Указанная цель достигается тем, что- установка для съема кирпича с полочной вагонетки и укладки его на печную вагонетку, содержащая подаватель, выравниватель рамок, подъемник полочных вагонеток, реечный толкатель, транспортер-накопитель, шаговый транспортер, сталкиватель ряда изделий на комплектовочный стол, тележку переноса с возможностью перемещения в направляющих рамы и групповой захват для уклаки изделий на нечнзло вагонетку, снабжена подвижным столом с упором, установленным за транспортером-на- копителем, и перегрузчиком, несущим поворотную гребенку с упором для взаимодействия с упором подвижного стола i а групповой захват выполнен с раздвижными каретками, .смонтированны ми в направляющих рамы с возможность перемещения друг относительно друга в двух взаимно перпендикулярных направлениях, при этом тросо-блочная система группового захвата соединена с подпружиненным флажком, взаимодействующим с датчиком уровня высоты группового захвата, установленным на тележке переноса, причем гребенка перегрузчика выполнена с возможностью поворота относительно оси шарнира, установленного на штанге перегрузчика, посредством взаимодействия роликов гребенки с копирными направляющими.
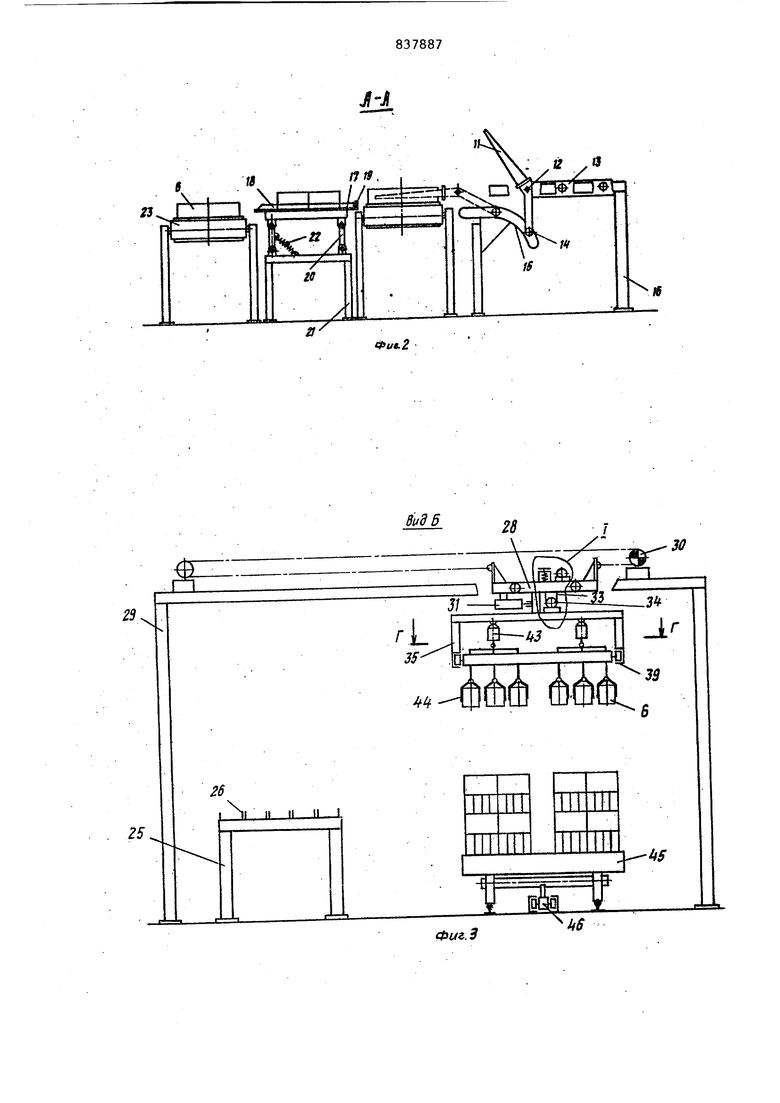
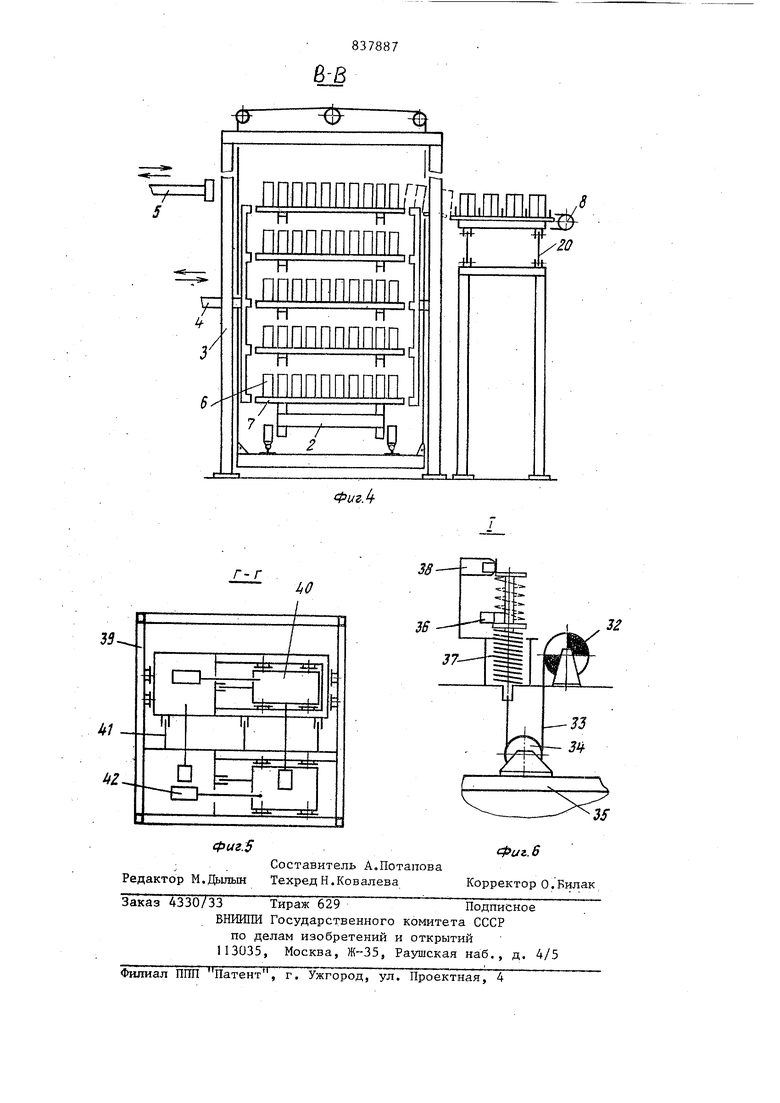
На фиг. 1 изображена установка, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 3; на фиг. 6 - узел J на фиг. 3
Установка содержит подаватель 1 полочных вагонеток 2 в подъемник 3, выравниватель 4 рамок и реечный толкатель 5 для сдвигания кирпичей 6 с рамок 7 на транспортер-накопитель 8. Для передачи изделий с траспортера-накопителя на качающийся стол 9- служит перегрузчик 10 с поворотной гребенкой 11. Гребенка посред ством шарниров 12 соединена со штангой 13 перегрузчика, а ролики 14 контактирзпот с копирными направляющими 15, установленными на неподвижной раме 16. Качающийся стол 9 состоит из подвижной площадки 17, на к.оторой установлены сменные направляющие 18 и упоры 19, контактирующие со штангой 13 перегрузчика. Подвижная площадка шарнирно соединяется посредством рычагов 20 с каркасом 21, а пружины 22 служат для возврата подвижной площадки в положение приема кирпичей с транспортера-накопителя 8. Шаговый транспортер 23 служит для приема ряда кирпичей с качающегося стола 9 и передачи их в требуемой последовательности в зону сталкивателя24 ряда. С шагового транспортера 23 кирпичи 6 попадают на комплектовочный стол 25, снабженный неподвижными направля ощими 26. С комплектовочного стола изделия снимаются групповым захватом 27, подвешенным на тележке 28 переноса, перемещающейся в направляющих рамы 29 посредством привода 30 перемещения захвата. На тележке переноса смонтированы цилиндры 31 поворота захвата, привод 32 механизма подъема захвата посредством троса 33 и блока 34, .установ ленного на каркасе 35 захвата, связанный с флажком 36, находящимся по действием прулшны 37 сжатия. Флажок контактирует с датчиком 38 уровня. Каркас 35 группового захвата состоит из направляющей рамы 39, по которой перемещаются раздвижные каретки 40, снабженные направляющими 41. К групповому захвату относятся цилиндры раздвижки 42 и зажима 43. На каждой каретке 40 установлены подпружиненные зажимы 44 для захвата изделий 6. Кирпич укладывается на печную вагонетку 43, перемещающуюся толкателем 46.
Установка работает следующим образом.
Полочная вагонетка 2 с кирпичам 6 с помощью подавателя 1 устанавливается на платформу подъемника 3. Рамки подправляются выравнивателем 4 рамок. Реечный толкатель 5 сдвигает кирпичи на транспортер-накопитель 8, скорость которого больше скорости реечного толкателя длясоздания зазора между изделиями. Транспортер-накопитель 8 работает только во время рабочего/хода реечного толкателя. После двух полных ходов последнего включается привод перегрузчика 10, который делает установочный рабочий ход, при этом ролики 14 поворота гребенки, перемещаясь в копирных направляющих 15, неподвижной рамы 6, переводят гребенку в горизонтальное положение (показано на фиг. 2 пунктирными линиями) . После этого транспортер Р1а копитель 8 совершает дополнительный ход, служащий для спаривания кирпичей (при укладке изделий парами) либо для выставления изделий со строго определенным---шагом. Затем штанга перегрузчика 10 совершает свой рабочий ход, при этом изделия передаются на подв-ижную площадку 17 качающегося стола 9, а -при повторно ходе штанги 13 переталкивают кирпичи на шаговый транспортер 23. Изделия перемещаются по площадке 17 в неподвижных направляющих 18. В кон це рабочего хода штанга 13 нажимает на упоры 19, досылая площадку с уст новленными на ней изделиями вплотную к спаренному ряду, который нАхо дится на шаговом транспортере 23. При холостом ходе щтанги перегрузчика подвижная площадка качаюи1его-ся стола посредством пружин 22 и шарнирных рычагов 20 возвращается в исходное положение. образуется разрыв между рядами изделий на качающемся столе и шаговом транспортере. Последний передает сп -репный ряд изделий в зону действия сталкивателя 24 ряда, который перемещает определенное количество изде лий на комплектовочный стол 25. На столе 25 набирается количество изделий : обусловленное заданной схемой садки.- От привода 32 захват 27 опускается на кирпичи 6, захватывает их зажимами 44 и поднимается в верхнее положение.С помощью привода 30 перемещения тележка 28 переноса и вместе с нею групповой зах ват подается в зону садки на печную вагонетку 45. Во время движения при необходимости (при укладке четJHbjx рядов) , кассета поворачивается на -угол 90, происходит раздвижка рядов кирпича при помощи гидро- цилиндров 42, соеди 1енных с каретками 40. При переносе кассеты, под действием ее. массы, пр-улшна 37 находится в сжатом положении. После опускания очередного ряда изделий на предыдущий, либо первого ряда на вагонетку, трос 33 ослабляется, обкатываясь по блоку 34. Срабатывает пружина 37 и флажок 36 входит в контакт с датчиком 38 уровня, кото6рый дает сигнал на цилиндры 43. За жимы 44 отпускают изделия, вновь включается привод 32 подъема, групповой захват поднимается в верхнее положение и перемещается приводом 30 в исходное положение над комплектовочным столомо Укладка кирпича на печную вагонетку происходит по заданной программе. Внедрение данного изобретения позволяет повысить надежность -работы установки,, обеспечить возможность укладки кирпича на печную вагонетку в соответствии с заданной схемой садки. Формула изобретения : 1. Установка для съема .кирпича с полочной вагонетки и укладки его на печную вагонетку} содержащая подаватель, выравниватель рамок, подг емник полочных вагонеток, реечный толкатель, транспортер-накопитель, шаговый транспортер, сталкиватель ряда изделий на комплектоБОчньй стол, тележку перенос.а с BOSMOKHOCTbio перемещения в направляющих рамы и групповой захват для укладки изде- ЛИЙ на печную вагонетку, отличающаяся тем, что,:-с целью упроП1;е шя конструкции и повышения надежности, она снабжена подвижным столом с упором, установленным за транспортером-накопителем, и перегруз-f чиком, несущим поворотнуто гребенку с упором для взаимодействия с упором подвижного стола, а групповой захват выполнен, с раздвижными каретками, смонтированньми в направляющих рамы с возможностью перемещения друг относительно друга в двух взаимно перпендикулярных направлениях, при этом тросо-блочная система группового захвата соединена с подпружиненным флаЛком, взаимодействующим с датчиком уровня высоты группового захвата, установленным на тележке переноса, 2. Устано.вка по п. 1, о т л ю щ а я с я тем, что гребенка перегрузчиаса вьтолнёна с возможностью поворота относительно оси , установленного на щтанге перегруз783788чика, посредством взаимодействия роликов гребенки с копирными направляющими. Источники информации, принятше во внимание при экспертизе 7 1.Авторское свидетельство СССР №417296, кл. В 28 В 15/00, В 65 G 47/74, 1974. 2.Авторское свидетельство СССР №447270, кл. В 28 В 15/00, опублик. 1975.


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для съема кирпича с полочной вагонетки и укладки его на печную вагонетку | 1973 |
|
SU447280A1 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |
| Установка для съема кирпича с полочной вагонетки и укладки его на печную вагонетку | 1978 |
|
SU753648A1 |
| Установка для укладки кирпича на печные вагонетки | 1979 |
|
SU893554A1 |
| Устройство для формирования садки изделий | 1978 |
|
SU779092A1 |
| Автомат-укладчик кирпича в пакеты дляОбжигА | 1979 |
|
SU850400A1 |
| Садчик кирпича на печной конвейер | 1989 |
|
SU1726267A1 |
| УСТАНОВКА ДЛЯ СЪЕМА КИРПИЧА С ПОЛОЧНОЙ ВАГОНЕТКИ И УКЛАДКИ ЕГО НА ПЕЧНУЮ ВАГОНЕТКУ | 1966 |
|
SU189340A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
%э
5EJB
ЬЗ ЛЕЫ
т
/4
29
сз сз
СППП
СГЗСП
W
СПСП
си сз
СП СЗ
;
СП а
И
-Ztf
-я
В
-J
-4
28
- ,
6
Фиг.З
в-в
