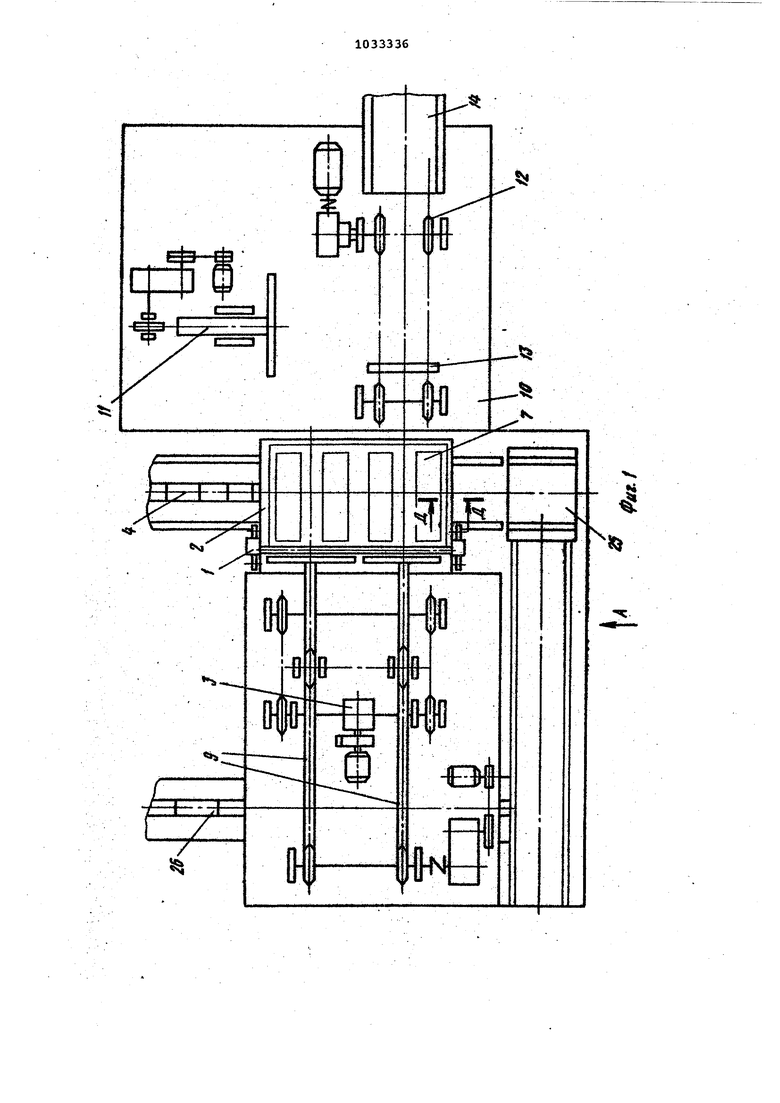
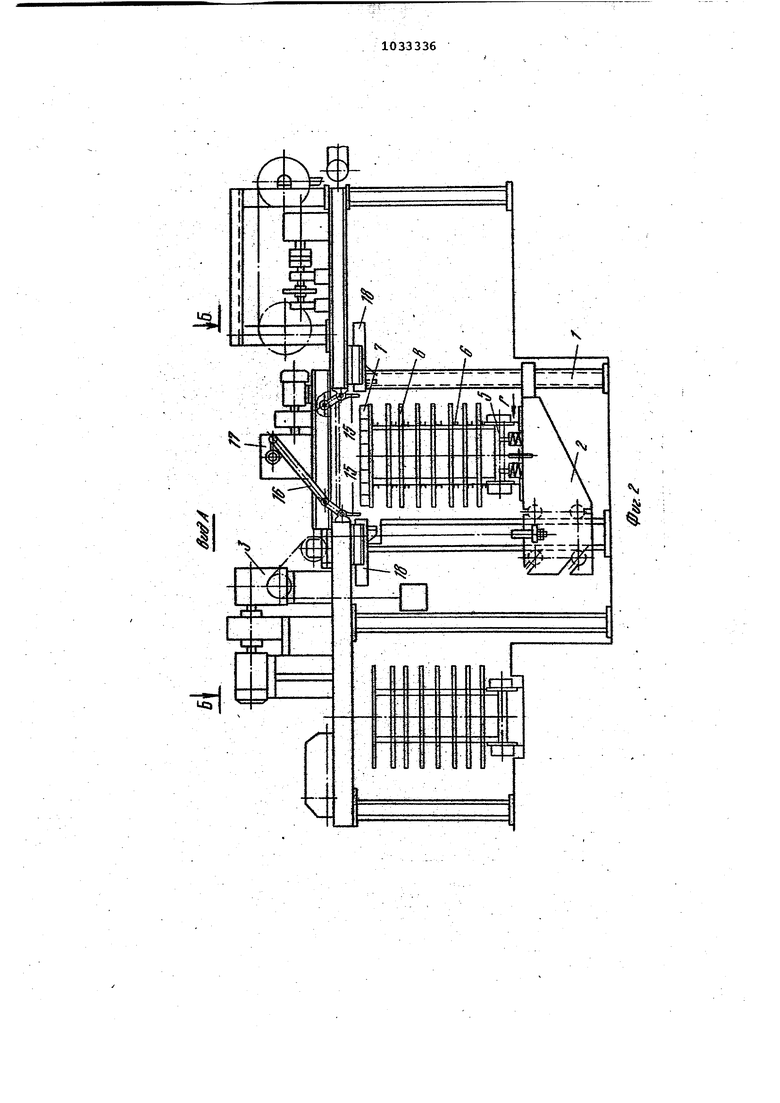
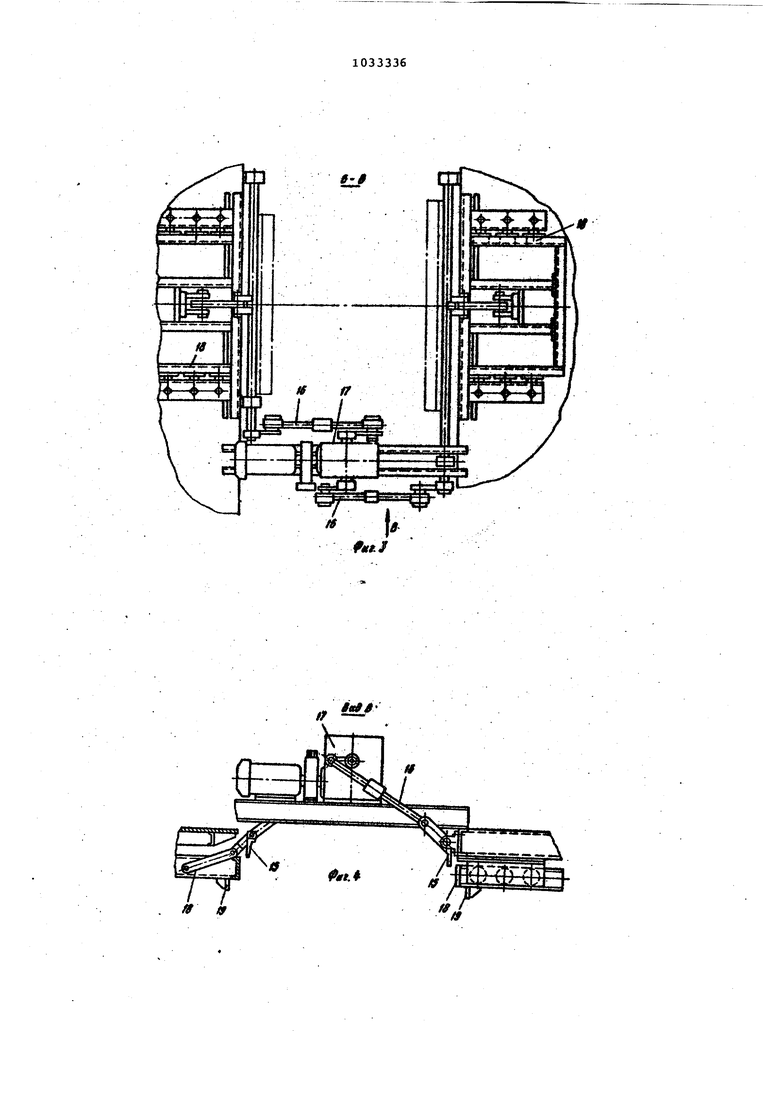
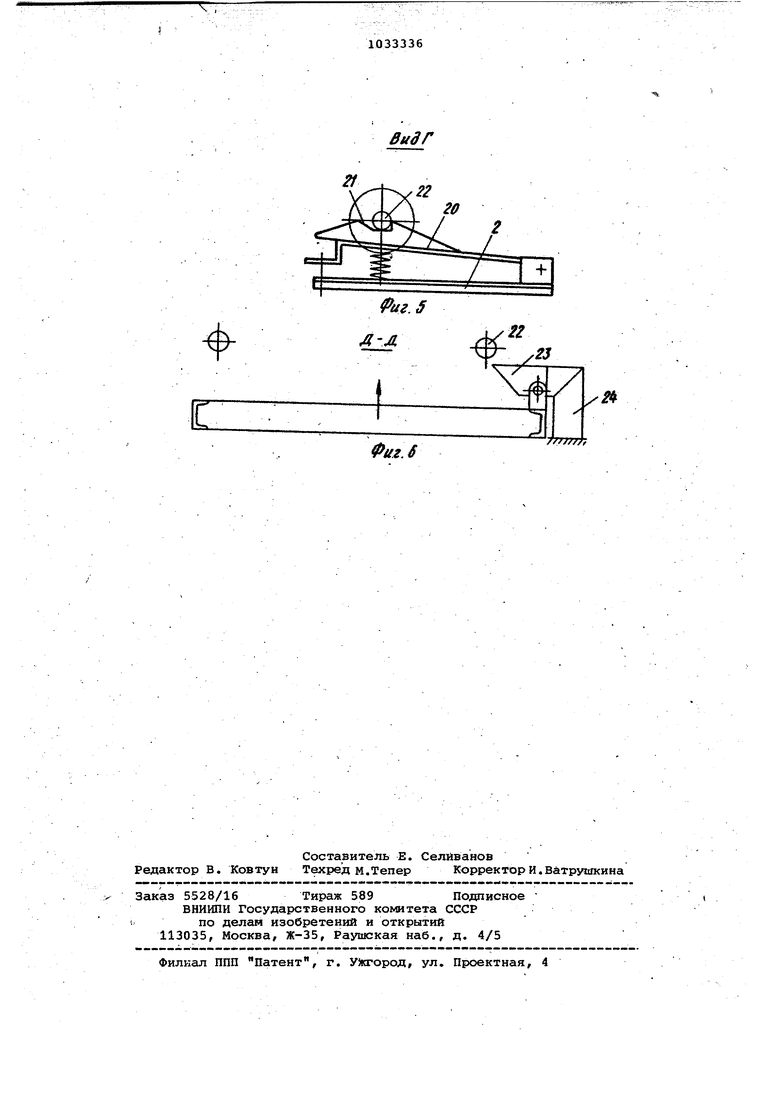
Изобретение относится к перегру зочным устройствам и может быть ис пользовано при производстве кирпича и подобных ему изделий, в промышленности строительных материало для разгрузки керамических изделий с сушильных вагонеток на конвейер. Извеатна -установка для съема ки пича с полочной вагонетки и укладки его на печную вагонетку, содержащая подъемник, толкатели, подпра щик, транспортер-накопитель, шаговые транспортеры, комплектовочный стол и групповой захват, при этом после транспортера-накопителя уста новлены кантователи роторного типа смещенные один относительно другого в направлении подачи кирпича на шаг, равный расстоянию между шаговыми транспортерами 1. Недостатком данной установки является то, что правка рамок отнесена от подъемника и при транспдртировании рамк.и могут смещаться, отсутствует правка изделий. Кроме того, односторонняя фиксация рамок ненадежна в- работе. Наиболее близким к изобретению является автомат-разгрузчик изделий с сушильных вагонеток, содержащий неподвижную клеть, внутри которой смонтирована подъемная платформа с толкателем шагового перемещения вагонетки, сталкиватель изделий с рамок на ленточный конвейер, выравниватель рамок с изделиями, заталкйватель вагонеток в клеть и фиксатор рамок на полках вагонетки, выполненный в виде поворотных в горизонтальной плоскости Т-образных рычагов, на полках которых шарнирно смонтированы в шахматном порядке подпружиненные захваты каплевидной формы, контактирующие с рамками U23 Однако известный автомат ненаде жен-в работе, так как фиксаторы-ра мок имеют сложную конструкцию, что требует идеальных условий труда работы, а в -процессе эксплуатации захваты каплевидной формы забиваются крошкой и рамки лежат пра тически на гладкой поверхности р«дчага и могут свободно сдвигаться по направлению сталкивания кирпи Цель изобретения - повышение эксплуатационной надежности автома та-разгрузчика. Поставленная цель достигается тем, что в автомате-разгрузчике, содержащем непод)зижную раму с подъ емной платформой с рельсовыми путями, толкатель вагонетки, сталкиватель изделий с рамок, выравниватель рамок с изделиями, фиксатор мок, устройство фиксации вагонетки на подъемной платформе и устройство для приема сталкиваемых изделий, фиксатор рамок и выравниватель рамок с изделиями снабжены системой рычагов и одним приводом, причем фиксатор рамок выполнен в виде двух Г-образных поворотных пластин, прикрепленных к системе рычагов симметрично оси рельсовых путей подъемной платформы, а выравниватель рамок с изделиями выполнен в виде двух JKapsTOK с упорами, симметрично расположенных относительно оси рельсовых путей подъемной платформы, при этом одна каретка смонтирована на неподвижной раме в горизонтальных направляющих, а другая - в устройстве для приема сталкиваемых изделий в горизонтальных направляющих, а устройство фиксации вагонетки на подъемной платформе выполнено в виде пластины с пазом для взаимодействия с осью вагонетки, стопора с противовесом и копира, при этом пластина с пазом подпружинена и шарнирно закреплена на подъемной платформе, а копир - на неподвижной раме для взаимодействия с протибовесом стопора. На фиг. 1 изображен автомат-разгрузчик, вид в плане, на фиг. 2 вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. З; на фиг. 5 - вид Г на . фиг. 2) на фиг. 6 - разрез Д-Д на фиг. 1. Автомат-разгрузчик изделий с сушильной вагонетки содержит неподвижную раму 1, на смонтирована подъемная платформа 2 c приводом 3, толкатель 4 вагбнетки 5 с многоярусными полками 6. Для сталкивания изделий 7 с рамок 8 предусмотрен сталкиватель 9, сталкивающий изделия с четырех рамок на приемное устройство, приемный стол 10, который содержит штанговый толкатель Ни цепной проталкиватель 12 с упорами 13, передающими изделия 7 на ленточный конвейер-накопитель 14. При сталкивании изделий с рамок последние удерживаются фиксатором, состоящим из двух симметрично установленных Г-образных поворотных . пластин 15, соединенных системой рычагов 16 с приводом 17 и выравнивателем рамок, состоящим из двух кареток 18 с упорами 19, симметрично установленных на неподвижной раме и приемном устройстве в горизонтальных направляющих. На платформе 2 установлено устройство фиксации вагонетки, состоящее из шарнирно смонтированный подпружиненной пластины 20 с пазом 21, взаимодействующим с осью 22 вагонетки 5, стопора23 с противовесом и копира 24, смонтированного на раме
1и контактирующего с противовесом стопора.
Разгруженные вагонетки 5 подаются электропередаточной тележкой 25 к толкателю 26 отбора порожних вагонеток. .
Автомат работает следующем образом.
Толкателем 4 груженая с ильная вагонетка 5 подаете jfia подъемную платформу 2, которая находится в крайнем нижнем положении. При заталкивании вагонетки 5 на платформу 2 она передней осью 22 накатывается на подпружиненную пластину 20 и входит в паз 21. Паз выполнен под прямым углом со стороны накатывания вагонетки для предотвращения обратного движения и под тупым углсяч с другой стороны для облегчения сталкивания. Происходит частичная фиксация вагонетки Затем включается привод 17 и через систему Ешчагов 16 приводит в поступательное движение каретки IS, которые упорами 19 выравнивс1ют верхние етыре рамки 8, а своими торцами - изделия на них. После этого срабатывает привод 3 шагового подъема платфрр ол
2и в первоначальный MoiiteHT подъема платформы 2 стопор 23 выходит из взаимодействия с копиром 24 и под действием противовеса занимает вертикальное положение, фиксируя таким образом вагонетку в наиравлении стакивания. Получается надежная фиксация вагонетки с двух сторон.
Подъем платформы 2 осуществляется до совпал ения уровня приемного стола 10с плоскостью верхних рамок 8. Включается снова привод 17 и через систему рычагов поворачивают Г-образные пластины 15 на 90 , они отрывают четыре 8 от полок вагонетки и фиксируют их от,сдвига в поднятом положении. При этом одновременно происходит правка рамок и изделий следующего нижнего ряда каретками 18 и упорами 19 вышеописанным образом.
Сталкиватель 9 сталкивает изделия на приемный стол 10 со всех четырех
0 рамок одновременно И возвращается в исходное положение. Затем возвращаются в исходное положение Г-образные пластины 15 и каретки 18 и порож няя pai-iKa 8 опускается на полку ваго5 1нетки;
: С приемного стола 10 два ряда изделий передаются на ленточный кон, вейер-накопитель 14 упорами 13 цепного пррталкивателя 12,. а другие
два ряда штанговым толкателем 11 подаются в зону работы пррталкивателя 12, а затем упорс1ми 13 сталкиваются на конвейер-накопитель.14. Приводом 3 подъемная платформа
5 2 с вагонеткой последовательно поднимается в положение разгрузки всех ярусов полок. После разгрузки рамок последнего яруса вагонетки платформа 2 возвращается в крайнее нижнее
д положение. Порожняя вагс)нетка выталкивается с платфррмы 2 слефтощёй . груженой вагонеткой на элвктропередаточную тележку 25 и трайспортиру ется в зону толкателя 26.
Предлагаемый автомат-разгрузчик
5 изделий с сушильной вагонеткрй надежен в зксплуатации, так как имеет простую конструкцию фиксатора рамок и выравнивателя рамок и изделий, обеспечивакичих -принудительную фиксацию рамок и одновременную правку их и изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат-разгрузчик изделий с сушильных вагонеток | 1979 |
|
SU872272A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Разгрузчик сушильных вагонеток | 1990 |
|
SU1805046A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия для производстваКЕРАМичЕСКиХ ТРуб | 1979 |
|
SU821156A2 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| Устройство для разгрузки изделий | 1981 |
|
SU1008126A1 |
| Установка для съема кирпича сСушильНОй ВАгОНЕТКи | 1979 |
|
SU814760A1 |
| Разгрузчик сушильных вагонеток | 1987 |
|
SU1475797A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
АВТОМАТ-РАЗГРУЗЧИК ИЗДЕЛИЙ С С5ТЛИЛЬНОЙ ВАГОНЕТКИ, содержащий неподвижную раму с подъемной платформой с рельсовыми путями, толкатель вагонетки, сталкиватель изделий с рамок, выргшниватель рамок с издели ми, фиксатор рамок, устройство фиксации вагонетки на подгземной платформе и устройство для приема сталкивае1Ф11х изделий, отличающийся тем, что, с целью повышения эксплуатационной надежности, фиксатор рамок и выравниватель рамок с изделиями снабжены системой рычагов и одним приводом, причем фиксатор рамок выполнен в виде двух Г-образных поворотHfcox пластин, прикрепленных к системе рычагов симметрично оси рельсовых путей платформы, а выравниватель рамок с изделиями выполнен в виде двух кареток с упорами, симметрично расположенных относительно o0t рельсовых путей подъемной платфор а 1, при этом одна каретка смонтирована на неподвижной раме в горизонтальных направляющих, а другая - в устройстве для приема сталкиваемых изделий в гори рнтальных направлякшшх, а устройство о ксации вагонетки на подъемной нлатфОЕФ е выполнено в виде пластины с пазом для взаимодействия с осью вагонетки, стопора с противовесе и копира, при этом пластина с пазом подпружинена и шарнирно закреплена на подъемной платформе, стопор с противовесом закре.плен на подъемной платформе, а копир - уа неподвижной раме для взаимодействия с противовесом стопора. СО со DO СО 9t
fefjt
ВиЗГ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для съема кирпича с полочной вагонетки и укладки его на печную вагонетку | 1973 |
|
SU447280A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автомат-разгрузчик изделий с сушильных вагонеток | 1979 |
|
SU872272A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
