повысить качество сварных соединений, обеспечить их прочность;
- получения торцевых оснований литьем с последующей механообработкой упростить получение сложной геометрической конфигурации оснований, повысить технологичность изготовления;
- выявления при пневмоиспытаниях негерметичных швов и пропитывания их анаэробной композицией с последующей полимеризацией при нагреве до заданной температуры обеспечить качество сварных соединений и их герметичность, а также исключить трудоемкую исправительную операцию подварки дефектных мест.
Сущность изобретения заключается в том, что при осуществлении способа изготовления стальной сложнокомбинированной осесимметричной сварной конструкции, работающей под давлением, содержащей торцевые основания и центральный трубчатый элемент, включающего сборку конструкции в сварочно-сборочном приспособлении, дуговую сварку в среде защитных газов, в отличие от прототипа, согласно изобретению изготавливают конструкцию, содержащую тонкостенную оболочку, торцевые основания, центральный трубчатый элемент и трубчатую перемычку, тонкостенную трубчатую оболочку получают путем термомеханической обработки из трубной заготовки, осуществляют формирование сварочных кромок элементов трубчатого элемента под замковое соединение, сборку из них подсборок посредством замкового соединения, сварку элементов подсборок и подсборок между собой кольцевыми швами с образованием трубчатого элемента и проведение пневмоиспытаний герметичности полученных швов, при этом швы выполняют неплавящимся электродом автоматической аргонодуговой сваркой в несколько проходов с подачей присадочного материала на втором проходе при силе тока 42…45 А на 1 мм толщины стенки и скорости сварки 12…15 м/ч, затем к трубчатому элементу приваривают одно из торцевых оснований, после чего полученную подсборку сваривают со вторым торцевым основанием, затем к основаниям приваривают тонкостенную оболочку, после чего ручной сваркой к торцевым основаниям приваривают трубчатую перемычку, осуществляют механообработку и пневмоиспытания герметичности сварных швов внутренним давлением (0,3±0,05) МПа.
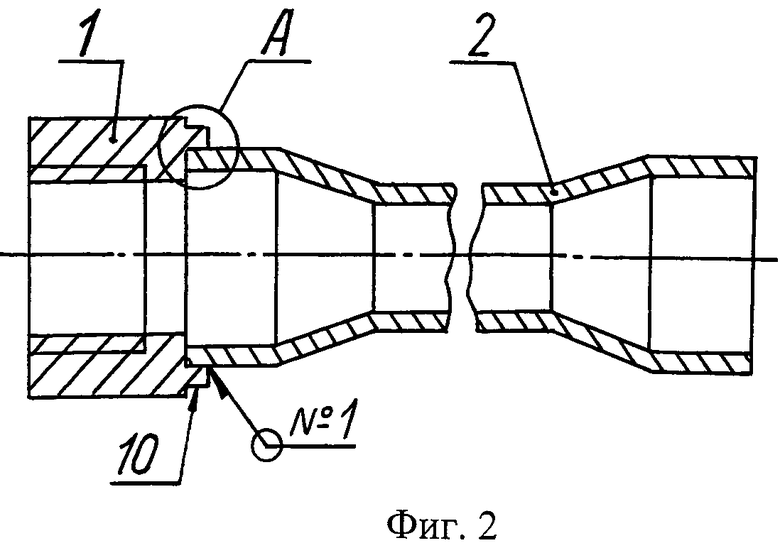
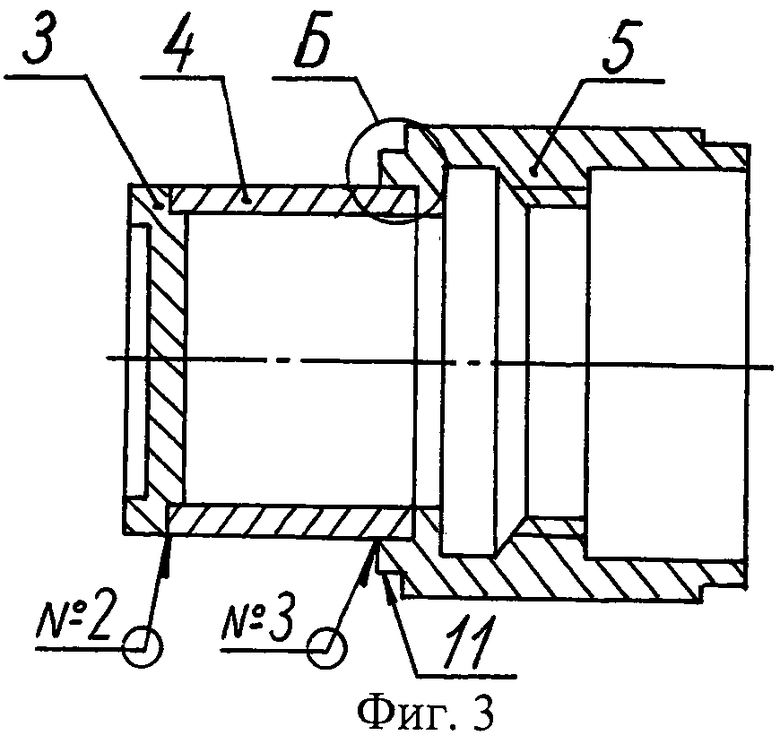
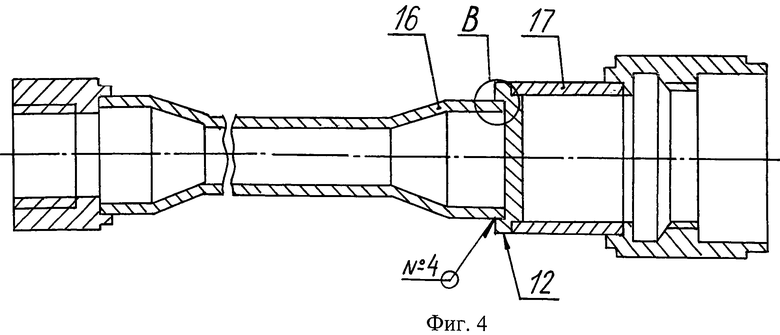
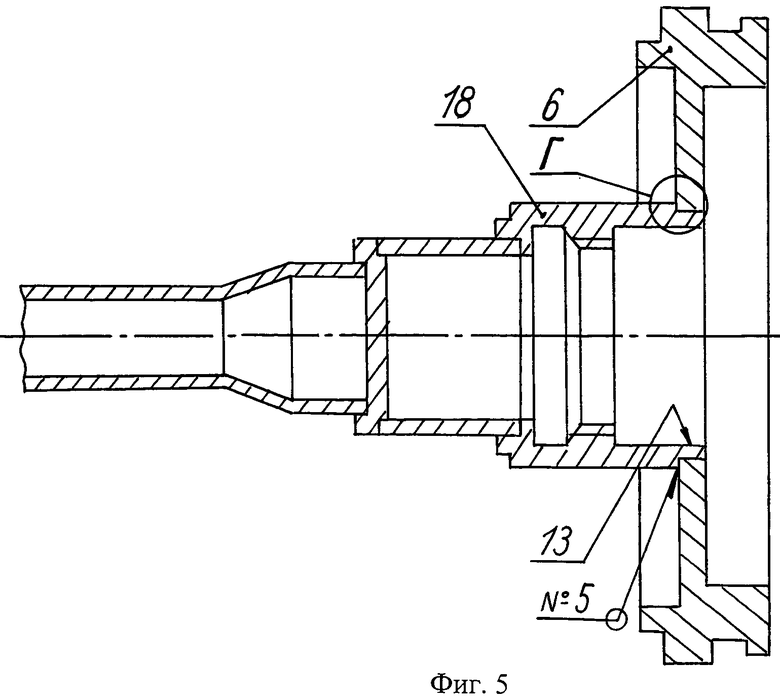
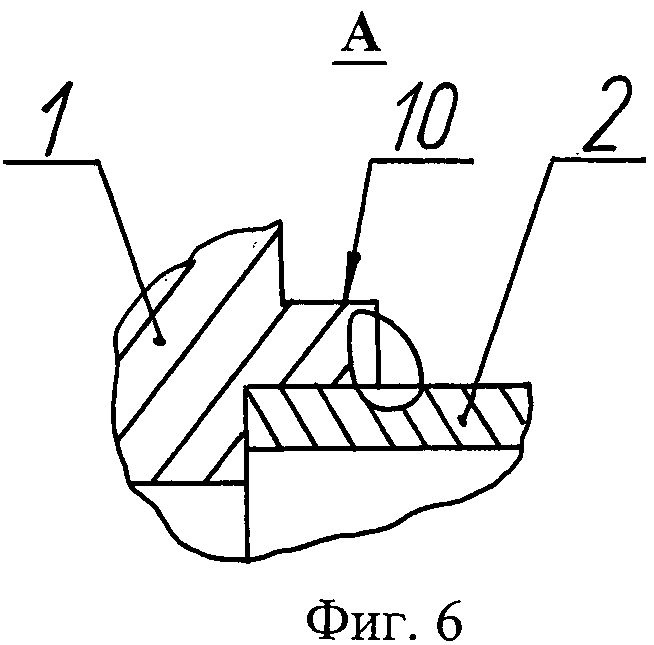
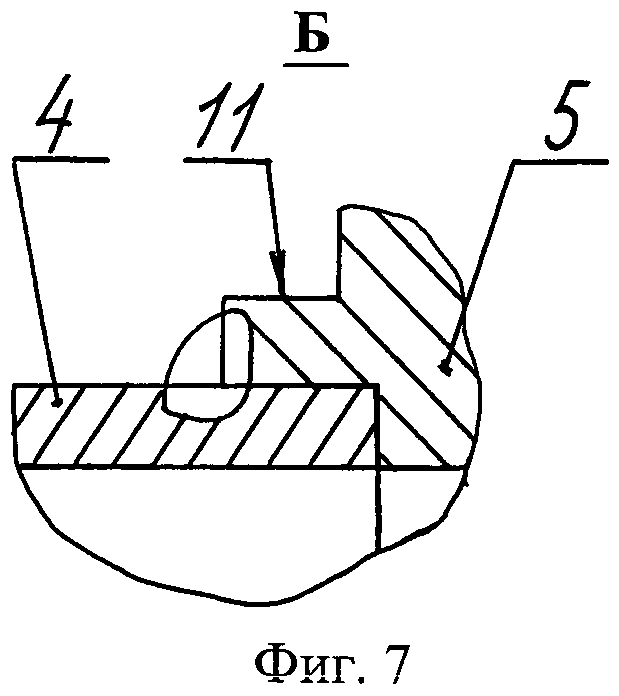
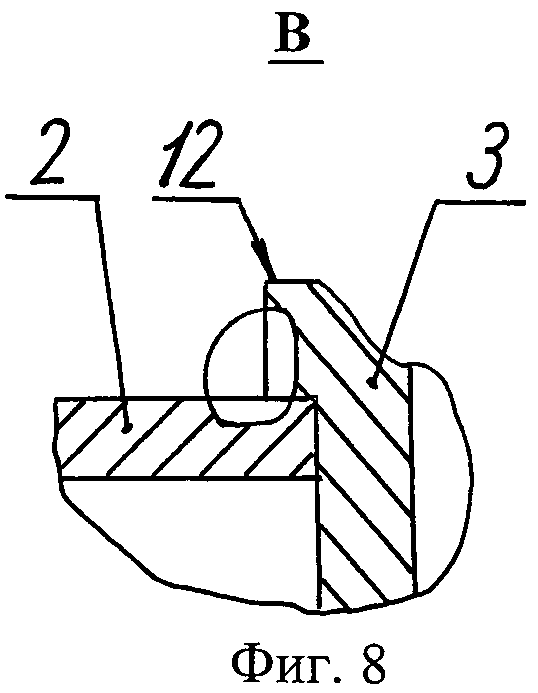
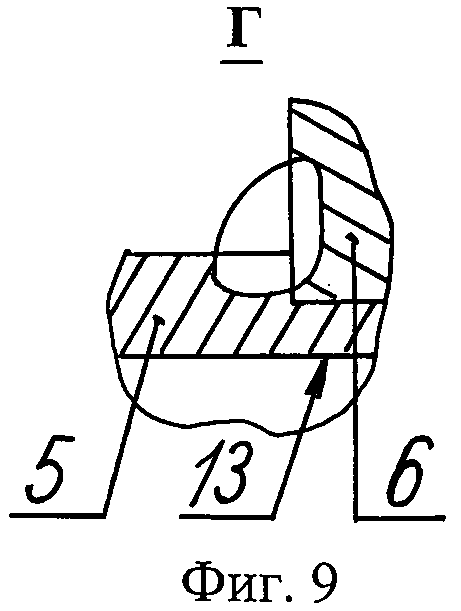
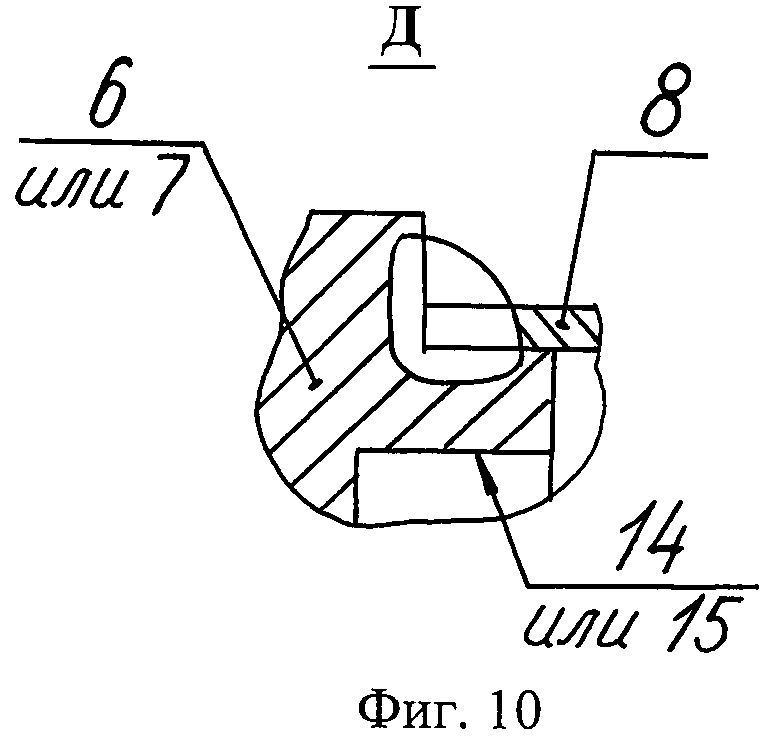
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 представлен общий вид стальной сложнокомбинированной осесимметричной сварной конструкции, на фиг.2, 3 - полусборки центрального трубчатого элемента; на фиг.4, 5 - подсборки сварной конструкции; на фиг.6-10 - сварные соединения элементов конструкции.
Элементы 1-9 сварной конструкции изготавливают механообработкой. При этом, в этих элементах формируют наружные 10-12 и внутренние 13-15 элементы замкового соединения, выполняющие при этом также роль «сварочных подкладок». Тонкостенную оболочку 8 получают из трубной заготовки термомеханическим упрочнением - сочетанием термической обработки и последующей обработкой металла давлением в холодном состоянии методом ротационной вытяжки заготовки за два-три прохода (с промежуточными низкотемпературными отпусками) на специализированном раскатном оборудовании с суммарной степенью деформации до 80% и утонением стенки до (2,0±0,2) мм. Например, при использовании углеродистых сталей марок 10 или 20, сочетанием эффектов термического и деформационного упрочнения достигают предела прочности σв в пределах 850…1000 МПа при относительном удлинении δ5, равном 5…7%. Сборку элементов конструкции осуществляют дуговой сваркой в среде защитных газов, а именно автоматической сваркой в среде инертного газа аргона с использованием неплавящегося электрода из лантанированного вольфрама. Автоматическую аргонодуговую сварку кольцевых швов №1-№7 осуществляют в несколько проходов с подачей присадочного материала (например, при сварке сталей 10 или 20 - сварочной проволоки марки Св-08Г2С) на втором проходе, т.е. первый проход осуществляют без подачи проволоки, посредством оплавления сварочных кромок. При этом силу тока устанавливают из расчета 42…45 А на 1 мм толщины свариваемой стенки, а скорость сварки - 12…15 м/ч. Используя сварочно-сборочное приспособление, установленное на универсальной сварочной установке, выполняют последовательную цепочку технологических сварочных операций. Вначале формируют полусборку 16 из элементов 1, 2 швом №1 (фиг.2) и полусборку 17 из элементов 3-5 швами №2, №3. Затем формируют центральный трубчатый элемент (подсборку 18) посредством сварки между собой полусборок 16 и 17 по дну 3 швом №4 (фиг.4). При этом, подсборку 18 подвергают промежуточным пневмоиспытаниям герметичности швов №1-№4, что облегчает выполнение (при необходимости) исправительной операции подварки дефектных мест течи. Потом формируют подсборку 19 посредством приварки швом №5 к подсборке 18 одного из оснований, например основания 6 (фиг.5). После этого осуществляют сборку сварной конструкции, а именно сборку подсборки 19 со вторым основанием 7, оболочкой 8 и трубчатой перемычкой 9 (фиг.1). При этом, вначале приваривают швом №6 основание 7, затем к основаниям 6 и 7 приваривают швами №7 оболочку 8. После этого, ручной аргонодуговой сваркой приваривают швами №8 и №9 трубчатую перемычку 9. В завершении проводят окончательные пневмоиспытания герметичности сварных швов внутренним давлением (0,30±0,05) МПа с выдержкой под этим давлением не менее 3-5 минут.
В частных случаях конфигурацию сварочных кромок 10-15 выбирают исходя из соотношения толщин свариваемых деталей 1-9, таким образом, чтобы отсутствовал проплав, который недопустим в конструкциях, подвергаемых испытаниям на герметичность. Торцевые основания 6 и 7 получают литьем, например высокоточным специальным видом литья - литьем по выплавляемым моделям. Литые заготовки изготавливают с минимальными припусками на мехобработку по посадочным поверхностям. Негерметичные швы №1-№9 пропитывают анаэробной композицией, например ПК-80, с последующей полимеризацией при нагреве до заданной температуры. Выполнение данной операции позволяет исключить подварку наиболее трудоемких в исправлении дефектов - рассеянной по телу металла пористости с диаметром единичной поры 0,1…0,5 мм.
Способ позволяет исключить проплав швов, повысить качество сварных соединений, обеспечить их прочность и герметичность, повысить технологичность изготовления за счет соосной сборки стальных элементов конструкции и автоматизации процесса сварки кольцевых швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОК-МОДУЛЯ | 2023 |
|
RU2805726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-КОМБИНИРОВАННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2456146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ СЛОЖНОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2437745C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2438843C1 |
| Способ изготовления осесимметричного стального корпуса сварного сосуда высокого давления | 2018 |
|
RU2686431C1 |
| Способ изготовления осесимметричного сварного корпуса сосуда высокого давления | 2019 |
|
RU2700230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ СЛОЖНОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ | 2010 |
|
RU2451586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| Способ изготовления сложно-комбинированного осесимметричного сварного изделия | 2020 |
|
RU2741737C1 |
Способ относится к изготовлению стальной сложнокомбинированной осесимметричной сварной конструкции, работающей под давлением, содержащей тонкостенную оболочку, торцевые основания, центральный трубчатый элемент и трубчатую перемычку. Тонкостенную трубчатую оболочку получают путем термомеханической обработки из трубной заготовки. Формируют сварочные кромки элементов трубчатого элемента под замковое соединение. Осуществляют сборку из них подсборок посредством замкового соединения и сварку элементов подсборок и подсборок между собой кольцевыми швами с образованием трубчатого элемента. Проводят пневмоиспытания герметичности полученных швов. Швы выполняют неплавящимся электродом автоматической аргонодуговой сваркой в несколько проходов с подачей присадочного материала на втором проходе при силе тока 42…45 А на 1 мм толщины стенки и скорости сварки 12…15 м/ч. К трубчатому элементу приваривают одно из торцевых оснований, после чего полученную подсборку сваривают со вторым торцевым основанием. К основаниям приваривают тонкостенную оболочку. Ручной дуговой сваркой к торцевым основаниям приваривают трубчатую перемычку. Осуществляют механообработку и пневмоиспытания герметичности сварных швов внутренним давлением (0,3+0,5) МПа. В результате получают качественные сварные соединения. 2 з.п. ф-лы, 10 ил.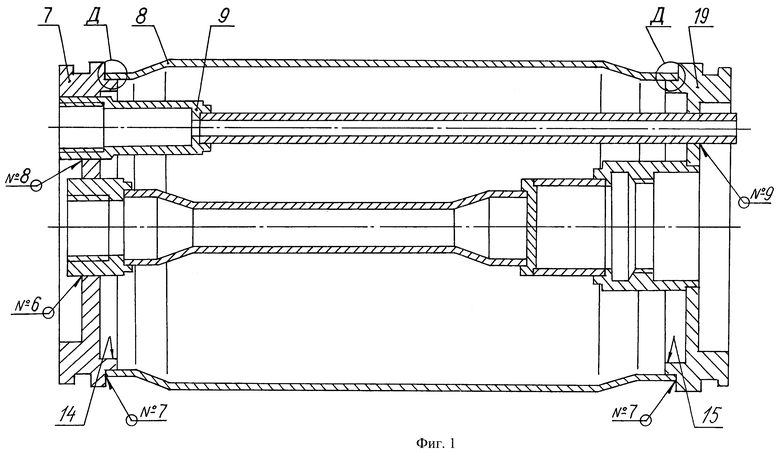
1. Способ изготовления стальной сложнокомбинированной осесимметричной сварной конструкции, работающей под давлением, содержащей торцевые основания и центральный трубчатый элемент, включающий сборку конструкции в сварочно-сборочном приспособлении и дуговую сварку в среде защитных газов, отличающийся тем, что изготавливают конструкцию, содержащую тонкостенную оболочку, торцевые основания, центральный трубчатый элемент и трубчатую перемычку, тонкостенную трубчатую оболочку получают путем термомеханической обработки из трубной заготовки, осуществляют формирование сварочных кромок элементов трубчатого элемента под замковое соединение, сборку из них подсборок посредством замкового соединения, сварку элементов подсборок и подсборок между собой кольцевыми швами с образованием трубчатого элемента и проведение пневмоиспытаний герметичности полученных швов, при этом швы выполняют неплавящимся электродом автоматической аргонодуговой сваркой в несколько проходов с подачей присадочного материала на втором проходе при силе тока 42…45 А на 1 мм толщины стенки и скорости сварки 12…15 м/ч, затем к трубчатому элементу приваривают одно из торцевых оснований, после чего полученную подсборку сваривают со вторым торцевым основанием, затем к основаниям приваривают тонкостенную оболочку, после чего ручной дуговой сваркой к торцевым основаниям приваривают трубчатую перемычку, осуществляют механообработку и пневмоиспытания герметичности сварных швов внутренним давлением (0,3+0,5) МПа.
2. Способ по п.1, отличающийся тем, что осуществляют формирование сварочных кромок элементов трубчатого элемента под замковое соединение, исходя из соотношения толщин свариваемых элементов таким образом, чтобы отсутствовал недопустимый проплав, при этом торцевые основания получают литьем с последующей механообработкой.
3. Способ по п.1, отличающийся тем, что выявленные при пневмоиспытаниях негерметичные швы пропитывают анаэробной композицией с последующей полимеризацией при нагреве до заданной температуры.
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2389592C1 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| Способ дуговой сварки плавлением | 1972 |
|
SU518292A1 |
| Способ изготовления сварных ребристых конструкций | 1989 |
|
SU1780521A3 |
| Сварное соединение | 1977 |
|
SU743818A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОЛИСТОВЫХ СВАРНЫХ КОНСТРУКЦИЙ БЕЗ ОСТАТОЧНЫХ СВАРОЧНЫХ ДЕФОРМАЦИЙ | 2004 |
|
RU2291770C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ | 1988 |
|
RU1559579C |
| Николаев Г.А | |||
| и др | |||
| Расчет, проектирование и изготовление сварных конструкций | |||
| - М.: Высшая школа, 1971, с.322-334 | |||
| Словарь-справочник по сварке/ Под ред | |||
| К.К.Хренова. | |||

