1
Изобретение относится к устройства Для поддержания сварочных горелок при сварке горизонтальных швов на вертикальной плоскости применительно к составным листовым конструкциям, например, двутавровым балкам, при изготовлении строительных мостовых и других металлоконструкций.
Наиболее близкой к предлагаемой по технической сущности и достигаемом результату является установка для злектродуговой двухсторонней сварки, содержащая портал подпружиненные относительно портала поворотные кронштейны с горелками и формирующими пол зунами 1 J.
Недостатком известной конструкции является то, что перед окончанием сварки во избежание столкновения формирующих устройств, установленных на поворотных кронштейнах, расположенных с разных сторон сварного шва, сварку необходимо прекратить, снять с поворотных кронштейнов поджимающие пружины, а оставшуюся недоваренной часть стыка доварить вручную с двух сторон. Этр снижает производительность труда надежность конструкции.
Цель изобретения ,- повьш1ение производительности труда и надежности конструкции путем исключения соударения формирующих ползунов.
Поставленная цель достигается тем, что установка снабжена установленными на портале с возможностью взаимодействия с поворотными кронштейнами регулируемыми упорами, а каждая из пружин размещена между поворотным кронштейном и регулируемым упором.
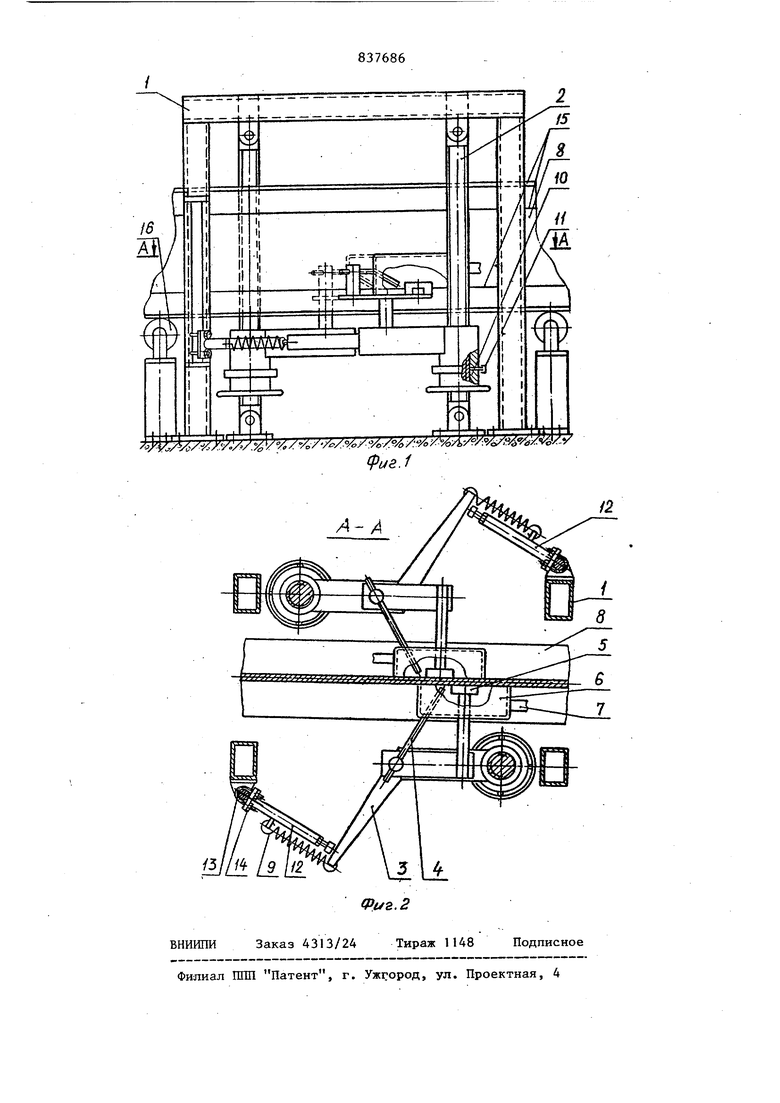
На фиг. 1 показана установка, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
У(-тройство содержит неподвижный портал 1, закрепленные в нем винты 2, вращающиеся вокруг вертикальной оси поворотные кронштейны 3 с установленными на них сварочными горелками 4, формирующими устройствами 5 и защитными дымовыми коробками 6 с патрубком отсоса вредных газов 7, поджимающиеся к вертикальному элементу свариваемой балки 8 пружиной 9. Вдоль оси винта 2 поворотный кронштейн 3 перемещается гайкой 10 через разъемное кольцо 11. Движение поворотных кронштейнов 3 в .горизонтальной пло-скости огра1шчивают регулируемые упоры 12, закрепленные на портале 1 скобами 13 и гайками 14. Балка 8 состоит из двух тавров и листовой вставки, соединяемых сварными швами 15. Балка перемещается рольгангом J6,
Установка работает следующим образом.
Вращением гаек 10 сварочньге горелки 4 и формирующие устройства 5, закрепленные на поворотных кронштейнах 3, устанавливают на сварной шов 15. Пружиной 9 поворотный кронштейн 3 поджима ется к вертикальному элементу свариваемой балки 8, на которую он опирается формирующим устройством 5. Между поворотным кронштеином 3 и регулируемым упором 12 устанавливается зазор. Сумма зазоров между кронштейнами 3 и упорами 12, расположенными в одной плоскости, не должна превьшать толщины вертикального элемента свариваемой балки. Сварка начинается одновременно с включением рольганга 16. Образующиеся при сварке газы удаляются из полости защитной дымовой коробки 6 через патрубок 7. После окончания сварки под действием пружины 9 кронштейн 3 поворачивается на величину зазора между ним и упором 12.
Наличие упоров 12, ограничивающих перемещение поворотных кронштейнов 3
в горизонтальной плоскости, предотвращает столкновение расположенных в одной плоскости формирующих устройств и дымовых коробок, что исключает необходимость остановки процесса сварки с последующим снятием пружин 9, отведением от балки 8 поворотных кронштейнов 3 с формирующими устройствами 5 и защитными дымовыми коробками 6 и ручной доваркой стыков балки с двух сторон, связанной с кантовкой балки. Это повышает производительность труда и упрощает эксплуатацию установки.
Формула изобретения
Установка для электродуговой двухсторонней сварки преимущественно -горизонтальных швов на вертикальной плоскости, содержащая портал, подпружненные относительно портала поворотные кронштейны с горелками и формирующими ползунами, отличающаяся тем, что, с целью повышения производительности труда и надежности конструкции путем исключения соударения формирующих ползунов, установка снабжена установленными на портале с возможностью взаимодействия с поворотными кронштейнами регулируемыми упорами, а каждая из пружин размещена между поворотным кронштейном и регулируемым упором.
Источники информации, принятые во внимание при экспертизе
1. Установка Circomatic D фирмы Arcos Instructions for starting up and exploitation, Brussels, 1970,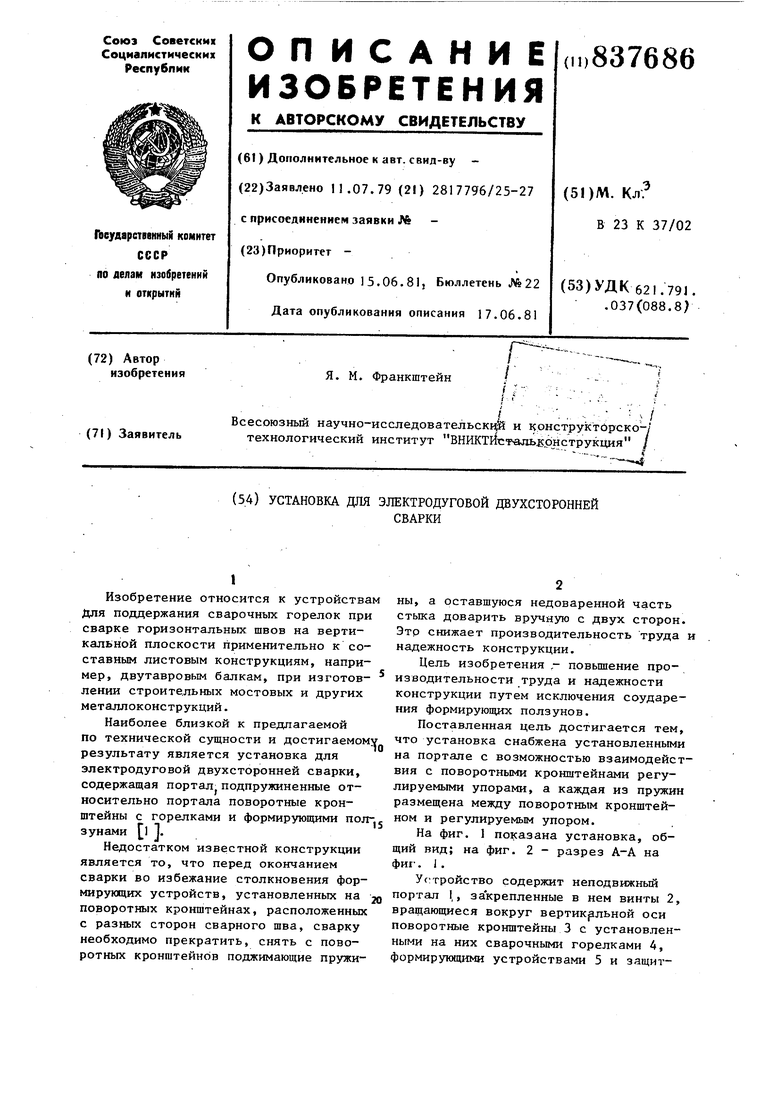
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
| СВАРОЧНЫЙ СТАН | 2007 |
|
RU2358848C1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ ПОЛОТНИЩ С ПЕРЕКРЕСТНЫМ НАБОРОМ РЕБЕР ЖЕСТКОСТИ | 1992 |
|
RU2089368C1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| АВТОМАТИЗИРОВАННЫЙ УЧАСТОК РЕЗКИ И СВАРКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2208506C2 |