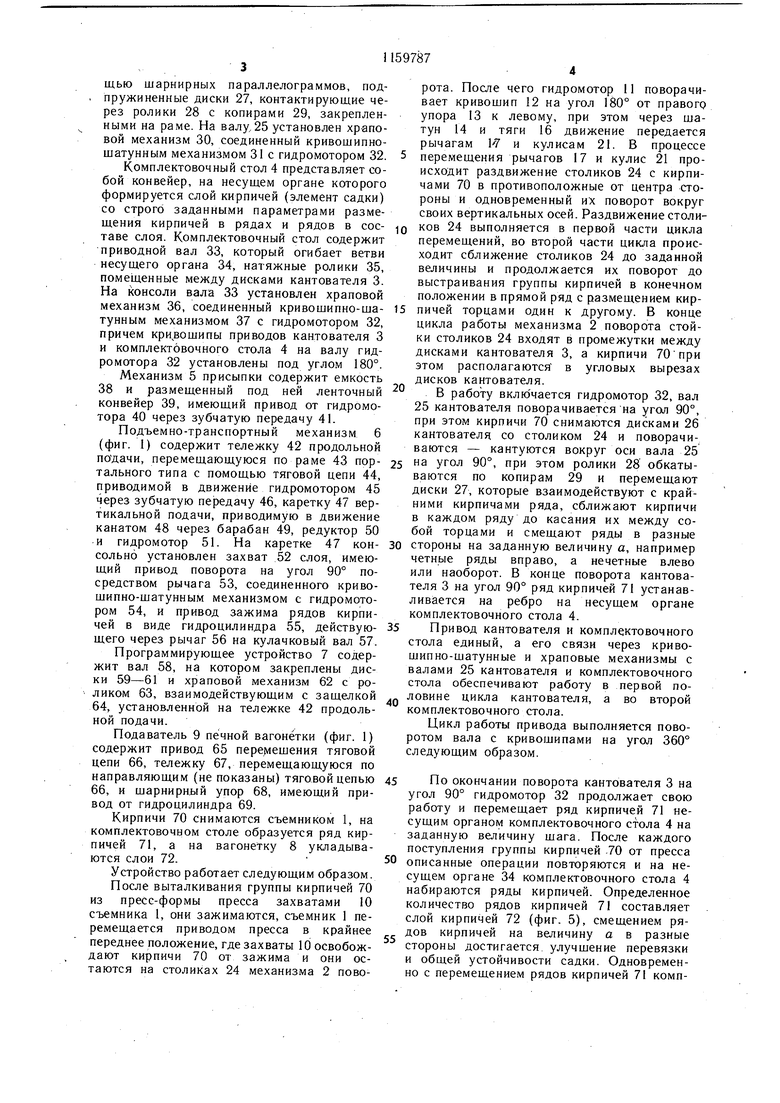
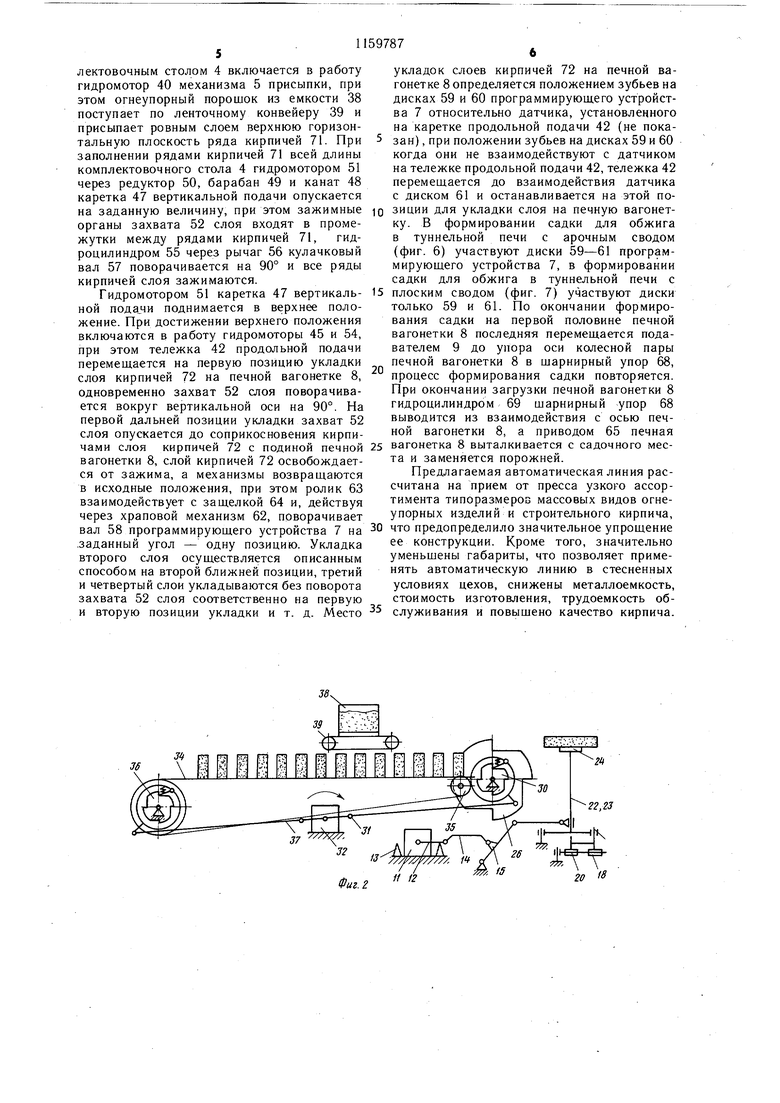
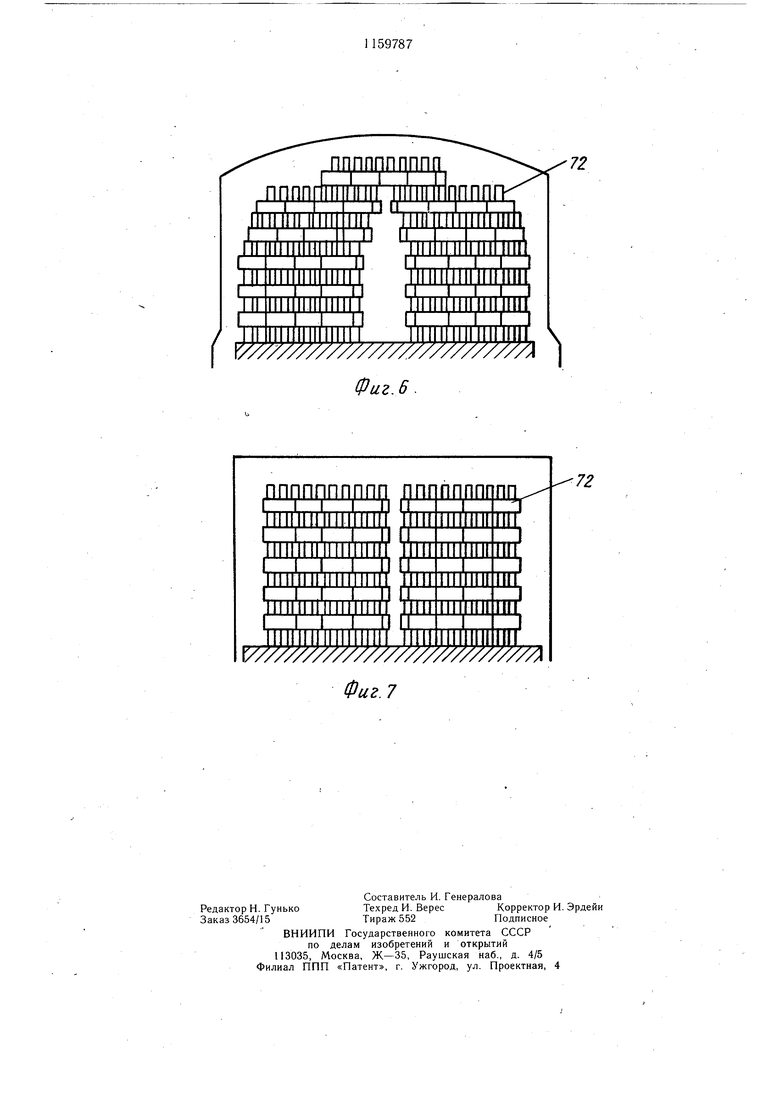
Изобретение относится к промышленности строительных материалов и может быть использовано для механизации процессов производства огнеупорных изделий и строительного кирпича. Известно устройство для садки кирпича на обжиговые вагонетки, содержащее разгрузчик, конвейер подачи изделий, промежуточный конвейер, сталкиватели, комплектовочный стол и перегрузчик 1. Однако известное устройство обеспечивает формирование садки для обжига только в туннельной печи с плоским (подвесным) сводом, кроме того, в нем не предусмотрена возможность формирования садки для обжига в туннельной печи с арочным сводом. Садка на печной вагонетке формируется обособленными столбиками, что ухудшает общую ее устойчивость, неизбежны совпадения в одну линию стыков кирпичей по всей высоте садки, что приводит к разрушению садки при перемещении печной вагонетки по цеху и в туннельной печи. Наиболее близким техническим решением к изобретению является автоматическая линия погрузки кирпича на печные вагонетки, содержащая съемник, кантователь с установленными на приводном валу дисками с угловыми вырезами, комплектовочный стол, подъемно-транспортный механизм, расположенный на раме, тележку продольной подачи с захватом слоя и приводом его поворота, программирующее устройство, подаватель печных вагонеток и привод, соединенный посредством кривощипно-шатунных и храповых механизмов с валами комплектовочного стола и кантователя 2. Автоматическая линия характеризуется тем, что сырец керамических изделий (кирпичей) сталкивается толкателем пресса на приемный столик путем упора торцами один в другой из-за чего кирпичи повреждаются, так как имеют недостаточную механическую прочность, при этом садка формируется только для обжига в туннельной печи с плоским сводом, ряды кирпичей выполняются сдвоенными, что затрудняет сушку и обжиг сырца и может быть причиной усад очных и термических трещин при сушке и обжиге. промежутки между рядами кирпичей выполняются близкими к размеру толщины кирпича, что приведет к браку по деформациям при обжиге. При этом наблюдается недостаточная устойчивость садки, так как неизбежны совпадения в одну линию стыков кирпичей по всей высоте садки, что приведет к ее разрушению при перемещениях печной вагонетки по цеху и в туннельной печи. Цель изобретения - повышение качества кирпича. Поставленная цель достигается тем, что автоматическая линия погрузки кирпича на печные вагонетки, содержащая съемник, кантователь с установленными на приводном валу дисками с угловыми вырезами, комплектовочный стол, подъемно-транспортный механизм, расположенный на раме, тележку продольной подачи с захватом слоя и приводом его поворота, программирующее устройство, подаватель,печных вагонеток и привод, соединенный посредством кривощипношатунных и храповых механизмов с валами комплектовочного стола и кантователя, снабжена расположенным под съемником механизмом поворота с приемными столиками, размещенными выще горизонтальной плоскости вырезов дисков кантователя, на концах приводного вала которого смонтированы подпружиненные диски и копиры, установленные с возможностью контакта с подпружиненными дисками посредством роликов. тележка продольной подачи снабжена кареткой вертикального перемещения, на которой консольно закреплен захват слоя, а рама подъемно-транспортного механизма выполнена в виде портала с расположением несущих балок одна над другой, причем привод поворота захвата слоя и привод комплектовочного стола и кантователя выполнены в виде гидромоторов. На фиг. 1 изображена кинематическая схема линии, аксонометрия; на фиг. 2 - кинематическая схема механизма поворота, кантователя, комплектовочного стола и механизма присыпки, вид сбоку; на фиг. 3 - кантователь, вид сверху; на фиг. 4 - кинематическая схема механизма поворота, вид сверху; на фит. 5 - слой кирпичей (элемент садки), вид сверху; на фиг. 6 - схема садки кирпича на печной вагонетке для обжига в туннельной печи с арочным сводом; на фиг. 7 - то же, для обжига в туннельной печи с плоским сводом. Устройство состоит из съемника 1, закрепленного на засыпном ящике пресса, механизма 2 поворота, кантователя 3, комплектовочного стола 4, механизма 5 присыпкх, подъемно-транспортного механизма 6, программирующего устройства 7, печной вагонетки 8, подавателя 9 печной вагонетки. Съемник 1 содержит захваты 10. Механизм 2 поворота содержит гидромо °Р валу которого жестко посажен кривошип 12, упоры 13, ограничивающие поворот кривощипа 12 в пределах 180°, шатун 14, соединяющий шарнирно кривошип со стойкой 15, тяги 16, соединяюцхие шарнирную стойку 15 с рычагами 17, ролики 18, закрепленные на рычагах 17, звенья 19, шарнирно соединенные одними концами с рычагами 17, а вторые их концы набжены роликами 20, шарнирные кулисы 1, в пазы которых помещены ролики 18 и 20, стойки 22 и 23 со столиками 24, закрепенные соответственно на рычагах 17 и звеньях 19. Кантователь 3 содержит вал 25, на котоом жестко закреплены диски 26 и, с помощью шарнирных параллелограммов, подпружиненные диски 27, контактирующие через ролики 28 с копирами 29, закрепленными на раме. На валу, 25 установлен храповой механизм 30, соединенный кривошипношатунным механизмом 31 с гидромотором 32.
Комплектовочный стол 4 представляет собой конвейер, на несущем органе которого формируется слой кирпичей (элемент садки) со строго заданными параметрами размещения кирпичей в рядах и рядов в составе слоя. Комплектовочный стол содержит приводной вал 33, который огибает ветви несущего органа 34, натяжные ролики 35, помещ,енные между дисками кантователя 3. На консоли вала 33 установлен храповой механизм 36, соединенный кривощипно-щатунным механизмом 37 с гидромотором 32, причем кривошипы приводов кантователя 3 и комплектовочного стола 4 на валу гидромотора 32 установлены под углом 180°.
Механизм 5 присыпки содержит емкость 38 и размещенный под ней ленточный конвейер 39, имеющий привод от гидромотора 40 через зубчатую передачу 41.
Подъемно-транспортный механизм 6 (фиг. 1) содержит тележку 42 продольной подачи, перемещающуюся по раме 43 портального типа с помощью тяговой цепи 44, приводимой в движение гидромотором 45 через зубчатую передачу 46, каретку 47 вертикальной подачи, приводимую в движение канатом 48 через барабан 49, редуктор 50 и гидромотор 51. На каретке 47 консольно установлен захват 52 слоя, имеющий привод поворота на угол 90° посредством рычага 53, соединенного кривошипно-щатунным механизмом с гидромотором 54, и привод зажима рядов кирпичей в виде гидроцилиндра 55, действующего через рычаг 56 на кулачковый вал 57.
Программирующее устройство 7 содержит вал 58, на котором закреплены диски 59-61 и храповой механизм 62 с роликом 63, взаимодействующим с защелкой 64, установленной на тележке 42 продольной подачи.
Подаватель 9 печной вагонетки (фиг. 1) содержит привод 65 перемещения тяговой цепи 66, тележку 67, перемещающуюся по направляющим (не показаны) тяговой цепью 66, и шарнирный упор 68, имеющий привод от гидроцилиндра 69.
Кирпичи 70 снимаются съемником 1, на комплектовочном столе образуется ряд кирпичей 71, а на вагонетку 8 укладываются слои 72.
Устройство работает следующим образом.
После выталкивания группы кирпичей 70 из пресс-формы пресса захватами 10 съемника 1, они зажимаются, съемник 1 перемещается приводом пресса в крайнее переднее положение, где захваты 10 освобождают кирпичи 70 от зажима и они остаются на столиках 24 механизма 2 поворота. После чего гидромотор II поворачивает кривощип 12 на угол 180° от правого упора 13 к левому, при этом через щатун 14 и тяги 16 движение передается рычагам 1 и кулисам 21. В процессе 5 перемещения рычагов 17 и кулис 21 происходит раздвижение столиков 24 с кирпичами 70 в противоположные от центра стороны и одновременный их поворот вокруг своих вертикальных осей. Раздвижение столиQ ков 24 выполняется в первой части цикла перемещений, во второй части цикла происходит сближение столиков 24 до заданной величины и продолжается их поворот до выстраивания группы кирпичей в конечном положении в прямой ряд с размещением кирпичей торцами один к другому. В конце цикла работы механизма 2 поворота стойки столиков 24 входят в промежутки между дисками кантователя 3, а кирпичи 70при этом располагаются в угловых вырезах дисков кантователя.
В работу включается гидромотор 32, вал 25 кантователя поворачивается на угол 90°, при этом кирпичи 70 снимаются дисками 26 кантователя со столиком 24 и поворачиваются - кантуются вокруг оси вала 25 5 на угол 90°, при этом ролики 28 обкатываются по копирам 29 и перемещают диски 27, которые взаимодействуют с крайними кирпичами ряда, сближают кирпичи в каждом ряду до касания их между собой торцами и смещают ряды в разные 0 стороны на заданную величину а, например четные ряды вправо, а нечетные влево или наоборот. В конце поворота кантователя 3 на угол 90° ряд кирпичей 71 устанавливается на ребро на несущем органе комплектовочного стола 4.
5 Привод кантователя и комплектовочного стола единый, а его связи через кривощипно-шатунные и храповые механизмы с валами 25 кантователя и комплектовочного стола обеспечивают работу в первой поQ ловине цикла кантователя, а во второй комплектовочного стола.
Цикл работы привода выполняется поворотом вала с кривошипами на угол 360° следующим образом.
5 По окончании поворота кантователя 3 на угол 90° гидромотор 32 продолжает свою работу и перемещает ряд кирпичей 71 несущим органом комплектовочного стола 4 на заданную величину шага. После каждого поступления группы кирпичей .70 от пресса
0 описанные операции повторяются и на несущем органе 34 комплектовочного стола 4 набираются ряды кирпичей. Определенное количество рядов кирпичей 71 составляет слой кирпичей 72 (фиг. 5), смещением рядов кирпичей на величину а в разные стороны достигается улучщение перевязки и общей устойчивости садки. Одновременно с перемещением рядов кирпичей 71 комплектовочным столом 4 включается в работу гидромотор 40 механизма 5 присыпки, при этом огнеупорный порошок из емкости 38 поступает по ленточному конвейеру 39 и присыпает ровным слоем верхнюю горизонтальную плоскость ряда кирпичей 71. При заполнении рядами кирпичей 71 всей длины комплектовочного стола 4 гидромотором 51 через редуктор 50, барабан 49 и канат 48 каретка 47 вертикальной подачи опускается на заданную величину, при этом зажимные органы захвата 52 слоя входят в промежутки между рядами кирпичей 71, гидроцилиндром 55 через рычаг 56 кулачковый вал 57 поворачивается на 90° и все ряды кирпичей слоя зажимаются.
Гидромотором 51 каретка 47 вертикальной поднимается в верхнее положение. При достижении верхнего положения включаются в работу гидромоторы 45 и 54, при этом тележка 42 продольной подачи перемещается на первую позицию укладки слоя кирпичей 72 на печной вагонетке 8, одновременно захват 52 слоя поворачивается вокруг вертикальной оси на 90°. На первой дальней позиции укладки захват 52 слоя опускается до соприкосновения кирпичами слоя кирпичей 72 с подиной печной вагонетки 8, слой кирпичей 72 освобождается от зажима, а механизмы возвращаются в исходные положения, при этом ролик 63 взаимодействует с защелкой 64 и, действуя через храповой механизм 62, поворачивает вал 58 программирующего устройства 7 на .заданный угол - одну позицию. Укладка второго слоя осуществляется описанным способом на второй ближней позиции, третий и четвертый слои укладываются без поворота захвата 52 слоя соответственно на первую и вторую позиции укладки и т. д. Место
укладок слоев кирпичей 72 на печной вагонетке 8 определяется положением зубьев на дисках 59 и 60 программирующего устройства 7 относительно датчика, установленного на каретке продольной подачи 42 (не показан), при положении зубьев на дисках 59 и 60 когда они не взаимодействуют с датчиком на тележке продольной подачи 42, тележка 42 перемещается до взаимодействия датчика с диском 61 и останавливается на этой позиции для укладки слоя на печную вагонетку. В формировании садки для обжига в туннельной печи с арочным сводом (фиг. 6) участвуют диски 59-61 программирующего устройства 7, в формировании садки для обжига в туннельной печи с
5 плоским сводом (фиг. 7) участвуют диски только 59 и 61. По окончании формирования садки на первой половине печной вагонетки 8 последняя перемещается подавателем 9 до упора оси колесной пары печной вагонетки 8 в щарнирный упор 68, процесс формирования садки повторяется. При окончании загрузки печной вагонетки 8 гидроцилиндром 69 щарнирный упор 68 выводится из взаимодействия с осью печной вагонетки 8, а приводом 65 печная
5 вагонетка 8 выталкивается с садочного места и заменяется порожней.
Предлагаемая автоматическая линия рассчитана на прием от пресса узкого ассортимента типоразмеров массовых видов огнеупорных изделий и строительного кирпича,
0 что предопределило значительное упрощение ее конструкции. Кроме того, значительно уменьщены габариты, что позволяет применять автоматическую линию в стесненных условиях цехов, снижены металлоемкость, стоимость изготовления, трудоемкость об5 служивания и повыщено качество кирпича.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Автомат для садки кирпича на печные вагонетки | 1983 |
|
SU1104023A1 |
| Автомат для садки кирпича на печные вагонетки | 1976 |
|
SU686955A1 |
| Поточная линия формирования садки кирпича-сырца | 1979 |
|
SU887194A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098800A1 |
| Устройство для садки кирпича на печную вагонетку | 1973 |
|
SU531742A1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
| Автомат для садки кирпича на печные вагонетки | 1983 |
|
SU1088933A1 |
| Установка для съема кирпича с полочной вагонетки и укладки его на печную вагонетку | 1978 |
|
SU753648A1 |
| Установка для съема кирпича с по-лОчНОй ВАгОНЕТКи и уКлАдКи ЕгО НАпЕчНую ВАгОНЕТКу | 1978 |
|
SU837887A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ПОГРУЗКИ КИРПИЧА НА ПЕЧНЫЕ ВАГОНЕТКИ, содержащая съемник, кантователь с установленными на приводном валу дисками с угловыми вырезами, комплектовочный стол, подъемно-транспортный механизм расположенный на раме, тележку продольной подачи с захватом слоя и приводом его поворота, программирующее устройство, подаватель печных вагонеток и привод, соединенный посредством кривощипношатунных и храповых механизмов с валами комплектовочного стола и кантователя, отличающаяся тем, что, с целью повышения качества кирпича, линия снабжена расположенным под съемником механизмом поворота с приемньГми столиками, размещенными выще горизонтальной плоскости вырезов дисков кантователя, -на концах приводного вала которого смонтированы подпружиненные диски и копиры, установленные с возможностью контакта с подпружиненными дисками посредством роликов, тележка продольной подачи снабжена кареткой вертикального перемещения, на которой консольно закреплен захват слоя, а рама подъемно-транспортного механизма выполнена в виде портала с расположением несущих балок одна над другой, причем привод поворота захвата слоя и привод комплектовочного стола и кантователя выполнены в виде гидромоторов.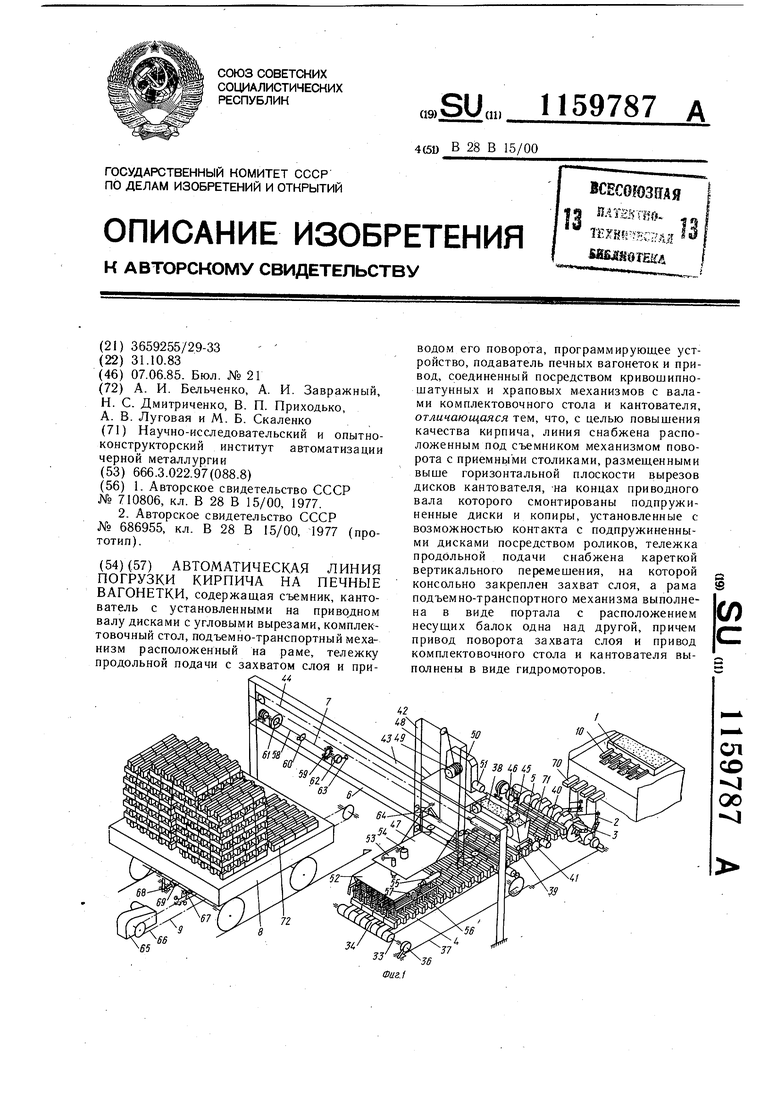
Фиг. 2 ///У/У1 /////, If
30
27 26 25
Фиг.З
Ф.
иг. 5
У///////Л
ППППППП
LrTl.Tj:
.11И МИШ
I....I т
Mlll.il 11.11
11И1111ППТТ
с
I.....I....I
шиишд
/////////////////////////////
Фиг. 7
ЖЖШ
1 /////,
У/////А Фиг.б.
72
гш
ппппп
ппп
ИД.
Щ
Па
шп
I
J
а
ш
шп шп
I
D ц
ЦШЛ
ШДД
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1977 |
|
SU710806A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автомат для садки кирпича на печные вагонетки | 1976 |
|
SU686955A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
